通过烧结制造模制品的方法与流程
本发明涉及根据权利要求1的前序部分通过烧结制造模制品的方法。该方法特别适用于模制品的粉末冶金制造,但也可以同样良好地用于陶瓷材料制成的模制品的制造,包括烧结压实和烧结固结。
背景技术:
1、通过粉末冶金方法制造金属模制品是长期以来已知的并且也在大规模生产中实践的工艺。这同样适用于以烧结为基础的陶瓷模制品的制造。特别地,实践了如下方法,即在所述方法中生坯件首先由提供的原始材料以金属粉末或陶瓷粉末与粘合剂材料的混合物(所谓的原料)的形式制成。可选地,也可以将仅包含金属或陶瓷粉末的原始材料布置到粉末床中并且然后可以通过有选择地将粘合剂材料引入到粉末床中来制成生坯件。在这两种情况下,在使用溶剂材料进行化学去粘合后,都会得到所谓的褐色件,其只含有粘合剂成分,即所谓的骨架,其不能再用常用的溶剂(例如丙酮、己烷或乙酸乙酯)进行化学处理,而是可以热去除。在热去除之后,获得的原件在烧结步骤中被压缩和固化。生坯件和褐色件通常一方面在材料结构中粘合剂材料的含量不同,另一方面在粘合剂的组成方面不同。生坯件通常含有较高比例的粘合剂,而且总是含有诸如软化剂和蜡之类的粘合剂成分,其可以基于溶剂以化学方式去除。此外,生坯件还含有另一种粘合剂的成分,其不化学溶解而是通过加热驱除,即热去除,即仍然保留在褐色件中的粘合剂。因此,生坯件由具有多组分粘合剂系统的原始材料和金属或陶瓷粉末颗粒形成。
2、然而,也有一些方法,其中可以立即生产出不含任何要使用溶剂以化学方式去除的粘合剂材料的褐色件。这些褐色件通常由如下原始物质,即原料制成,其中含有较低比例的粘合剂材料并且通常只是这种粘合剂材料不能用通常的溶剂进行化学去除。
3、可以通过多种方式进行成型以形成生坯件。在简单的变体中,这通过在压缩模具中进行简单的压缩成型来完成,由其来形成模制品,首先是化学方法,然后是热去除,最后是烧结。然而,其他成型方法也是可能的,例如mim(金属注射成型)、滑铸、挤压或增材成型方法(越来越常见),例如3d打印。
4、虽然最初主要使用不同合金的钢,但也有铜和青铜,用于粉末冶金的模制品生产,但最近的重点也放在加工比所提到的金属反应性明显更高且特别是与氧气反应更强烈的金属上,这里称为活性金属。属于这些在此称为活性金属的金属特别是包括钛或钛合金、铝或铝合金以及镁或镁合金。例如,在医疗技术领域以及在其他工业领域,各部件现在由钛或钛合金以粉末冶金方式制造,例如用于植入式胰岛素泵等的外壳。
5、在基于烧结的模制品生产中(其中模制品在烧结步骤中被压实)的挑战是,除了考虑烧结过程中的材料收缩之外,实现烧结件所需的高材料密度和强度。首先,原始材料在烧结前散布着孔隙,有时还散布着瑕疵。这些毛孔和瑕疵源于两种类型的形成机制:
6、一方面可能在材料结构中由于生坯件所包围的空间中原始材料填充不足或者由于层间施加的粉末层接合不足而产生在生坯件的成型过程中与工艺相关的空隙、一般更大的也称为大孔的孔隙或者由于脱层出现的横向空隙。这种缺陷既可能出现在增材制造工艺(例如3d打印)和压制工艺中,也可能出现在mim、滑铸或挤压工艺中。
