一种精密金属3D打印装置及打印方法与流程
【】本发明涉及3d打印设备,尤其是一种精密金属3d打印装置及打印方法。
背景技术
0、
背景技术:
1、3d打印技术是快速成型技术的一种,又称增材制造技术,是一种以计算机设计的数字模型文件为基础,以物件本身的材料,例如尼龙材料、石膏材料、金属材料、橡胶等材料为“墨水”,并以不同层构建部件。通常是利用熔融沉积式(简称fdm)、电子束自由成形制造(简称ebf)、分层实体制造(简称lom)等方法,将塑料、金属或陶瓷粉末等墨水材料通过逐层打印的方式来制造物品。
2、对于纯金属、合金等材料的3d打印,目前大多采用的是选择性激光烧结技术(简称sls)、激光工程化净成形技术(简称lens)和电子束选区熔化技术(简称ebsm)三种典型工艺。在这些工艺中均采用金属粉末作为打印墨水,并在气体中进行冷却成型。综合应用了计算机辅助设计/计算机辅助制造(cad/cam)技术、材料科学、精密机械控制等多方面的知识和技术的3d金属打印技术,相比传统的增材制造技术,金属的3d打印大大缩短了产品研制周期,加快了新产品的制造速度,降低了成本,在珠宝、工业设计、建筑、工程和施工(aec)、汽车、航空航天、牙科和医疗产业,以及其他领域都有广泛的应用前景。因此3d金属打印是当前金属制造技术的一个重要发展方向。
3、但是,由于常规金属材料如铜、铝等熔点极高,往往需要极高的烧结温度,因此打印过程耗能高,控制难度大;另外结构件在常规的空气冷却中效果较弱,结构件凝固成型时间过长,打印过程中采用激光加热金属粉,金属熔化大小形状控制困难,亟需改进。
4、另外,现如今3d金属打印技术通常的技术路线是整个成型过程中使用同一种材料,这样做的优势是成型方便;也有部分模式采用预处理先成型,后处理增加成型后模型的物理属性如高温烧结、二次固化等,这样能提升部分打印模型的物理属性,但是会影响初次成型后的模型尺寸,无法完成精细的金属结构成型。
5、为此,本发明即针对上述问题而研究提出。
技术实现思路
0、
技术实现要素:
1、本发明目的是克服了现有技术的不足,提供一种精密金属3d打印装置及打印方法,该采用先打印成型轮廓,之后将3d打印金属原料填充于轮廓形成的沟槽内以进行融化金属成型3d打印金属构件的方式,可以实现了多种不同金属、非金属材料的打印;另外轮廓采用精细化打印,3d打印金属构件采用填充方式充分熔化而实现快速化3d打印,具有可批量复制、金属致密,表面控制精度高,可控性好、稳定性高、打印效率高的特点,同时能够确保3d打印金属构件表面的精细化以及实现3d打印复合金属构件的高精度增材制造。
2、本发明是通过以下技术方案实现的:
3、一种精密金属3d打印装置,包括:
4、机架;
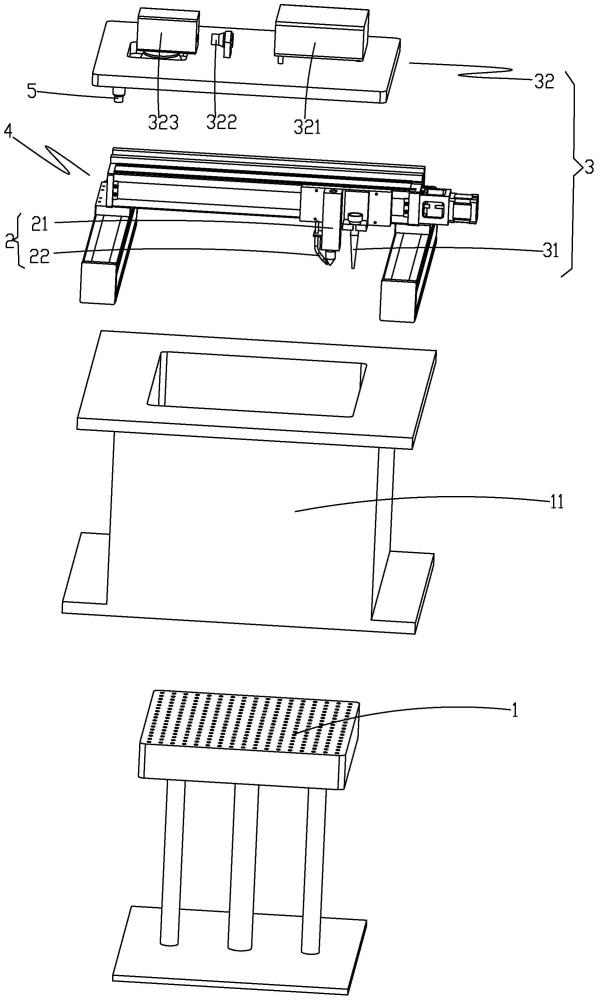
5、成型平台1,所述成型平台1可活动地设在机架上;
6、轮廓打印成型机构2,所述轮廓打印成型机构2包括用于依据3d打印金属构件100所需形状以在成型平台1上打印成型轮廓200的轮廓打印成型组件21以及用于对打印成型过程中的轮廓200材料进行加热处理的轮廓加热成型组件22,所述轮廓200沟槽围栏形状与将要打印的3d打印金属构件100形状相适配,轮廓200限制熔化3d打印金属原料在轮廓200沟槽内部流动;
