一种铸坯表面冷却装置的制作方法
本申请涉及冷却装置领域,具体而言,涉及一种铸坯表面冷却装置。
背景技术:
1、超宽薄板坯连铸机,由于铸坯宽度最宽达到3250mm,多数情况下生产2500-2800mm宽度,而其厚度仅仅150mm,宽厚比较大,在铸坯宽面中间部位机械应力易于集中,上表面尤甚,相比常规板坯其纵裂纹发生率极高。未解决纵裂纹,采取种种措施,但仍未能完全消除该缺陷,故此宽板坯纵裂纹的检查清理非常重要。刚生产出来的铸坯,温度在900℃以上,人员难以靠近,纵裂纹基本上观察不到。正常采取下线堆垛、冷却,装钢时检查坯料,发现纵裂纹进行拒装。缺陷坯拒装时打乱了生产计划,且缺陷坯料因等待清理而被迫脱合同计划,致使该坯料掉队、积压,造成生产组织的被动、成本的升高。
技术实现思路
1、本申请实施例的目的在于提供一种铸坯表面冷却装置,其能够解决铸坯无法快速检测的技术问题。
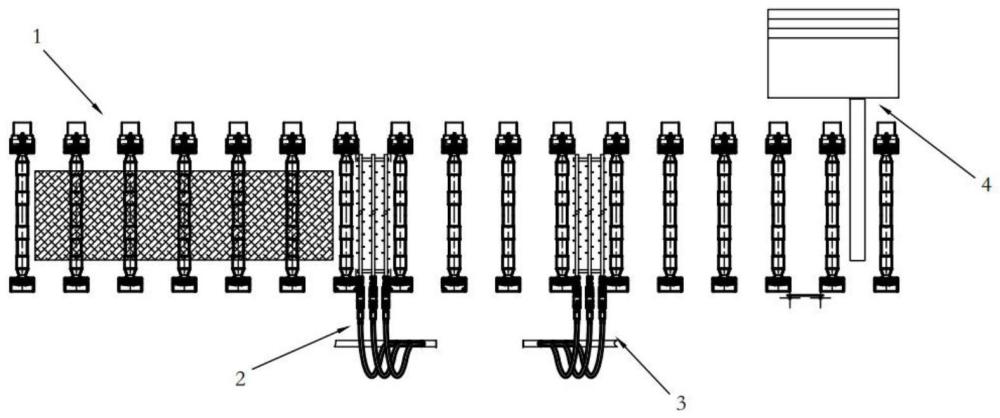
2、本申请实施例提供一种铸坯表面冷却装置,包括滚轴传送带、铸坯冷却组件、铸坯吹扫组件和检测组件,所述铸坯冷却组件包括喷淋软管、喷淋管和多个喷嘴,所述喷淋管安装于所述滚轴传送带上方,所述喷嘴均匀的分布于所述喷淋管上,所述喷淋软管与所述喷淋管连接,所述铸坯吹扫组件包括喷气软管、喷气管与多个喷气嘴,所述喷气管安装于所述滚轴传送带上方,所述喷气管均匀的分布于所述喷气管上,所述喷气软管与所述喷气管连接,所述铸坯冷却组件、所述铸坯吹扫组件、所述检测组件沿着所述滚轴传送带转动的方向依次设置,所述检测组件设置有检测摄像头。
3、作为优选,所述滚轴传送带包括多个转动轴,所述转动轴一侧设置有驱动电机。
4、作为优选,所述铸坯冷却组件、所述铸坯吹扫组件均还包括支撑架,所述喷淋管、所述喷气管均安装于所述支撑架上。
5、作为优选,所述喷淋软管、所述喷气软管一侧设置有对接母头,所述喷淋管、所述喷气管侧部设置有对接公头,所述对接母头与所述对接公头配合使用。
6、作为优选,所述转动轴上设置有多个环形凸起部,所述环形凸起部采用耐高温的材质制成。
7、作为优选,所述铸坯冷却组件、所述铸坯吹扫组件均可设置有多个。
8、本实用新型的有益效果:
9、本实用新型提供的一种铸坯表面冷却装置,包括滚轴传送带、铸坯冷却组件、铸坯吹扫组件和检测组件,所述铸坯冷却组件包括喷淋软管、喷淋管和多个喷嘴,所述喷淋管安装于所述滚轴传送带上方,所述喷嘴均匀的分布于所述喷淋管上,所述喷淋软管与所述喷淋管连接,所述铸坯吹扫组件包括喷气软管、喷气管与多个喷气嘴,所述喷气管安装于所述滚轴传送带上方,所述喷气管均匀的分布于所述喷气管上,所述喷气软管与所述喷气管连接,所述铸坯冷却组件、所述铸坯吹扫组件、所述检测组件沿着所述滚轴传送带转动的方向依次设置,所述检测组件设置有检测摄像头,本实用新型在使用时,喷淋软管外接水管,喷气软管外接鼓气泵,可通过喷嘴将冷却水喷淋至铸坯上,然后通过喷气嘴将铸坯吹走覆盖在表面的氧化铁皮,之后便于检查组件对于铸坯表面开裂情况进行检测,本实用新型不会造成检查工炙烤,可有效实现高温铸坯的安全检查。
