一种用于不锈钢酸洗自动加排酸的工艺控制方法与流程
本发明涉及不锈钢连续酸洗,尤其涉及一种用于不锈钢酸洗自动加排酸的工艺控制方法。
背景技术:
1、黑卷轧制退火酸洗机组(简称hrapl)主要生产规格为(1.3~6.0)mm*(720~1300)mm的2e、no.1产品,如200系奥氏体不锈钢、300系奥氏体不锈钢、400系马氏体不锈钢、以及铁素体不锈钢,并在不断研发市场需求新产品。传统该机组在正常酸洗不锈钢时,酸洗段酸液的加酸量和排酸量主要依靠人工手动设置,通过人工手动设置一定加酸量和排酸量,定时进行加酸和排放,当生产规格发生较大变化时,对人员操作要求高,如未及时手动修改设定值,消耗量和排放量无法及时调整,不仅会造成酸耗成本损失,还会造成酸液加酸量和排酸量不符合生产实际需求,导致酸洗不锈钢酸耗变高,成品表面酸洗质量不稳定,进而造成质量损失。
2、为此,提出在二级(l2)电脑系统上搭建控制模型,生产时由一级(l1)电脑系统通过接口传输信息给二级(l2)电脑系统,由二级(l2)电脑系统根据目前生产钢种匹配相应设定系数,并经过二级(l2)电脑系统内的控制模型运行计算后,将计算值通过对应接口传输给一级(l1)电脑系统进行控制。该方法虽能实现不同钢种、不同生产速度下自动调节加酸量和排酸量,但需搭接二级(l2)电脑系统,二级(l2)电脑系统的数据库内需设计复杂的模型分组表,建立专门控制模型参数维护相关通道,增加二级(l2)电脑系统对生产跟踪信息,获取处理模块和加酸模块关联,且还要与一级(l1)电脑系统实现对应接口,而搭建二级(l2)电脑系统、增设接口模块所需成本高,搭接控制模型和数据接口及维护通道复杂,在生产现场无二级(l2)电脑系统时,完全无法运用该方式进行控制,也就是说,该方法的应用局限性大。
技术实现思路
1、本发明的目的在于提供一种用于不锈钢酸洗自动加排酸的工艺控制方法。
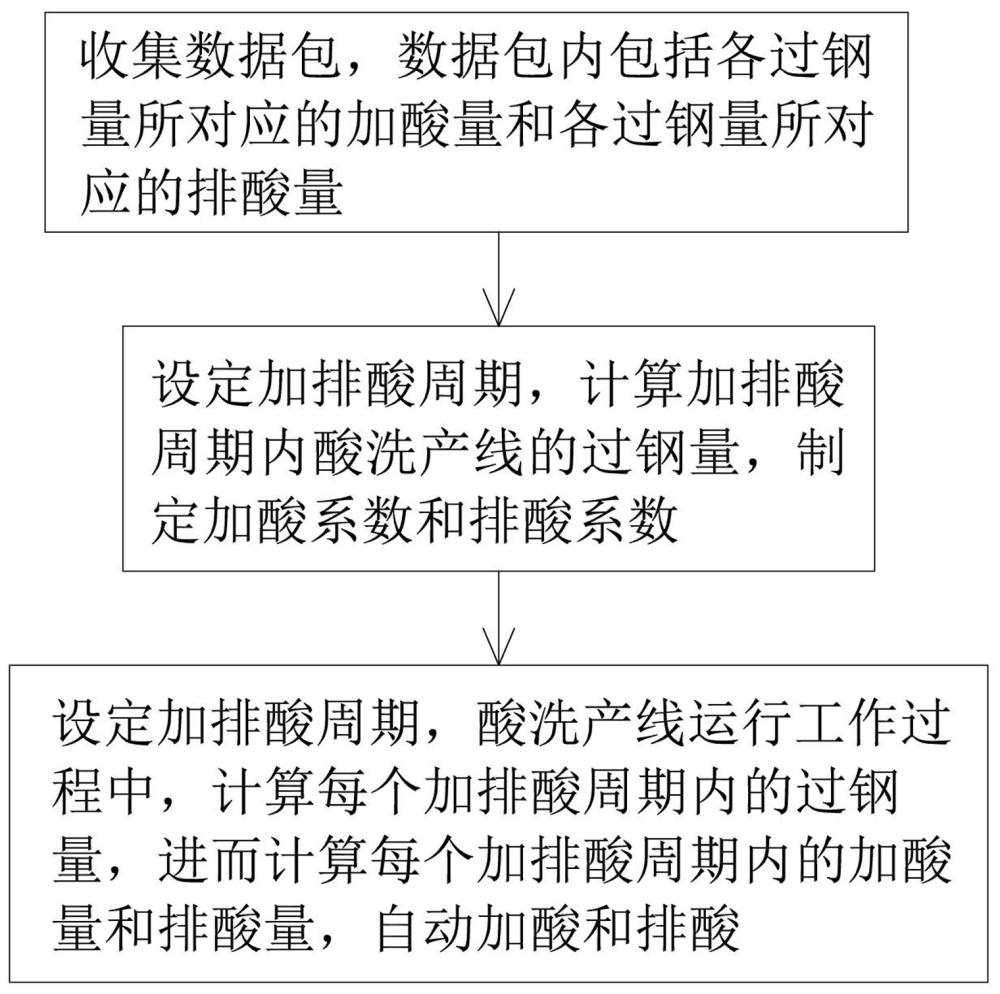
2、实现本发明目的的技术方案是:一种用于不锈钢酸洗自动加排酸的工艺控制方法,包括以下步骤:
3、s1. 收集数据形成数据包,所述数据包内包括各过钢量所对应的加酸量和各过钢量所对应的排酸量;
4、s2. 制定加酸系数和排酸系数;具体制定步骤包括:
5、s2.1. 设定加排酸周期为t,所述加排酸周期为加排酸间隔时间,加排酸间隔时间为间隔时间相同的加酸间隔时间或排酸间隔时间的统称;检测酸洗产线上带钢的运行速度为v,带钢宽度为d,按以下公式计算加排酸周期t内酸洗产线的过钢量:s=v*d*t*2,其中,s为加排酸周期t内酸洗产线的过钢量;
