一种球头座内球面研磨工装的制作方法
本技术涉及一种球头座内球面研磨工装,属于机械加工。
背景技术:
1、在机械制造业,特别是在航空航天及船舶等领域,各类球头座产品得到了广泛应用,主要使用在一些主体和部件间连接的位置,球头座具有一定的支撑、固定、连接作用等。在加工球头座内球面时,对内球面的表面粗糙度有较高要求。
2、公开号为cn112059559a的中国专利文献,公开了一种关节球座车铣复合加工及内球面研磨方法,研磨时,研磨球随电机进行绕轴线转动,手动摆动旋转关节球座零件,使关节球座零件与研磨球外球面之间产生相对运动,呈交叉网络轨迹,通过研磨介质在中间的摩擦实现去除零件内球面凸起位置,到达研磨的目标。实现机械辅助研磨代替纯手工研磨,提高了研磨效率和合格率,降低了研磨的难度和工作量。
3、采用该方法对内球面进行研磨时,须要操作人员使关节球座零件以垂直于锥形心轴的方向进行往复摆动,摆角在-20°~+20°之间,以实现交叉网络研磨轨迹,对操作人员技术水平要求高。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种球头座内球面研磨工装。
2、本实用新型通过以下技术方案得以实现:
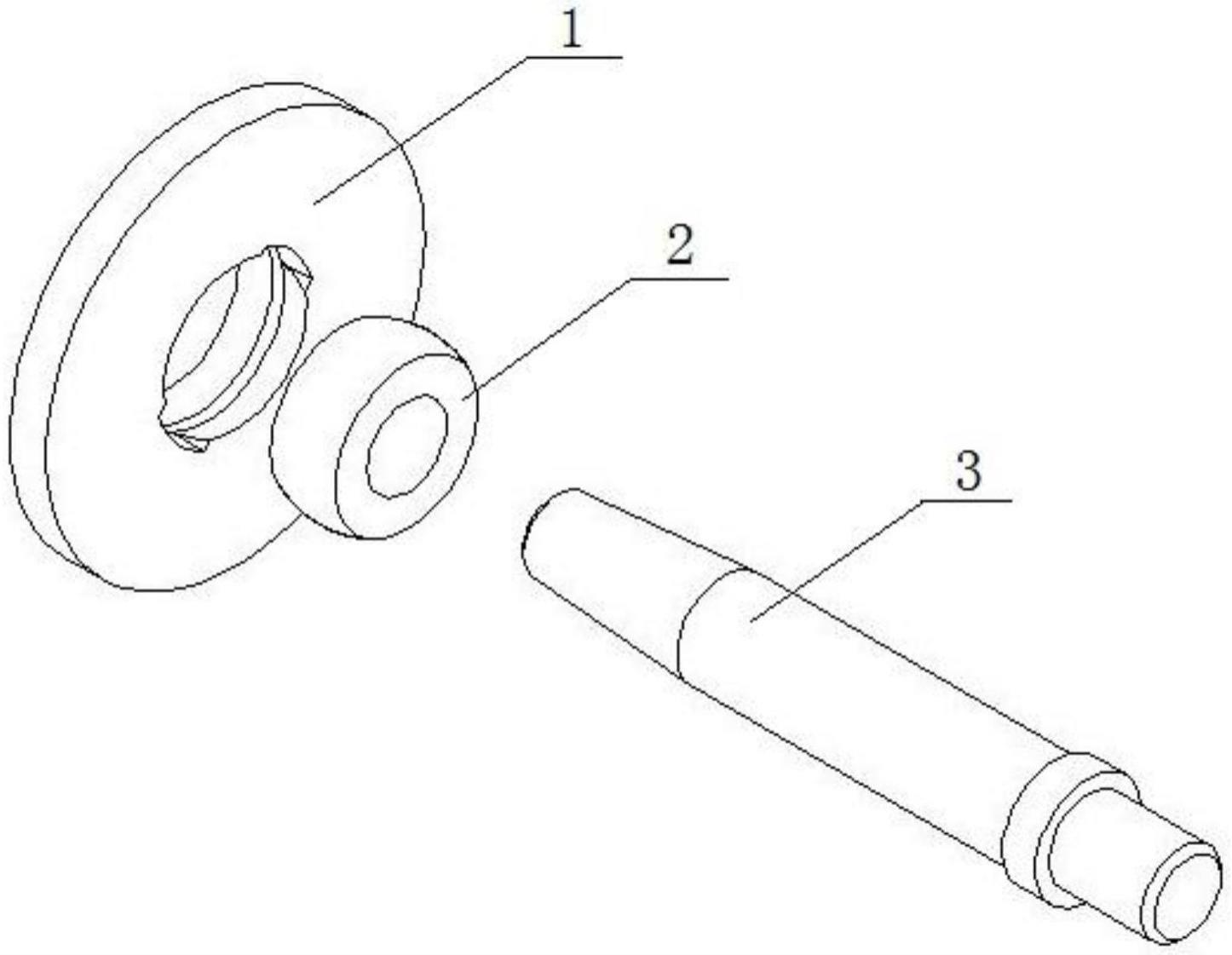
3、一种球头座内球面研磨工装,包括研磨杆和多个研磨球,多个所述研磨球上均设有通孔,且多个研磨球的外径不同,所述研磨杆的一端可以插入到研磨球的通孔中。
4、所述研磨杆包括同轴布置的装夹段、轴肩段、过渡段和配合段,过渡段的一端通过轴肩段与装夹段的一端连接,另一端与配合段的一端连接。
5、所述轴肩段的直径比装夹段的直径大。
6、所述配合段呈锥形,通孔也呈锥形,且通孔的形状和尺寸与配合段的形状和尺寸相匹配,配合段的大端与过渡段连接。
7、所述配合段的锥面的表面粗糙度不小于6.4μm。
8、所述配合段上远离过渡段的一端设有倒角。
9、所述研磨杆的一端装夹在钻床的主轴上。
10、所述研磨球上对称设有两个平面,且通孔同轴设在研磨球上。
11、本实用新型的有益效果在于:整个研磨过程主要通过钻床带动研磨杆和研磨球转动完成,研磨质量稳定,特别适合球头座批量加工,显著降低了球头座内球面研磨对操作人员的技术水平要求。