7、另一方面,当首先去除生坯件随后去除褐色件时与过程相关地会形成微孔:在最初布置粘合剂颗粒的位置,这些微孔在密集堆积的金属颗粒之间形成。
8、虽然在去除过程中出现的微孔通常可以通过选择合适的烧结工艺参数来封闭,并且材料在烧结过程中可以高度压实,但生坯件形成型过程中出现的缺陷,例如大孔或横向空隙,会造成更大的问题。因此在热去除后的烧结过程中,这些空隙通常无法再完全封闭。虽然即使通过重新排列粉末颗粒也无法封闭上述微孔,因为紧密堆积的粉末颗粒之间的自由空间不可避免地存在于生坯件或褐色件中,仅在烧结过程中由于粉末颗粒的在那里出现的变形和连接粉末颗粒的扩散过程来封闭,所述缺陷,例如大孔或横向空隙,被设计成基本上可以通过重新排列粉末颗粒来填充。在此类缺陷的位置,所用材料粉末有一个缺陷或多个缺陷。
9、为了消除在烧结过程中未被封闭的缺陷,烧结部件,特别是当部件的致密性和成品部件的高密度(即低孔隙率)非常重要时,在烧结过程之后进行进一步的处理步骤,以便进一步增加材料密度和封闭剩余的大孔。这里经常使用所谓的热等静压(hip),其用于在烧结过程后获得的已经压实的模制品上。在这种情况下,完成的烧结模制品在处理室中经受高压介质,通常是惰性气体,并且同时暴露于高温。根据所加工的金属或陶瓷材料,此处需要高压(典型为1000bar或更高,通常高达数千bar)以及高温(典型地为数百℃,通常超过1000℃)。在加工活性金属时,对压制介质的纯度也有很高的要求,以避免组件受到特别是通过与氧气的反应产生的污染。最后但并非最不重要的一点是,这些对工艺条件的要求使热等静压成为一个复杂而昂贵的方法,市场上只有少数供应商可以做到这一点。此外,不保证针对所有材料都能对烧结模制品进行热等静压。
10、一方面,用于此工艺步骤的系统还必须被设计和建造以使得其能够可靠地承受高压并且不会发生(在高压的情况下严重的)事故。另一方面,产生如此高的压力和高温是耗能的。还表明,最初在施加高压下闭合的缺陷,在热等静压后通常会再次打开,这是由于当模制品受到热应力时被困在缺陷内部的气体膨胀,因此至少一部分孔以复位效应的方式在此形成。最后,为热等静压设定的高压通常在1000至2000bar的范围内,需要使用大量的工艺介质,例如气体,当工艺介质必须满足最高纯度要求时这对方法成本有重大影响。
11、此外,如果要封闭的缺陷,例如大孔,不封闭在模制品内部而是暴露在外部,则不能通过热等静压封闭缺陷。因为随后存在于压力下的介质(例如氩气等惰性气体)也会渗入开放缺陷并使这些缺陷保持开放状态。这是特别重要的,因为对于一些增材制造工艺,例如3d打印工艺,当逐层施加材料时,例如在打印过程中,层与层之间会发生一种脱层,所述脱层有时只有在去除过程中甚至在烧结过程中才会变得可见。这种脱层是模制品中的一个明显缺陷,有时在烧结后不会变得明显,而是当模制品受到机械应力时才会出现影响。这些由于脱层而出现在模制品表面或延伸到表面的缺陷对所谓的交变载荷具有特别大的影响,特别是当模制品承受动态应力时。在最坏的情况下,即使在关键的应用情况下,这也可能导致以这种方式生产的模制品出现失效。