7、金属构件打印成型机构3,所述金属构件打印成型机构3包括用于将3d打印金属原料输送至成型平台1上的轮廓200沟槽内的原料输送机构31以及用于对3d打印金属原料进行加热熔融的原料加热成型机构32;
8、平台驱动机构,所述平台驱动机构位于机架上以用于驱使成型平台1与轮廓打印成型机构2和金属构件打印成型机构3之间发生相对运动而完成轮廓200和金属构件100的打印。
9、如上所述一种精密金属3d打印装置,所述轮廓打印成型机构2和金属构件打印成型机构3位于成型平台1上方,所述平台驱动机构用于驱使成型平台1沿机架z轴方向运动并通过上升和下降配合完成轮廓200和3d打印金属构件100的打印;还包括用于驱使轮廓打印成型机构2和金属构件打印成型机构3沿机架x轴及y轴方向运动的轴向驱动机构4。
10、如上所述一种精密金属3d打印装置,所述原料加热成型机构32包括原料预加热组件;所述原料加热成型机构32还包括激光发射单元321、扩束镜322以及振镜323,所述激光发射单元321用于发出激光,所述扩束镜322位于激光发射单元321的发射端与振镜323之间以用于将激光发射单元321发出的激光光束直径变大后而聚焦于振镜323上,所述振镜323用于将光束直径变大后的激光光束绘制成光图像照射于成型平台1上以对相应3d打印金属原料进行烧结熔融。
11、如上所述一种精密金属3d打印装置,所述机架上设有成型仓11,所述成型平台1位于成型仓11内侧。
12、如上所述一种精密金属3d打印装置,还包括用于对打印成型过程中的轮廓200进行监测以控制轮廓打印成型组件21实时修正轮廓200打印位置的打印检测机构5。
13、如上所述一种精密金属3d打印装置,所述打印检测机构5为ccd相机。
14、本发明还提供一种精密金属3d打印方法,所述打印方法采用如上所述一种精密金属3d打印装置,包括如下步骤:
15、s1、通过平台驱动机构驱使成型平台1与轮廓打印成型机构2和金属构件打印成型机构3之间发生相对运动,使得成型平台1与轮廓打印成型机构2和金属构件打印成型机构3之间具有一2d固化层的层厚间距;
16、s2、打印成型轮廓200的2d固化层,轮廓打印成型组件21依据3d打印金属构件100所需形状以在成型平台1上打印成型轮廓200的2d固化层,并通过轮廓加热成型组件22对打印成型过程中的轮廓200的2d固化层进行加热固化;
17、s3、打印成型3d打印金属构件100的2d固化层,原料加热成型机构32对原料输送机构31中的3d打印金属原料进行加热熔融,接着原料输送机构31将加热熔融后的3d打印金属原料输送至成型平台1上的轮廓200沟槽内,冷却后得到3d打印金属构件100的2d固化层;
18、或者原料输送机构31将3d打印金属原料输送至成型平台1上的轮廓200沟槽内,并通过原料加热成型机构32对轮廓200沟槽内的3d打印金属原料进行加热熔融,冷却后得到3d打印金属构件100的2d固化层;