6、s2.2. 调取步骤s1中收集的数据包,并按下列公式制定加酸系数和排酸系数:k1=n1/s,k2= n2/s,其中,k1为加酸系数,n1为数据包内过钢量为s时所对应的加酸量,k2为排酸系数,n2为数据包内过钢量为s时所对应的排酸量;
7、s3. 设定加排酸周期为tx,酸洗产线运行工作;酸洗产线运行工作过程中,重复加排酸周期tx内的加酸量和排酸量的计算步骤,逐一计算每个加排酸周期tx内的加酸量和排酸量,且在计算出每个加排酸周期tx内的加酸量和排酸量后,于每个加排酸周期tx内进行相应的加酸和排酸,其中,每个加排酸周期tx内的加酸量和排酸量的计算步骤包括:
8、s3.1. 检测酸洗产线上带钢的运行速度为vx,带钢宽度为dx,按以下公式计算测量加排酸周期tx内的过钢量:sx=vx*dx*tx*2,其中,sx为加排酸周期tx内的过钢量;
9、s3.2. 按下列公式计算加排酸周期tx内的加酸量和排酸量:ns= k1*sx,np= k2*sx,其中,ns为加排酸周期tx内的加酸量,np为加排酸周期tx内的排酸量。
10、进一步地,带钢由多个单元焊接而成,相邻两单元的焊接处形成有焊缝,在每道焊缝处开设检测孔,酸洗产线入口处安装有对所述检测孔进行感应的焊缝检测仪。酸洗产线上带钢运行过程中,所述焊缝检测仪实时对带钢上焊缝处的所述测孔进行感应,通过对带钢上焊缝处的所述测孔的感应,来实时检测带钢的运行速度;检测的带钢的运行速度用以校验酸洗产线上带钢的运行速度,避免因酸洗产线上带钢的运行速度与实际不符,而导致过钢量的计算错误,进行导致加酸量、排酸量的计算错误。
11、进一步地,步骤s3中,计算出每个加排酸周期tx内的加酸量和排酸量后,于每个加排酸周期tx内进行相应的加酸和排酸,每个加排酸周期tx内最终的实际加酸量为nsi,每个加排酸周期tx内最终的实际加酸量为npj,其中,nsi= ns±ni,npj= np±nj,ni为人工加酸修正值,nj为人工排酸修正值。正常情况下,ni和nj可均为零,nsi= ns,npj= np,即可直接将计算出每个加排酸周期tx内的加酸量作为实际加酸量进行加酸,将每个加排酸周期tx内的排酸量作为实际排酸量进行排酸,在计算的加酸量和排酸量无法满足质量要求的异常情况下,在控制界面上增加输入框后,可通过通过输入人工修正值,来修正最终的实际加酸量和实际排酸量,以便可使生产满足质量要求。该设置灵活性高,在加酸和排酸异常时,可方便人为及时干预,保证生产质量。