12、还描述了这样的方法,其中在成型过程之后并且烧结之前,通过施加压力来压实未完成的部件。ep 995 525a1描述了一种例如使用mim生产生坯件的过程,该生坯件被去除然后被烧结,其中生坯件或已去除粘合剂的生坯件通过暴露于加压惰性气体中、例如氩气被压实。所公开的方法规定生坯件经受至少1000bar的相当高的压力,在许多描述的测试示例中甚至显着更高,这使得该过程在设备方面昂贵且耗费高。
13、de 10 2018 129 1 62a1描述了一种过程,其中首先在增材制造工艺中由粘合剂与陶瓷颗粒的混合物形成模制品作为生坯件,然后将生坯件脱胶,然后以显着升温一定时间后烧结,然后涂漆。以这种方式部分脱胶、烧结和涂漆的生坯件随后在冷湿等静压工艺中被压实。然后去除冷湿等静压之前施加涂料,生坯件完全脱胶后被烧结。根据该文件的教导,没有公开用于冷湿等静压的压力。
14、us 2017/088471 a1描述了一种使用冷烧结方法生产陶瓷部件的方法。特别地,还描述了层压复合部件的生产,其可以由不同的陶瓷层形成。这些可以在实际冷烧结之前通过施加压力层压,即相互粘合。
技术实现思路
1、在此以本发明通过提供一种用于涉及烧结步骤来生产模制品的方法来改善这种情况,该方法允许在烧结步骤之前减少或封闭例如大孔或横向空隙的缺陷,并因此改善通过烧所获得的材料密度,而无需在烧结后进行例如热等静压等后处理。
2、根据本发明,该目的通过具有权利要求1的特征的方法来实现。根据本发明的方法的有利改进方案在从属权利要求2至15中予以说明。
3、根据本发明的用于通过烧结生产模制品的方法首先包括以下步骤,这也是现有技术中常见的:
4、a、提供含有金属和/或陶瓷粉末的原始材料,
5、b、通过如果原始材料包括材料粉末和粘合剂材料的混合物则对其进行成型,或者通过将粘结剂材料引入由原始材料形成的粉末床,从而由原始材料形成生坯件,
6、c、对生坯件进行化学脱胶和/或基于溶剂脱胶来获得褐色件,
7、d、对步骤c中所获得的褐色件进行热脱胶,
8、e、通过烧结将褐色件压实成模制品。
9、如已经提到的,这些方法步骤在现有技术已知的模制品的生产过程中也是常见的,所述模制品由陶瓷粉末通过粉末冶金或烧结制成。本发明方法的特别之处在于,在步骤c之后并且在步骤d之前,首先利用软化剂处理褐色件,该软化剂可以软化褐色件中仍然存在的在步骤c中没有通过先前的化学脱胶和/或通过溶剂脱胶去除的粘合剂材料,该软化剂也可以称为增塑剂,并且在步骤d之前在利用软化剂处理之后,通过在增高的压力下施加介质进行等静压工艺。
10、因此,在根据本发明的方法中,在进行最后的烧结步骤之前,由利用粘合剂粘着的材料粉末构成的模制品在等静压工艺中压实,以便特别是对在步骤b中执行的成型工艺中形成的缺陷(例如,材料结构中的大孔以及其他瑕疵)予以封闭,必要时还封闭在通过对生坯件进行化学脱胶时就形成的大孔。由于压制过程是以等静压方式实施,压力从各个方向作用在模制品上,因此导致均匀压缩,而不会导致模制拼的给定形状发生特定一维变化的风险。压制过程特别针对成型的“暴露”模制品进行。基于通过这一步骤实现的压实,在随后执行的烧结步骤中粉末材料的各个颗粒,即金属和/或陶瓷粉末可以特别良好地相互连接,而不会形成更大比例的不期望的大孔或其他缺陷。