一种新型输送系统的制作方法
1.本发明涉及玻璃配合料输送技术领域,尤其涉及一种新型输送系统。
背景技术:
2.在建材、冶金、陶瓷、化工等行业工厂的原料系统中,各种原料由电子秤准确称量后通过溜子或称量带式输送机送入混合机进行强制混合,混合后的配合料再通过带式输送机倒运至窑头料仓。由于带式输送机自身设备原因,在输送物料的过程中做不到全程密封输送。在输送倒运过程中或多或少会造成物料损失和外界杂质的摄入,这些都会对配合料的均匀度和配合料的氧化物组成带来不利的影响,进而会影响后端成品玻璃的质量。带式输送机由于设备自身密封不严,造成输送过程中粉尘飞扬、环境污染,严重危害车间工人的身体健康;漏出的物料需要定期打扫、清理,增加操作工人的日常工作量。
技术实现要素:
3.本发明的目的是针对现有技术中的不足,提供一种新型输送系统,该输送系统使得在输送过程中配合料污染更小,损耗更少,操作工人日常工作量更少,且满足日益严峻的环保要求。
4.为实现上述目的,本发明采取的技术方案是:
5.本发明第一方面提供一种新型输送系统,包括电子秤系统,所述电子秤系统的下方连接有第一集料斗,所述第一集料斗的下方通过料罐对接升降装置连接有单元料罐,所述单元料罐通过转运装置转移至混合机上方,所述单元料罐内的物料通过液压升降卸料站卸入所述混合机内,所述混合机下方通过输送设备连接窑头料仓,所述窑头料仓中的物料通过投料机送入熔窑中。
6.本发明第二方面提供一种新型输送系统,包括电子秤系统,所述电子秤系统的下方连接有第一集料斗,所述第一集料斗的下方连接混合机,所述混合机通过料罐对接升降装置连接有单元料罐,所述单元料罐通过转运装置转移至液压升降卸料站上方,所述单元料罐内的物料通过液压升降卸料站卸入窑头料仓,所述窑头料仓中的物料通过投料机送入熔窑中。
7.优选地,所述电子秤系统由若干台电子秤组成。
8.优选地,所述电子秤的秤斗采用钢板或无镍不锈钢板制成,其内衬采用高分子聚乙烯板制成。
9.优选地,所述第一集料斗采用钢板或无镍不锈钢板或碳钢板制成,其内衬采用高分子聚乙烯板制成。
10.优选地,所述第一集料斗顶部设置有第一除尘器,底部设置有蝴蝶阀。
11.优选地,所述料罐对接升降装置采用气动、电动或电液动驱动方式,其包括第二除尘器和定位检测器。
12.优选地,所述单元料罐采用钢板或无镍不锈钢板或碳钢板制成,其内衬采用高分
子聚乙烯板制成;所述单元料罐上部为圆柱体结构,且上部设置有顶盖;下部为圆锥体结构,且下部设置有排料口:
13.当装料时,受物料重力作用,所述排料口内锥体受压自动关闭;
14.当卸料时,所述下部受外力顶起,所述单元料罐内的物料排出。
15.优选地,所述转运装置包括转运车、升降机以及吊钩,所述转运车采用叉车、电动葫芦、行车、电动平板车、agv小车或rgv小车。
16.优选地,所述液压升降卸料站包括液压齿轮泵、升降器、顶升器、第二集料斗、气锤、第三除尘器;所述窑头料仓内设置有第二称重传感器。
17.本发明采用以上技术方案,与现有技术相比,具有如下技术效果:
18.本发明的输送系统能够克服现有玻璃配合料输送过程繁琐、输送过程中容易被设备或外部环境污染、输送漏料等难题,提供全密闭、输送沿程无污染且无漏料、自动化程度高的输送方式。
附图说明
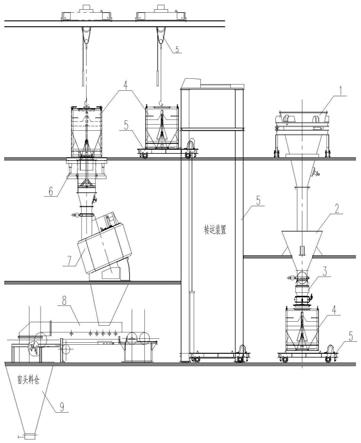
19.图1为本发明中新型输送系统的示意图;
20.其中的各附图标记为:
[0021]1‑
电子秤系统;2
‑
第一集料斗;3
‑
料罐对接升降装置;4
‑
单元料罐;5
‑
转运装置;6
‑
液压升降卸料站;7
‑
混合机;8
‑
输送设备;9
‑
窑头料仓。
具体实施方式
[0022]
下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
[0023]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0024]
实施例1
[0025]
如图1所示,本发明提供一种新型输送系统,包括电子秤系统1,电子秤系统1的下方连接有第一集料斗2,第一集料斗2的下方通过料罐对接升降装置3连接有单元料罐4,单元料罐4通过转运装置5转移至混合机7上方,单元料罐4内的物料通过液压升降卸料站6卸入混合机7内,混合机7下方通过输送设备8连接窑头料仓9,窑头料仓9中的物料通过投料机送入熔窑中。
[0026]
