一种加工低压涡轮工作叶片盆向锯齿冠的夹具的制作方法
本技术涉及叶片盆向锯齿冠加工夹具领域,具体涉及一种加工低压涡轮工作叶片盆向锯齿冠的夹具。
背景技术:
1、目前,现有带冠的低压涡轮工作叶片加工均采用磨削加工盆、背锯齿冠,夹具定位点为背向榫齿,排气边榫齿侧面,背向叶身处定位点,叶冠排气边侧面定位点,压紧采用盆向榫齿,背向叶身定位点相对应对的盆向叶身,榫齿进气边侧面,叶冠进气边侧面。在实际加工过程中,定位点接触面积小,压紧力不一致造成加工尺寸不稳定。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种加工低压涡轮工作叶片盆向锯齿冠的夹具,具体方案如下:
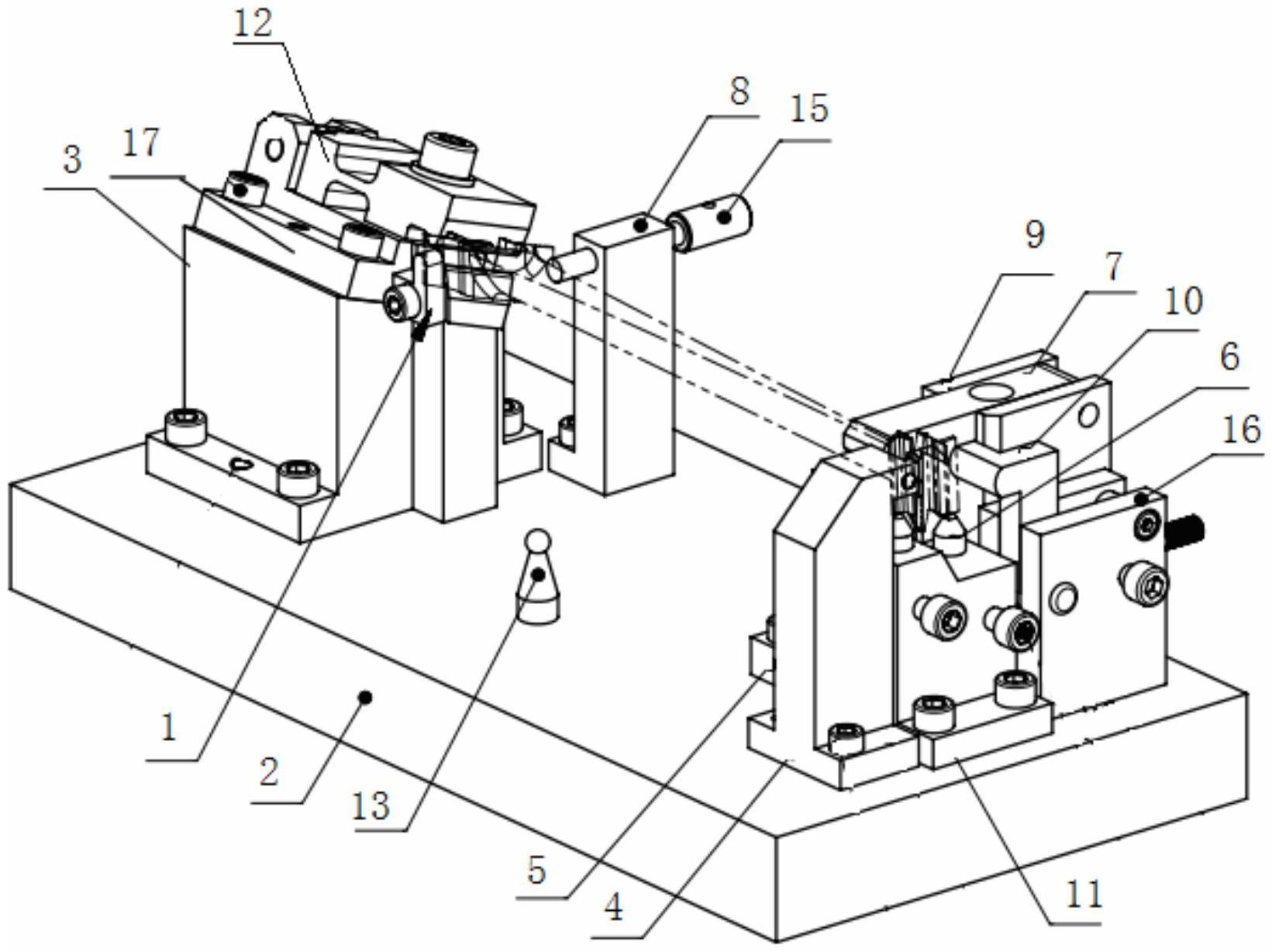
2、一种加工低压涡轮工作叶片盆向锯齿冠的夹具,包括挡块、底板、垫块、定位支块、定位座、浮动支撑、压板、压紧支座、压紧座、支撑块、支座、翻转弹性夹头、工艺球、斜向辅助支撑和齿形定位块;
3、叶片榫齿定位夹紧机构包括所述垫块、压紧支座、齿形定位块和翻转弹性夹头;
4、所述垫块和压紧支座设置在底板的左侧,且压紧支座设置在垫块的斜前方;
5、叶片锯齿冠定位夹紧机构包括所述定位座、定位支块、支座、斜向辅助支撑和压紧座,均设置在底板的右侧;
6、所述定位支块和定位座分别通过圆柱销和内六角圆柱头螺钉固定在底板上,支座和斜向辅助支撑与定位支块设置在一条直线上,定位座设置在定位支块后侧,压紧座设置在斜向辅助支撑后侧,且压紧座和定位座设置在一条直线上;
7、所述叶片榫齿定位夹紧机构与叶片锯齿冠定位夹紧机构之间的底板上设有工艺球,用于检查夹具尺寸。
8、所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其优选方案为,所述垫块两侧设有安装边,前侧设有凸起块,其垫块的上端面设置呈斜面;
9、所述垫块的安装边上设有螺孔,通过内六角圆柱头螺钉将垫块固定在底板上;
10、所述齿形定位块呈凸起型,一侧的凸起顶端设有耳座,另一侧设有向外凸出的与榫齿齿形一致的榫齿定位卡齿;
11、所述齿形定位块通过圆柱销与垫块连接,通过内六角圆柱头螺钉将齿形定位块锁紧在垫块的斜面上;且榫齿定位卡齿置在凸起块上方;
12、所述挡块设置在榫齿定位卡齿一侧,用于叶片榫齿的定位;
13、所述翻转弹性夹头一侧设有安装耳边,另一侧设有榫齿压紧卡齿,中间设有螺孔;
14、所述安装耳边设置在耳座内,销轴将安装耳边连接在耳座上,且安装耳边能够沿销轴转动;
