一种铝合金铸造设备及其铸造工艺
本发明属于铝合金铸造,尤其涉及一种铝合金铸造设备及其铸造工艺。
背景技术:
1、铝合金是指在金属铝中添加一定量其他金属合成的一种轻金属材料。在加工方面,铝合金可以通过冲压、机械加工、精密铸造、粉末冶金和注塑成型等多种方法进行加工,以满足不同领域对铝合金产品的需求。铝合金因其轻质、强度高、导热性好、耐腐蚀、可塑性好等特点,在各个领域都有着广泛的应用。
2、铝合金铸造设备是用于将熔融的铝合金注入模具中,通过冷却和凝固过程得到所需铝合金零件或产品的设备。现有的设备不利于成型制品的脱模,且在成型时缺少巧妙且合理的辅助提升成型质量和效率的结构,影响整体铸造的质量和效率。因此,针对以上现状,迫切需要开发一种铝合金铸造设备及其铸造工艺,以克服当前实际应用中的不足。
技术实现思路
1、本发明的目的在于提供一种铝合金铸造设备及其铸造工艺,旨在解决上述背景技术中提到的问题。
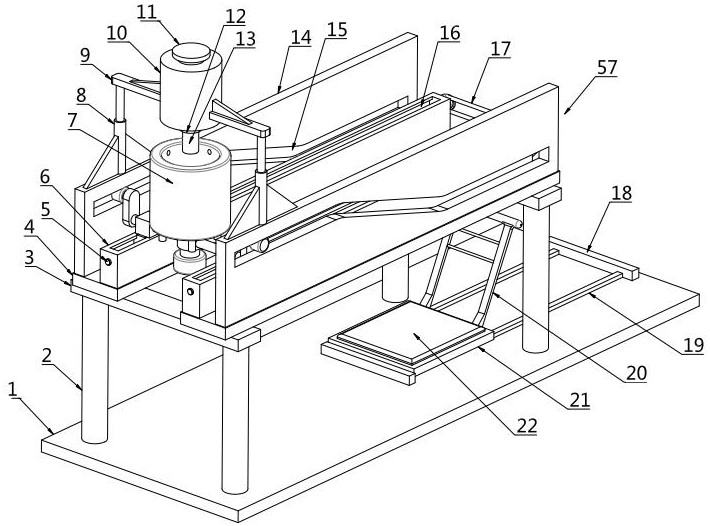
2、本发明是这样实现的,一种铝合金铸造设备,包括可升降供料组件、设备支座和立柱,所述立柱固定于设备支座上,还包括:
3、模具筒,所述模具筒的内侧开设有上开口的模具槽,模具槽的外侧于模具筒内还开设有空腔,模具槽的开口端还周向分布开设有多个与空腔连通的斜气孔;所述模具筒的底部固定有支管,支管的下端安装有风机;
4、移动翻转组件,所述移动翻转组件安装于立柱上,可升降供料组件安装于移动翻转组件上,移动翻转组件还与模具筒连接,所述移动翻转组件用于驱动所述模具筒水平移动,并且在驱动所述模具筒水平移动的同时对其进行180°翻转;
5、主气管和支气管,所述支管的上端转动安装有主气管,主气管的外侧周向分布安装有多根支气管,支气管位于空腔的底部,多根所述支气管的外端一侧顺次安装有吹气头,所述支管内腔依次通过主气管、支气管和吹气头与空腔连通,所述支气管的外端还固定有拨球;
6、锁定控制组件,所述支管内安装有用于对主气管进行制动的锁定控制组件;
7、敲击均质组件,所述空腔底部周向分布安装有多组能够与拨球相配合的敲击均质组件;当所述风机启动工作且锁定控制组件解除对所述主气管的制动状态时,吹气头排出的气流推动所述主气管、支气管、吹气头和拨球构成的整体旋转,从而使得所述拨球驱动敲击均质组件对所述模具槽底部的模具筒进行敲击,且所述空腔内的气体通过斜气孔排出。
8、进一步的技术方案,所述斜气孔为靠近模具槽的一端向远离模具槽的开口端倾斜设置;所述空腔内还固定有若干支杆。
9、进一步的技术方案,所述锁定控制组件包括制动环一、制动环二、缸支座和伸缩缸三,所述支管的内腔中于主气管上固定有制动环一,所述制动环一的下侧设有能够与其抵接制动的制动环二,制动环二还与支管的内腔滑动连接,制动环二的下侧固定有伸缩缸三,伸缩缸三的缸体通过缸支座与支管的内腔腔壁固定连接。
10、进一步的技术方案,所述敲击均质组件包括套筒、弹性伸缩杆、敲击头二和l形架,所述l形架固定于空腔底部,l形架的水平部端部固定有套筒,套筒上滑动设有能够与拨球相配合的弹性伸缩杆,弹性伸缩杆的上端固定有敲击头二;所述弹性伸缩杆的下端倒圆角;所述敲击头二采用球形结构;所述套筒上侧的弹性伸缩杆上还固定有限位帽,限位帽通过弹力绳与套筒连接。
11、进一步的技术方案,该铝合金铸造设备,还包括脱模组件,所述脱模组件包括伸缩缸二和敲击头一,所述模具筒的底部周向分布固定有多个伸缩缸二,伸缩缸二的输出端于空腔内固定有敲击头一,敲击头一采用半球形结构。