值得说明的是,电子秤系统1、混合机7和窑头料仓9可以在一个车间,也可以布置在多个车间,各个车间之间可以通过料罐agv或rgv系统自动输送转运,也可通过人工控制电动平板车、叉车、行车、电动葫芦等设备半自动转运单元料罐4。根据生产线配置的高低,合理选择转运方式。
[0027]
其中,电子秤系统1由若干台电子秤组成,电子秤包括电子秤进料给料装置、第一称重传感器、秤斗、电子秤排料给料装置、秤架,电子秤的秤斗采用钢板或无镍不锈钢板制成,其内衬采用高分子聚乙烯板制成。电子秤系统1为静态称量,采用增量秤或减量秤对各种原料进行准确称量。
[0028]
其中,第一集料斗2采用钢板或无镍不锈钢板或碳钢板制成,其内衬采用高分子聚乙烯板制成,根据配合料纯度、质量的要求,选用相应的材质;各种原料经电子秤准确称量
后,经溜子汇入第一集料斗2。
[0029]
作为一个优选实施例,第一集料斗2顶部设置有第一除尘器,底部设置有蝴蝶阀,当单元料罐4对准第一集料斗2的出口时,蝴蝶阀打开往单元料罐4内排料。
[0030]
其中,料罐对接升降装置3采用气动、电动或电液动驱动方式,料罐对接升降装置3可自动或半自动对接单元料罐4,料罐对接升降装置3包括在侧面的第二除尘器和在内部的定位检测器,第二除尘器用于收取卸料时的粉尘,定位检测器可自动检测单元料罐4与第一集料斗2的出口是否对准。
[0031]
其中,单元料罐4采用钢板或无镍不锈钢板或碳钢板制成,其内衬采用高分子聚乙烯板制成,根据配合料纯度、质量的要求,选用相应的材质,一般容积为500
‑
5000l;单元料罐4上部为圆柱体结构,且上部设置有顶盖,根据生产线配置的高低,可选用自动装盖取盖设备,也可以人工装盖取盖;下部为圆锥体结构,且下部设置有排料口:当装料时,受物料重力作用,所述排料口内锥体受压自动关闭;当卸料时,所述下部受外力顶起,所述单元料罐4内的物料排出。
[0032]
其中,转运装置5包括转运车、电动液压升降机以及电动葫芦,转运车采用叉车、电动葫芦、电动行车、电动平板车、agv小车或rgv小车等转运单元料罐4,可以自动或半自动操作。
[0033]
单元料罐4加好玻璃配合料后并顶板装盖后,通过人工遥控电动平板车经滑轨运输至电动液压升降机。电动液压升降机配控制箱,可自动或人工遥控控制升降高度。待电动液压升降机升至熔化工段投料平台,再由人工操作电动葫芦或电动行车将单元料罐4依次送至液压升降卸料站6卸料至窑头料仓。料罐输送系统也可采用agv小车或rgv小车,通过编制的程序全程全自动运行。电动葫芦一般设置2台或2台以上,避免升降机或1台电动葫芦出现故障,备用的电动葫芦依然可以使用确保配料工艺连续不影响后端生产线的运行。电动葫芦可根据需要选用钢丝绳或环链。单元料罐一般配置2台以上,保证1台卸料,其余在运输过程或备用中。
[0034]
其中,液压升降卸料站6包括液压齿轮泵、升降器、顶升器、第二集料斗、气锤、第三除尘器;当单元料罐4随升降器降落时,顶升器将单元料罐4底部内锥体顶起,配合料通过第二集料斗卸出。
[0035]
其中,混合机7一般是强制式混合机,通过内部的转子或耙子高速旋转,达到使各种原料均匀混合的目的。
[0036]
其中,输送设备8可以是密闭带式输送机或惯性振动给料机,也可以是其他输送设备,根据配合料料性的不同选用相应合适的输送设备8,输送设备8将配合料输送至窑头料仓9。
[0037]
其中,窑头料仓9用于储存玻璃配合料,一般储存时间在2
‑
6个小时,不同的生产线储存时间略有区别。
[0038]
作为一个优选实施例,窑头料仓9内设置有第二称重传感器,实时监控窑头料仓9中配合料的储量,窑头料仓9中的配合料通过投料机送入玻璃熔窑熔化。
[0039]
本发明的输送系统非常适合高硼硅玻璃、tft玻璃或药用玻璃等特种玻璃配合料的输送,除玻璃生产线以外其他行业生产线也适用。
[0040]
实施例2
[0041]
本实施例与实施例1的区别之处在于:一种新型输送系统,包括电子秤系统1,电子秤系统1的下方连接有第一集料斗2,第一集料斗2的下方连接混合机7,混合机7通过料罐对接升降装置3连接有单元料罐4,单元料罐4通过转运装置5转移至液压升降卸料站6上方,单元料罐4内的物料通过液压升降卸料站6卸入窑头料仓9,窑头料仓9中的物料通过投料机送入熔窑中。
[0042]
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1