一种用于镁合金粉末增材制造的激光选区熔化设备及清粉方法与流程
本发明属于增材制造设备,特别是涉及一种用于镁合金粉末增材制造的激光选区熔化设备及清粉方法。
背景技术:
1、增材制造(又称作激光选区熔化或金属3d打印)技术,是近些年来出现的一种新型加工方法,该技术采用的原材料均为几十到几百微米的粉末,在成形过程中,通过供粉机构与铺粉机构将粉末均匀平摊在成形基板上,再利用激光等能量源将表面特定几何形状区域的粉末熔化,产生冶金结合,最终使零件逐层长出从而实现立体成型的过程。
2、3d打印技术已广泛用于制造不锈钢、钛合金、铝合金等复杂样件,并成功用于发动机机匣,散热管道,减重结构件等。然而目前镁合金的成形方式依然主要采用传统的铸造、粉末冶金和塑性成形等,这些传统的加工工艺难以对一体化构件内部进行加工,无法在构件内部构建精细流道结构或拓扑结构,限制了镁合金发挥轻量化的优势与复杂结构件成型的潜力。
3、近年来,随着对镁合金在加工过程中易燃性的了解不断增加,针对镁合金的增材制造相关研究也在逐步展开,以期突破传统镁合金制备工艺对镁合金发挥轻量化优势的限制。因此,针对以上需求,亟需研制一种用于镁合金粉末增材制造的激光选区熔化设备。
技术实现思路
1、本发明为解决现有技术中存在的问题,提出一种用于镁合金粉末增材制造的激光选区熔化设备及清粉方法,该激光选区熔化设备能够将镁合金粉末原料预热到350℃高温,以满足材料打印工艺需求,工作周期全程在惰性气体环境中进行,工作环境氧含量在100ppm以下,实行严格的人粉分离,安全稳定。
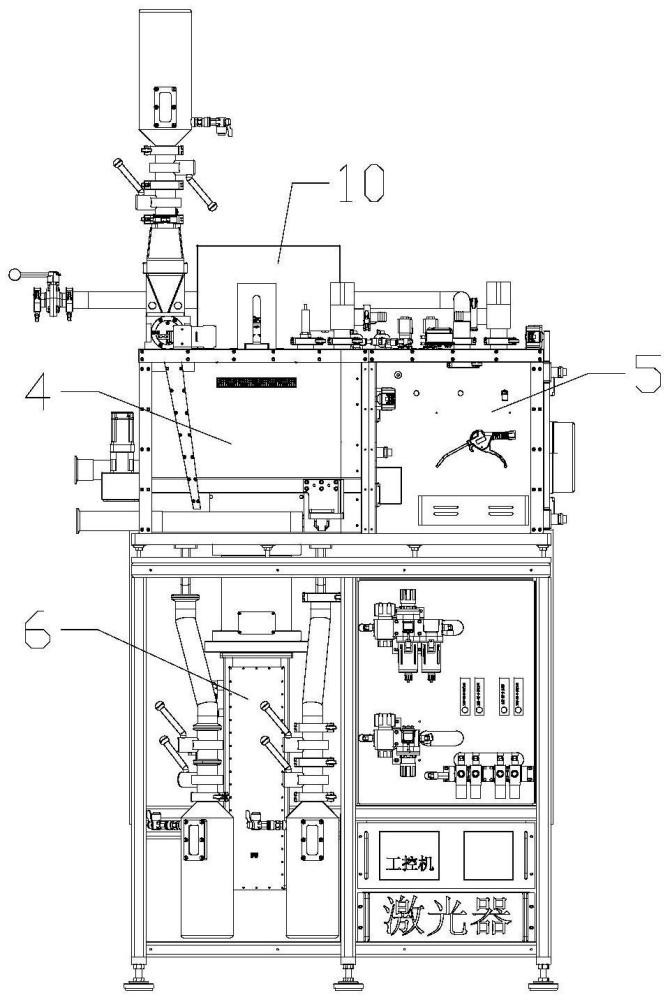
2、本发明是这样实现的,一种用于镁合金粉末增材制造的激光选区熔化设备,包括设备主机、除尘净化柜、水冷机,所述设备主机包括成形室、光学系统、成形缸、活塞和z轴,所述活塞通过z轴控制其成形缸内移动,所述z轴位于密封罩内,使密封罩和成形缸整体密封,所述成形室的舱门上设置用于对打印工件进行清粉的初次清粉手套口;
3、所述设备主机还包括中转室,所述中转室与成形室左右并排设置,中转室与成形室之间设置有中转舱门;所述中转室上设置用于对打印工件进行清粉的二次清粉手套口、粉末清理吸尘管路、吹气枪管路、洗气进气、排气气动挡板阀、气体环境检测传感器;
4、所述活塞包括从下至上依次设置的活塞安装板、水冷板、隔热板、安装板、加热板、成形基板,以及第一耐高温密封圈、第二耐高温密封圈、测温热电偶;
5、所述水冷板安装在活塞安装板上,所述水冷板正面四周开设有第一密封槽及与第一密封槽连通的多个第一限位槽,所述第一耐高温密封圈的内侧四周设置多个与第一限位槽配合的第一弹簧;所述隔热板安装在水冷板上方并压紧第一耐高温密封圈,使第一限位槽对第一弹簧进行限位、第一密封槽对第一耐高温密封圈进行限位,第一弹簧将第一耐高温密封圈顶紧在成形缸缸体内壁;
6、所述隔热板正面四周开设有第二密封槽及与第二密封槽连通的多个第二限位槽,所述第二耐高温密封圈的内侧四周设置多个与第二限位槽配合的第二弹簧;所述安装板安装在隔热板上方并压紧第二耐高温密封圈,使第二限位槽对第二弹簧进行限位、第二密封槽对第二耐高温密封圈进行限位,第二弹簧将第二耐高温密封圈顶紧在成形缸缸体内壁。
