一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统的制作方法
本技术属于增材制造领域,具体涉及一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统。
背景技术:
1、在大型多金属构件机器人电弧增材中,多金属交织堆积界面由于两相金属物理、化学性能的差异性,导致成分偏析、应力分布复杂;随着增材尺寸增大,应力累积至超过一定阈值后易产生微裂纹缺陷,造成结构性破坏,严重影响构件的力学性能。
技术实现思路
1、为了解决现有技术中所存在的上述问题,本实用新型提供了一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统。
2、本实用新型要解决的技术问题通过以下技术方案实现:
3、一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统,包括:超声应力仪、励磁装置、磁光测量仪、工业机器人、工业计算机以及氧乙炔火焰加热枪;
4、其中,所述超声应力仪、所述励磁装置、所述磁光测量仪、所述工业机器人以及所述氧乙炔火焰加热枪均通过通讯线连接所述工业计算机。
5、在一个实施例中,所述工业机器人带动所述超声应力仪运动,所述工业计算机调用所述超声应力仪对增材构件表面进行应力检测。
6、在一个实施例中,所述工业机器人带动所述励磁装置移动,所述工业计算机调用所述励磁装置在增材构件表面的过应力位置处产生磁场。
7、在一个实施例中,所述工业机器人带动所述磁光测量仪移动,所述工业计算机在调用所述励磁装置在所述过应力位置处产生磁场的同时,调用所述磁光测量仪检测所述过应力位置处是否存在裂纹缺陷。
8、在一个实施例中,所述工业机器人带动所述氧乙炔火焰加热枪移动,所述工业计算机调用所述氧乙炔火焰加热枪对不存在裂纹缺陷的过应力位置进行过应力消除。
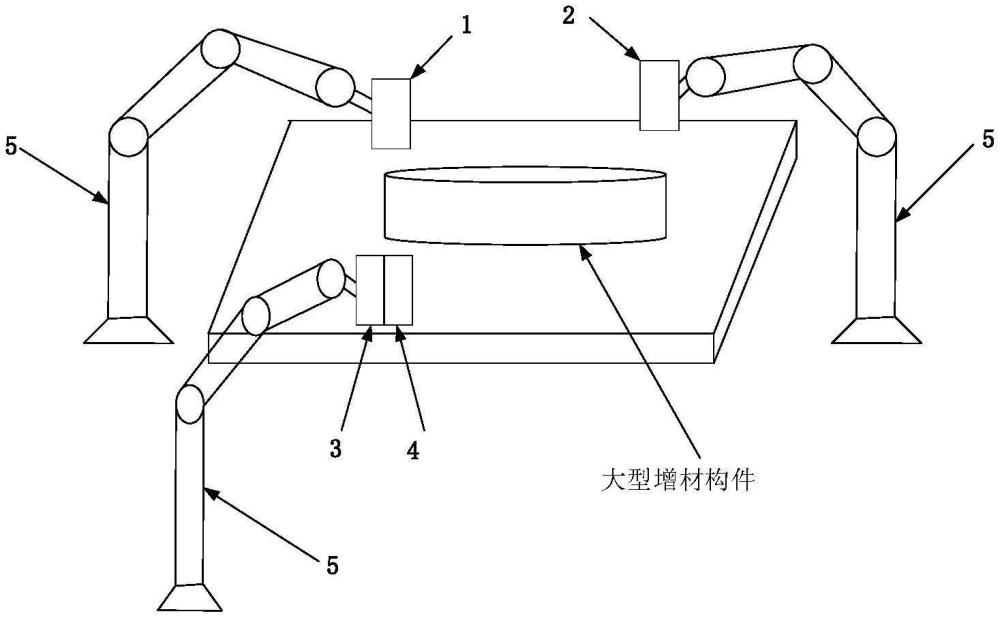
9、在一个实施例中,所述工业机器人包括第一机器人手臂、第二机器人手臂以及第三机器人手臂;其中,
10、所述超声应力仪安装于所述第一机器人手臂的前端,所述第一机器人手臂用于带动所述超声应力仪运动;
11、所述励磁装置和所述磁光测量仪均安装于所述第二机器人手臂的前端,所述第二机器人手臂用于带动所述励磁装置和所述磁光测量仪同时移动;
12、所述氧乙炔火焰加热枪安装于所述第三机器人手臂的前端,所述第三机器人手臂用于带动所述氧乙炔火焰加热枪移动。
13、在一个实施例中,所述超声应力仪,包括多通道超声应力仪。
14、在一个实施例中,所述磁光测量仪,包括matesy磁光测量仪。
15、在一个实施例中,所述励磁装置,包括:u型电磁铁和励磁电源。
16、本实用新型提供的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,包括超声应力仪、励磁装置、磁光测量仪、工业机器人、工业计算机以及氧乙炔火焰加热枪;其中,超声应力仪、励磁装置、磁光测量仪、工业机器人以及氧乙炔火焰加热枪均通过通讯线连接工业计算机。这样,可以利用超声应力仪运动对增材构件表面进行应力检测,利用励磁装置在增材构件表面的过应力位置处产生磁场,同时利用磁光测量仪检测过应力位置处是否存在裂纹缺陷,从而利用氧乙炔火焰加热枪对增材构件的裂纹缺陷进行修复。由此,本实用新型可以大大降低大型增材构件的应力累积并避免裂纹缺陷,提高大型增材构件的力学性能和产品质量。
17、以下将结合附图及对本实用新型做进一步详细说明。
技术特征:
1.一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,包括:超声应力仪、励磁装置、磁光测量仪、工业机器人、工业计算机以及氧乙炔火焰加热枪;
2.根据权利要求1所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述工业机器人带动所述超声应力仪运动,所述工业计算机调用所述超声应力仪对增材构件表面进行应力检测。
3.根据权利要求2所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述工业机器人带动所述励磁装置移动,所述工业计算机调用所述励磁装置在增材构件表面的过应力位置处产生磁场。
4.根据权利要求3所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述工业机器人带动所述磁光测量仪移动,所述工业计算机在调用所述励磁装置在所述过应力位置处产生磁场的同时,调用所述磁光测量仪检测所述过应力位置处是否存在裂纹缺陷。
5.根据权利要求4所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述工业机器人带动所述氧乙炔火焰加热枪移动,所述工业计算机调用所述氧乙炔火焰加热枪对不存在裂纹缺陷的过应力位置进行过应力消除。
6.根据权利要求1所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述超声应力仪,包括多通道超声应力仪。
7.根据权利要求1所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述磁光测量仪,包括matesy磁光测量仪。
8.根据权利要求1所述的声、磁协同感知的增材构件裂纹缺陷检测及修复系统,其特征在于,所述励磁装置,包括:u型电磁铁和励磁电源。
技术总结
本技术公开了一种声、磁协同感知的增材构件裂纹缺陷检测及修复系统,包括:超声应力仪、励磁装置、磁光测量仪、工业机器人、工业计算机以及氧乙炔火焰加热枪;其中,所述超声应力仪、所述励磁装置、所述磁光测量仪、所述工业机器人以及所述氧乙炔火焰加热枪均通过通讯线连接所述工业计算机。本技术降低了大型增材构件的应力累积并避免裂纹缺陷,提高了大型增材构件的力学性能和产品质量。
技术研发人员:黄勇,王克鸿,周琦,彭勇,朱敏凤,罗茜
受保护的技术使用者:江苏烁石焊接科技有限公司
技术研发日:20230808
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!