尽管在最终烧结步骤之前通过暴露于加压介质通过等静压进行压实是已知和描述的,但是在已知的方法中,这需要应用高压和复杂方法流程中的工艺。在根据本发明的方法中避免了现有技术中已知的这些缺点,因为褐色件在步骤c之后并且在执行等静压之前首先利用软化剂来处理褐色件,该软化剂可以软化褐色件中仍然存在的、还未通过在步骤c中的化学脱胶和/或基于溶剂脱胶去除的粘合剂。在生坯件的粘合剂材料中,软化剂增加了该粘合剂材料的延展性。在特别是不超过500bar的相对低的施加压力下,可以对褐色件中的材料进行压实,然而这导致模制品在烧结后具有特别高的材料密度。在烧结之后对模制品进行后处理以增加其材料密度,这在现有技术中通常进行,例如并且特别是通过成品金属部件的热等静压(hip),是不必要的。此外,在模制品在烧结后进行热等静压(hip)的情况下,模制品的后续热处理或负载(特别是交变负荷)可能导致在hip过程中被压实和封闭的孔重新打开,如果其仍然含有气体夹杂物,特别是如果不在真空条件下烧结。使用根据本发明的工艺不能观察到这种现象,因为大孔在烧结之前已经被消除。这意味着烧结后没有大体积的气体夹杂物。
11、还因为在根据本发明对尚未烧结的部件(褐色件)进行等静压时,粉末颗粒之间仍然没有材料连接,只有先前被软化剂软化的粘合剂和材料粉末的混合物必须变形和压缩,压制可以在比烧结后发生的热等静压(hip)所需的压力低得多的压力下进行。也没有必要像制成模制品的热等静压(hip)那样,将温度提高到100℃至1000℃以上。与烧结后进行的热等静压(hip)的能量需求相比,这不仅导致根据本发明在非烧结模制品上进行的此类等静压工艺的能量需求显着降低。尚未烧结的褐色件的等静压步骤比烧结后进行的热等静压(hip)的步骤的设备成本少得多,而且也低于在最终烧结前进行的现有技术中已知的压制和压实过程所需的设备。特别地,由于要施加的压力和温度都较低,因此对设备设计的安全要求要低得多,在设备设计中,根据本发明的等静压工艺要在用软化剂处理过的褐色件上进行。
12、可以有利地选择根据本发明用于软化褐色件中的粘合剂材料的软化剂,使得其也在实际的烧结过程之前、最好是在所设置的脱胶步骤中被去除和排出。有效且可用于已知粘合剂系统和其中所使用的聚合物的常用且已知的软化剂可以考虑作为软化剂,例如如果使用聚酰胺作为粘合剂组分,则这种软化剂也可以是水。理想情况下,此类软化剂最迟应在粉末冶金生产过程中用于热脱胶的那些温度下挥发,或从褐色件或在这些温度下待烧结的部件中排出。还可以想到去除在基于化学和/或溶剂的步骤中使用的软化剂。
13、从另一个角度来看,软化剂的使用也可能是有利的:软化剂还可以削弱粘合剂的“粘合作用”,可以增加粘合剂的“粘性”。这有助于在本文中所描述的对褐色件进行等静压的情况下封闭缺陷并保持封闭,因为一旦缺陷闭合,粘合剂就会利用其内聚力将缺陷保持在一起。