7、所述测温热电偶通过热电偶安装座安装在安装板上,所述加热板安装在安装板上,使测温热电偶的工作端位于加热板内,所述测温热电偶的冷端依次穿过安装板、隔热板、水冷板、活塞安装板,伸入至活塞下方。
8、在上述技术方案中,优选的,所述安装板和水冷板之间设置有隔热支撑,所述隔热板上开设供隔热支撑穿过的孔洞,隔热支撑穿过隔热板,使安装板和水冷板刚性连接。
9、在上述技术方案中,优选的,所述安装板的正面为上凸结构,所述加热板的背面为内凹接结构,使所述安装板和加热板之间凹凸嵌合。
10、在上述技术方案中,优选的,所述第一耐高温密封圈、第二耐高温密封圈均为耐350℃高温的毛毡密封圈。
11、在上述技术方案中,优选的,所述第一弹簧、第二弹簧均为耐350℃高温的弹簧。
12、在上述技术方案中,优选的,所述隔热板的材质为云母材质。
13、在上述技术方案中,优选的,所述第一耐高温密封圈的内侧四周设置有第一隔挡条,多个所述第一弹簧安装在第一隔挡条上。
14、在上述技术方案中,优选的,所述第二耐高温密封圈的内侧四周设置有第二隔挡条,多个所述第二弹簧安装在第二隔挡条上。
15、一种用于镁合金粉末增材制造的清粉方法,包括如下步骤:
16、s1、工件打印完成后,先等待温度降到室温;再缓慢将工件升起,同时通过成形室的初次清粉手套口用毛刷将工件上残余粉尘刷落,直至将整个工件从成形缸中清理出来;
17、s2、通过成形室的初次清粉手套口将工件的成形基板与下层加热板的连接螺丝拆下,将成形基板连同工件移至右侧中转舱门附近;
18、s3、对中转室进行惰性气体置换,将其氧含量置换到100ppm以下;
19、s4、通过中转室的二次清粉手套口将其与成形室之间的中转舱门打开,将工件连同成形基板从成形室转移到中转室并放好,随后关闭两者之间的中转舱门;
20、s4、通过二次清粉手套口用吹气枪管路和粉末清理吸尘管路结合将工件和成形基板上的残余粉末喷吹干净,并将中转室内粉末清理干净;
21、s5、打开中转室上的舱门,将工件取出。本发明具有的优点和积极效果是:
22、(1)由于镁合金粉末的成型工艺的特殊性,本发明设计的活塞结构可将成形区域粉末预热至350℃,并在水冷板与隔热板连接处的水冷板上、隔热板与安装板连接处的隔热板上两个主要位置分别增加耐高温密封圈,进行隔热保温,防止热量散失。
23、(2)本发明设备主机在工作过程包括加料、打印、取件、清粉等全程处于惰性气体环境,且在设备主机中增加中转室,在中转室与成形室之间设置中转舱门,并在中转室上设置手套口、粉末清理吸尘管路、吹气枪管路,在取件过程中,工作人员通过手套操作,使工件全程处于惰性气体保护氛围当中,且排除了空气对残余镁粉的氧化燃烧风险,可实行严格的人粉分离,同时可以使取件与必要的工具在成型舱内、外传递时一直维持成形室的环境不被破坏。