15、叶片榫齿的下端卡在榫齿定位卡齿上,叶片榫齿的一侧面顶在挡块上,榫齿压紧卡齿对叶片榫齿上端压紧后,通过螺钉将翻转弹性夹头和齿形定位块锁紧;
16、所述压紧支座上设置压紧螺钉,通过压紧螺钉对叶片榫齿的另一侧面顶紧固定。
17、所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其优选方案为,所述定位座呈l形,上端设有弧形卡口,且弧形卡口一侧设有安装孔,定位销通过安装孔设置在弧形卡口内,用于叶冠侧面的定位;
18、所述支座上端设有梯形台阶,梯形台阶端面设有安装孔,支座的前侧壁与安装孔的垂直方向设有螺孔,且螺孔与安装孔贯通;
19、所述安装孔内设有压缩弹簧,浮动支撑设置在压缩弹簧上,通过在螺孔内安装内六角圆柱端紧定螺钉,限定浮动支撑在一固定方向活动;
20、所述斜向辅助支撑呈凹字形,中间设有槽口,槽口前后侧面设有螺孔、销孔和圆孔,槽底设有用于通过螺钉连接底板的通孔;
21、所述支撑块上设有与斜向辅助支撑对应的销孔,其一侧设有弧形凸起,用于定位叶片锯齿冠侧边,支撑块设置在斜向辅助支撑的槽口内,通过销轴与斜向辅助支撑连接;支撑块另一侧设有螺钉,通过支撑块与斜向辅助支撑的间隙,下压螺钉调整支撑块的适当位置;
22、圆环设置在斜向辅助支撑的圆孔内,用于对支撑块的限位;
23、所述压紧座中间设有凹槽口,凹槽口两侧设有销孔,凹槽口内设有螺孔;
24、所述压板一端设有销孔,另一端设有弧形压紧头,中间设有螺孔;
25、所述压板设置在凹槽口内,通过销轴将压板连接在压紧座上,且压板能够沿销轴转动;
26、所述定位座上端设有弧形凹槽,且弧形凹槽一侧设有安装圆孔,定位销通过安装圆孔设置在弧形凹槽内,用于叶片锯齿冠底侧的定位,通过压板上的弧形压紧头对应的压紧叶片锯齿冠,定位压紧后在通过螺钉将压板锁紧在压紧座上。
27、所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其优选方案为,所述榫齿定位卡齿和榫齿压紧位卡齿均根据叶片榫齿型面制作。
28、所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其优选方案为,所述浮动支撑设有两个,浮动支撑通过压缩弹簧调整位置与叶片锯齿冠接触,调整至合适位置后通过内六角圆柱头螺钉锁紧。
29、所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其优选方案为,所述齿形定位块的斜面根据锯齿冠加工摆放的角度来确定的,叶片榫齿与底板的角度为16°。