14、取决于软化剂的有效性,充分软化仍保留在褐色件中的粘合剂材料所需的软化剂的量相对较小。在任何情况下,其都明显低于可添加到用于生产生坯件的原始粘合剂系统中的软化剂的量,例如用于热塑性成型所需的流动性。然而,这种最初添加的软化剂在步骤c中一起排出、不再出现在随后获得的褐色件中。相应地,也可以由在步骤c之后进行的(必要时重复的)添加软化剂(通过选择软化剂及其剂量)来调节后续等静压工艺所需的褐色件的技术性能,特别是用软化剂软化的粘合剂材料的技术性能。
15、引入的软化剂的量和在温度和压力下由此改变的工作条件,可以通过单次或多次处理以及软化剂的选择来调节。当使用初次软化剂时,可以对仍然保留在褐色件中的粘合剂材料(也称为骨架)的软化产生最强烈的影响,所述初次软化剂在化学组成方面可能具有非常不同的化学结构,具体取决于粘合剂的化学组成使用的聚合物粘合剂材料。
16、初次软化剂是即使在低浓度下也能使聚合物软化的物质。在聚酰胺系统有利地用作骨架的粘合剂材料的情况下,基于聚合物含量,引入的软化剂的值例如在按重量计15%至30%的范围内。
17、在一个具体的示例中,在钛基原料中具有12%重量粘合剂的生坯件的情况下,粘合剂中的聚合物含量为30%,这可能意味着3.2%重量的聚合物在完全提取可溶性成分之后保留在褐色件中。这意味着必须添加0.56至1.4重量%的软化剂,以使褐色件在后续等静压工艺中具有足够的延展性。
18、如前所述,用于褐色件等静压工艺的软化剂的量和组成可能与之前用于生坯件的成型工艺完全不同。与使用相同方法压实生坯件相比,褐色件的等静压最重要的优点是,用软化剂处理过的褐色件形成一种柔性海绵结构,比生坯件可以更好地压实。此外,施加的压力在通过软化剂软化的褐色件内明显更均匀地分布,并且在松弛后不会出现由孤立的孔隙引起的局部压力袋。
19、褐色件特别是可以用液体软化剂处理。这可以例如以沉浸处理的形式,即以浸渍的方式进行。
20、根据本发明,如果软化剂预先溶解在溶剂中,非常容易被模制品的多孔结构吸收,则可以非常有利地将软化剂引入褐色件中。这里可以有利地使用与步骤c中相同的溶剂,其用于生坯件到褐色件的化学或溶剂型(预)脱胶。如果使用基于聚酰胺的粘合剂系统,这些可以是诸如丙酮、己烷或乙酸乙酯的溶剂。
21、当软化剂以例如10到30重量百分比的浓度分布在溶剂中,可以实现非常低的粘度,使得根据褐色件的壁厚,这种混合物可以在例如30到60分钟秒内完全扩散到褐色件的多孔结构中。
22、在烧结步骤之前根据本发明进行的等静压工艺中,可以使用高于常温的温度,以便特别是软化粘合剂材料并使其可流动或可塑性变形到一定程度。例如,30℃至200℃范围内的温度对于通常在粉末冶金生产过程中用作粘合剂材料或结合在粘合剂系统中的聚合物材料来说通常是足够的。由于压制过程中通常明显较低的温度设定,如果提供温度升高,则在烧结之前根据本发明进行的等静压也可以称为与已知的、对烧结完的模制品执行的热等静压(hip)以及温等静压(wip)。
23、如前所述,在烧结步骤之前,为根据本发明进行的等静压工艺选择的压力通常远低于热等静压所需的压力(下用于施加到褐色件的介质在所述压力下),典型地显著低于在现有技术中在烧结步骤之后执行的热等加压(hip)的压力,并且可以特别地在>60bar的范围内,优选地>80bar,特别是>100bar。即使原则上也可以选择显着更高的压力,特别是在较低温度下工作时,但实际上不会设置这些压力,只是为了避免必须依赖复杂且昂贵的设备来安全控制这种高压,如用于热等静压的那样。因此,在根据本发明的方法中,通常不选择高于500bar的压力,在大多数情况下甚至选择低于300bar的压力。