技术特征:
1.一种球头座内球面研磨工装,其特征在于:包括研磨杆(3)和多个研磨球(2),多个所述研磨球(2)上均设有通孔(20),且多个研磨球(2)的外径不同,所述研磨杆(3)的一端可以插入到研磨球(2)的通孔(20)中。
2.如权利要求1所述的球头座内球面研磨工装,其特征在于:所述研磨杆(3)包括同轴布置的装夹段(30)、轴肩段(31)、过渡段(32)和配合段(33),过渡段(32)的一端通过轴肩段(31)与装夹段(30)的一端连接,另一端与配合段(33)的一端连接。
3.如权利要求2所述的球头座内球面研磨工装,其特征在于:所述轴肩段(31)的直径比装夹段(30)的直径大。
4.如权利要求2所述的球头座内球面研磨工装,其特征在于:所述配合段(33)呈锥形,通孔(20)也呈锥形,且通孔(20)的形状和尺寸与配合段(33)的形状和尺寸相匹配;配合段(33)的大端与过渡段(32)连接。
5.如权利要求4所述的球头座内球面研磨工装,其特征在于:所述配合段(33)的锥面的表面粗糙度不小于6.4μm。
6.如权利要求2所述的球头座内球面研磨工装,其特征在于:所述配合段(33)上远离过渡段(32)的一端设有倒角(34)。
7.如权利要求1所述的球头座内球面研磨工装,其特征在于:所述研磨杆(3)的一端装夹在钻床的主轴上。
8.如权利要求1所述的球头座内球面研磨工装,其特征在于:所述研磨球(2)上对称设有两个平面(21),且通孔(20)同轴设在研磨球(2)上。
技术总结
本技术公开了一种球头座内球面研磨工装,属于机械加工技术领域。该工装包括研磨杆和多个研磨球,多个所述研磨球上均设有通孔,且多个研磨球的外径不同,所述研磨杆的一端可以插入到研磨球的通孔中。整个研磨过程主要通过钻床带动研磨杆和研磨球转动完成,研磨质量稳定,特别适合球头座批量加工,显著降低了球头座内球面研磨对操作人员的技术水平要求。
技术研发人员:莫加国,吴祖权,黄明忠,王雄,杨芬,陈洪斌
受保护的技术使用者:贵州航飞精密制造有限公司
技术研发日:20230614
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!