30、本实用新型的有益效果:本实用新型增加浮动支撑,能够自动调整支撑位置,保证在使用过程中避免操作者技能水平不一致造成加工不稳定的现象;增加斜向辅助支撑装置,保证装夹过程的一致性,同事也提高了加工尺寸的稳定性。
技术特征:
1.一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于:包括挡块、底板、垫块、定位支块、定位座、浮动支撑、压板、压紧支座、压紧座、支撑块、支座、翻转弹性夹头、工艺球、斜向辅助支撑和齿形定位块;
2.根据权利要求1所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于,所述垫块两侧设有安装边,前侧设有凸起块,其垫块的上端面设置呈斜面;
3.根据权利要求1所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于,所述定位座呈l形,上端设有弧形卡口,且弧形卡口一侧设有安装孔,定位销通过安装孔设置在弧形卡口内,用于叶冠侧面的定位;
4.根据权利要求2所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于,所述榫齿定位卡齿和榫齿压紧位卡齿均根据叶片榫齿型面制作。
5.根据权利要求1所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于,所述浮动支撑设有两个,浮动支撑通过压缩弹簧调整位置与叶片锯齿冠接触,调整至合适位置后通过内六角圆柱头螺钉锁紧。
6.根据权利要求2所述的一种加工低压涡轮工作叶片盆向锯齿冠的夹具,其特征在于,所述齿形定位块的斜面根据锯齿冠加工摆放的角度来确定的,叶片榫齿与底板的角度为16°。
技术总结
本技术属于叶片盆向锯齿冠加工夹具领域,具体涉及一种加工低压涡轮工作叶片盆向锯齿冠的夹具,包括叶片榫齿定位夹紧机构和叶片锯齿冠定位夹紧机构;叶片榫齿定位夹紧机构包括所述垫块、压紧支座、齿形定位块和翻转弹性夹头;垫块和压紧支座设置在底板的左侧;叶片锯齿冠定位夹紧机构包括所述定位座、定位支块、支座、斜向辅助支撑和压紧座,均设置在底板的右侧,通过;定内六角圆柱头螺钉固定在底板上;叶片榫齿定位夹紧机构与叶片锯齿冠定位夹紧机构之间的底板上设有工艺球,用于检查夹具尺寸。本技术增加斜向辅助支撑装置,保证装夹过程的一致性。增加浮动支撑装置,自动调整支撑位置,保证装夹过程的一致性。
技术研发人员:李占龙,杨超,王鑫,邢文
受保护的技术使用者:沈阳强航时代精密科技有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!