19、s4、重复上述s1~s3的步骤,直至轮廓200和3d打印金属构件100打印成型完毕。
20、如上所述一种精密金属3d打印方法,所述s3中,所述3d打印金属原料为锌,通过原料加热成型机构32对原料输送机构31中的锌进行加热熔融,且加热温度为450~480℃,接着通过原料输送机构31将加热熔融后的锌输送至成型平台1上的轮廓200沟槽内,冷却后得到3d打印金属构件100的2d固化层。
21、如上所述一种精密金属3d打印方法,所述s3中,所述3d打印金属原料为金属粉末,通过原料输送机构31将金属粉末铺设于成型平台1上的轮廓构件200沟槽内,接着通过原料加热成型机构32对轮廓200沟槽内的金属粉末进行加热熔融,冷却后得到3d打印金属构件100的2d固化层。
22、如上所述一种精密金属3d打印方法,所述原料加热成型机构32包括原料预加热组件;所述原料加热成型机构32还包括激光发射单元321、扩束镜322以及振镜323,所述激光发射单元321用于发出激光,所述扩束镜322位于激光发射单元321的发射端与振镜323之间以用于将激光发射单元321发出的激光光束直径变大后而聚焦于振镜323上,所述振镜323用于将光束直径变大后的激光光束绘制成光图像照射于成型平台1上;所述s3中,所述3d打印金属原料为金属粉末,通过原料输送机构31将金属粉末铺设于成型平台1上的轮廓200沟槽内,接着先通过原料预加热组件对轮廓200沟槽内的金属粉末进行预加热后,之后再通过激光发射单元321、扩束镜322以及振镜323相互配合以对预加热后的金属粉末进行加热熔融,冷却后得到3d打印金属构件100的2d固化层。
23、与现有技术相比较,本发明具有如下优点:
24、1、本发明采用通过轮廓打印成型组件先打印成型轮廓,之后通过原料输送机构将3d打印金属原料填充于轮廓沟槽内,最后通过原料加热成型机构对3d打印金属原料进行加热熔融,冷却得到3d打印金属构件的打印成型方式,实现了多种不同材料的打印;另外轮廓采用精细化打印,3d打印金属构件采用填充方式而实现快速化打印,具有加工过程简单、可批量复制、可控性好、稳定性高、打印效率高的特点,同时能够确保3d打印金属构件表面的精细化以及实现3d打印复合金属构件的高精度增材制造。
25、2、本发明中机架上设有成型仓,所述成型平台位于成型仓内侧,能够对成型平台上的轮廓起到一定约束作用,防止轮廓坍塌,同时也对成型平台上的轮廓和3d打印金属构件起到一定保温作用,提高打印成型效率。
26、3、本发明通过原料预加热组件先对金属粉末进行预加热处理,接着再通过激光发射单元、扩束镜以及振镜相互配合以对预加热后的金属粉末进行加热熔融,能够提高加热效率,从而提高打印效率;另外通过激光发射单元、扩束镜以及振镜相互配合,能够对打印区域实现准确加热及打印。
27、4、本发明打印方法,由于该采用上述一种精密金属3d打印装置,为此具有加工过程简单、可批量复制、可控性好、稳定性高、打印效率高的特点,同时能够确保3d打印金属构件表面的精细化以及实现3d打印复合金属构件的高精度增材制造。
- 还没有人留言评论。精彩留言会获得点赞!