技术特征:
1.一种铸坯表面冷却装置,其特征在于:包括滚轴传送带、铸坯冷却组件、铸坯吹扫组件和检测组件,所述铸坯冷却组件包括喷淋软管、喷淋管和多个喷嘴,所述喷淋管安装于所述滚轴传送带上方,所述喷嘴均匀的分布于所述喷淋管上,所述喷淋软管与所述喷淋管连接,所述铸坯吹扫组件包括喷气软管、喷气管与多个喷气嘴,所述喷气管安装于所述滚轴传送带上方,所述喷气管均匀的分布于所述喷气管上,所述喷气软管与所述喷气管连接,所述铸坯冷却组件、所述铸坯吹扫组件、所述检测组件沿着所述滚轴传送带转动的方向依次设置,所述检测组件设置有检测摄像头。
2.根据权利要求1所述的一种铸坯表面冷却装置,其特征在于:所述滚轴传送带包括多个转动轴,所述转动轴一侧设置有驱动电机。
3.根据权利要求1所述的一种铸坯表面冷却装置,其特征在于:所述铸坯冷却组件、所述铸坯吹扫组件均还包括支撑架,所述喷淋管、所述喷气管均安装于所述支撑架上。
4.根据权利要求1所述的一种铸坯表面冷却装置,其特征在于:所述喷淋软管、所述喷气软管一侧设置有对接母头,所述喷淋管、所述喷气管侧部设置有对接公头,所述对接母头与所述对接公头配合使用。
5.根据权利要求2所述的一种铸坯表面冷却装置,其特征在于:所述转动轴上设置有多个环形凸起部,所述环形凸起部采用耐高温的材质制成。
6.根据权利要求1所述的一种铸坯表面冷却装置,其特征在于:所述铸坯冷却组件、所述铸坯吹扫组件均可设置有多个。
技术总结
本申请提供一种铸坯表面冷却装置,涉及冷却装置领域,一种铸坯表面冷却装置,包括滚轴传送带、铸坯冷却组件、铸坯吹扫组件和检测组件,所述铸坯冷却组件包括喷淋软管、喷淋管和多个喷嘴,所述铸坯吹扫组件包括喷气软管、喷气管与多个喷气嘴,所述铸坯冷却组件、所述铸坯吹扫组件、所述检测组件沿着所述滚轴传送带转动的方向依次设置,所述检测组件设置有检测摄像头,本技术在使用时,喷淋软管外接水管,喷气软管外接鼓气泵,可通过喷嘴将冷却水喷淋至铸坯上,然后通过喷气嘴将铸坯吹走覆盖在表面的氧化铁皮,之后便于检查组件对于铸坯表面开裂情况进行检测,本技术不会造成检查工炙烤,可有效实现高温铸坯的安全检查。
技术研发人员:王向松,孙拓,李文丁,郭永谦,李志广,李洪燃,高新军,张胜伟,厚健龙,卞鸿涛,王巍岗,王飞日,邓宗厅,刘少伟,段大祎,窦永安
受保护的技术使用者:安阳钢铁股份有限公司
技术研发日:20230607
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!