12、进一步地,所述用于不锈钢酸洗自动加排酸的工艺控制方法采用plc编程软件编程实现。运用简单plc编程软件,建立计算模块,取消过多的通讯传输,可有效避免应用二级(l2)电脑系统需搭接控制模型以及生产跟踪信息获取处理模块的问题,将酸洗模块关联条件以及相关信息在一级(l1)电脑系统上直接进行计算并传输控制,其可使让实现所述用于不锈钢酸洗自动加排酸的工艺控制方法的系统更为简单,操作更为便捷,应用范围可更广,不受系统等级限制。
13、本发明用于不锈钢酸洗自动加排酸的工艺控制方法,以过钢量为变量,加酸量或排酸量作为因变量,在计算出表征过钢量与加酸量的比例关系的加酸系数、和表征过钢量与排酸量的比例关系的排酸系数后,于酸洗产线运行工作中,通过实时计算每个加排酸周期内的过钢量,并进一步计算过钢量与加酸系数和排酸系数乘积,即可得到每个加排酸周期的加酸量和排酸量,实现酸洗产线的自动加酸和排酸。
14、本发明用于不锈钢酸洗自动加排酸的工艺控制方法,以过钢量为变量加酸情况下,过钢量与加酸量或排酸量的对应关系,为输送了多少钢量,即加多少的酸或排多少的酸,这一对应关系的准确性为计算的准确性的基石,为加酸量和排酸量计算的准确性提供了可靠的保障,使得最终酸洗产线上具有高准确性的加酸和排酸,大大保证了酸洗产线的酸洗质量。
15、本发明用于不锈钢酸洗自动加排酸的工艺控制方法,在得到加酸系数和排酸系数后,酸洗产线上整个生产过程中,只需依生产时序重复计算每个加排酸周期内的过钢量,进而得到每个加排酸周期的加酸量和排酸量,即可实现酸洗产线每个加排酸周期内的自动加酸和排酸,整个计算过程简单,简易的编程程序即可实现,工作时针对每个加排酸周期重复运行该程序循环计算即可,其无需搭建复杂的控制模块,更不用与二级(l2)电脑系统之间通讯、传递转化、再下发的控制过程,使用现场一级(l1)电脑系统即可简单快捷完成控制,避免多级电脑复杂参数互传,减少设备投资与程序复杂计算;且使用一级(l1)电脑系统即可完成的计算控制,受设备的局限性小,大大拓宽了使用的便利性。
16、本发明提供了一种搭建在一级(l1)电脑系统即可实现控制的自动加排酸的工艺控制方法,根据设定时间内带钢运行的过钢量,通过预设钢种加酸系数和排酸系数,按照特殊的计算公式在电脑程序中计算得出单次设定时间所需要的加酸量和排酸量,即可实现单次设定时间内的自动加酸和排酸,其有效降低操作人员操作要求,精细化控制加排酸,降低产线酸耗,提高成品表面酸洗质量稳定。
- 还没有人留言评论。精彩留言会获得点赞!