24、(2)本发明的激光选区熔化设备能够将镁合金粉末原料预热到350℃高温,以满足材料打印工艺需求,工作周期全程在惰性气体环境中进行,工作环境氧含量在100ppm以下,实行严格的人粉分离,安全稳定。
技术特征:
1.一种用于镁合金粉末增材制造的激光选区熔化设备,包括设备主机、除尘净化柜、水冷机,所述设备主机包括成形室、光学系统、成形缸、活塞和z轴,所述活塞通过z轴控制其成形缸内移动,所述z轴位于密封罩内,使密封罩和成形缸整体密封,所述成形室的舱门上设置用于对打印工件进行清粉的初次清粉手套口;其特征在于:
2.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述安装板和水冷板之间设置有隔热支撑,所述隔热板上开设供隔热支撑穿过的孔洞,隔热支撑穿过隔热板,使安装板和水冷板刚性连接。
3.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述安装板的正面为上凸结构,所述加热板的背面为内凹接结构,使所述安装板和加热板之间凹凸嵌合。
4.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述第一耐高温密封圈、第二耐高温密封圈均为耐350℃高温的毛毡密封圈。
5.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述第一弹簧、第二弹簧均为耐350℃高温的弹簧。
6.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述隔热板的材质为云母材质。
7.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述第一耐高温密封圈的内侧四周设置有第一隔挡条,多个所述第一弹簧安装在第一隔挡条上。
8.根据权利要求1所述的用于镁合金粉末增材制造的激光选区熔化设备,其特征在于,所述第二耐高温密封圈的内侧四周设置有第二隔挡条,多个所述第二弹簧安装在第二隔挡条上。
9.一种采用权利要求1-8任一项所述的激光选区熔化设备进行用于镁合金粉末增材制造的清粉方法,包括如下步骤:
技术总结
本发明涉及一种用于镁合金粉末增材制造的激光选区熔化设备及清粉方法,包括成形室、中转室、成形缸、活塞和Z轴,中转室与成形室左右并排设置,中转室与成形室之间设置中转舱门;中转室上设置手套口、粉末清理吸尘管路、吹气枪管路、洗气进气、排气气动挡板阀、气体环境检测传感器;活塞包括活塞安装板、水冷板、隔热板、安装板、加热板、成形基板、第一耐高温密封圈、第二耐高温密封圈、测温热电偶;水冷板正面四周安装第一耐高温密封圈,隔热板正面四周安装第二耐高温密封圈,测温热电偶工作端位于加热板内,测温热电偶的冷端伸入至活塞下方。本发明可将镁合金粉末预热到350℃,工作环境氧含量在100ppm以下,安全稳定。
技术研发人员:关凯,蒋朝阳,赵新民,赵乾祥
受保护的技术使用者:天津镭明激光科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!