12、进一步的技术方案,所述移动翻转组件包括端部托板、安装板、丝杆、导座、侧板、传动带、主支轴、轴承座、摆杆、副支轴、转筒、滑块、带轮一、电机支座、电机、带轮二和固定套,所述设备支座的上方设置两根安装板,两根所述安装板的下侧两端固定有端部托板,端部托板固定于立柱的上端;两根所述安装板上分别固定有一个导座,两个所述导座相远离的一侧于安装板上还固定有侧板,侧板上开设有通槽,所述导座上开设有导槽,导槽内滑动设有滑块,滑块的上侧固定有轴承座,轴承座内转动安装有主支轴,所述主支轴的内端与固定套固定连接,固定套固定于支管上,所述主支轴的外端固定有摆杆,摆杆远离主支轴的一端固定有副支轴,副支轴上转动安装有与通槽相配合的转筒;所述导座内转动设有一根丝杆,丝杆与滑块螺纹连接,其中一根所述丝杆的端部传动连接有电机,电机还通过电机支座与导座固定连接,两根所述丝杆上分别固定有带轮一和带轮二,带轮一和带轮二之间通过传动带连接,当所述电机驱动两根丝杆旋转时,两个所述滑块同向且同步移动。
13、进一步的技术方案,所述通槽包括依次连接的横槽一、斜槽和横槽二,当所述模具筒处于横槽一所在的区域时,所述模具筒竖直向上;当所述模具筒处于横槽二所在的区域时,所述模具筒竖直向下;所述主支轴的轴线位于横槽一和横槽二之间中间的水平面上。
14、进一步的技术方案,所述可升降供料组件包括伸缩缸一、固定板、料筒、加料口、电磁阀和料管,所述料筒位于横槽一所处区域的上方,料筒的顶部设有加料口,料筒的底部设有料管,料管上安装有电磁阀;所述料筒的两侧分别固定有一个固定板,固定板的下侧固定有伸缩缸一,两个伸缩缸一的下端对应与两个侧板的顶部固定连接。
15、进一步的技术方案,该铝合金铸造设备,还包括转移组件,所述转移组件包括限位板、滑轨、推杆、滑板和弹性垫,与所述横槽二所处区域对应的设备支座上固定有两根滑轨,两根所述滑轨的端部于设备支座上分别固定有限位板,两根所述滑轨上还滑动设有滑板,滑板的顶部设有弹性垫,滑板的一侧固定有推杆。
16、本发明的另一目的在于,一种铝合金铸造设备的铸造工艺,包括以下步骤:
17、步骤一、通过控制伸缩缸一,调节料筒至适当位置,随后开启电磁阀,将铝液注入到模具筒中;
18、步骤二、伸缩缸三驱动制动环二与制动环一分离,解除对主气管的制动;同时,风机启动,吹气头排出的气流推动主气管、支气管、吹气头和拨球构成的整体旋转,在这一过程中,拨球驱动敲击均质组件的敲击头二对模具筒底部进行敲击,同时空腔内的气体通过斜气孔排出;
19、步骤三、铝液固化成型后,电机启动,驱动两根丝杆同步旋转,两个滑块在丝杆的驱动下同向且同步移动,通过通槽和转筒的配合,模具筒完成180°的翻转;
20、步骤四、通过控制伸缩缸二的往复伸缩,敲击头一对模具筒底部进行敲击,辅助脱模,成型制品则落在弹性垫上进行承接;最后,通过移动滑板,将制品转移至指定位置,完成整个操作流程。
21、本发明提供的一种铝合金铸造设备,具有以下有益效果:
22、工作时,通过移动翻转组件,模具筒被精确地对准至可升降供料组件上方,并调整至竖直向上状态,随后铝液被顺利注入模具槽内。紧接着,风机启动,同时锁定控制组件释放对主气管的制动,吹气头排出的气流推动整体结构(包括主气管、支气管、吹气头和拨球)开始旋转。在这一过程中,拨球驱动敲击均质组件对模具筒底部进行敲击,使铝液在模具槽内更加均匀紧实。同时,空腔内的气体通过斜气孔排出,既帮助铝液排出气泡,又通过排气实现降温,从而加速铝液的固化成型。
23、铝液成型后,移动翻转组件再次启动,驱动模具筒进行水平移动,并在移动过程中完成180°的翻转,使模具筒从竖直向上变为竖直向下状态,便于后续的脱模操作。脱模完成后,整个装置复位,准备进行下一次的铝液注入操作。整个流程设计得既高效又便捷,大大提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!