24、原则上,所有可能的介质,例如细颗粒固体颗粒、液体或气体,都可以被认为是施加给褐色件的介质。优选选择液体或气体作为介质。必须注意确保所选介质在压制过程中的给定压力和温度条件下不会以不期望的方式与模制品的材料系统相互作用,特别是在粉末冶金生产模制品的情况下与金属粉末相互作用,以及一般也不与粘合剂以不期望的方式相互作用,特别是不会发生任何不良化学反应或形成残留物或沉积物。在烧结步骤之前进行的根据本发明的压制过程可以例如在引入水作为介质的情况下进行。然而,也可以优选使用气体,特别是惰性气体,例如氩气或氮气。
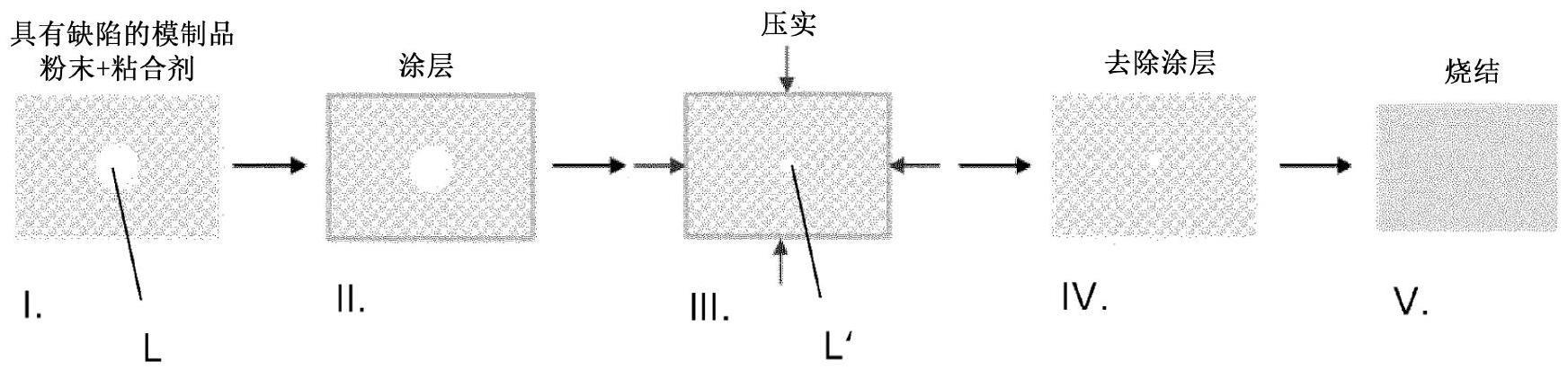
25、特别地,如果在烧结步骤之前要通过根据本发明进行的压制工艺封闭的缺陷、例如大孔是开放的时,也就是说具有通过模制品表面与外部的连接,或者例如如果要修复在增材制造工艺(如3d打印)中成型后可以观察到的表面连接缺陷(分层),则在根据本发明的有利改进方案中,褐色件在用软化剂处理之后并且在施加处于压力下的介质之前配备包围模制品的外表面的涂层、特别是聚合物涂层。这种涂层可以例如在沉浸工艺中施加,在该沉浸工艺中将褐色件浸入液化涂层材料例如聚合物的浴中,然后涂层固化。然而,也可想到其他施加方法,例如喷涂方法或使用与用于清漆或油漆的那些施加工具类似的施加工具予以施加。用薄膜或类似物包围,例如焊接在这样的薄膜或类似的覆盖物中,也是可能的。一方面,这种施加的涂层封闭了褐色件表面上的现有间隙和开口、例如在开孔系统中,使得这种缺陷也可以通过施加加压介质来压缩和封闭。另一方面,该涂层还在模制品周围形成保护,因此如果使用的介质可能与褐色件的成分发生反应,或其残留物可能对烧结过程产生有害影响,接触这种带有褐色件的介质是可以预防的。例如,如果这种涂层是防水的,并且可以在烧结步骤之前进行的压制过程之后去除,而没有水残留物以不期望的形式与褐色件接触,储存在那里,甚至可以反应并将氧气引入模制品,则可以使用水作为介质。
26、根据上述改进施加的涂层特别是可以由化学和/或溶剂基和/或热分离材料形成。然而,如果例如使用薄膜或类似的套筒状涂层,其也可以是可机械去除的。如果涂层可以热分离,例如,它可以在一个均匀的过程中与在烧结过程之前将生坯件保持在一起的粘合剂系统的粘合剂材料(骨架)一起热脱胶或去除。然而,涂层优选地由可化学去除和/或通过溶剂去除的材料形成,使得涂层可在等静压工艺之后和烧结步骤之前通过化学去除和/或通过使用溶剂去除。以此方式,可以减少在随后的热去除过程中出现的特别是有机材料的比例,该热去除通常发生在具有随后的烧结过程的连续加工步骤中,使得模制品由于掺入例如涂层材料中的碳引起的污染得以避免、至少减少。通过这样的程序,根据本发明引入褐色件的软化剂也可以再次去除,例如用溶剂洗掉。然而,也可以设想以某种其他方式分离涂层,例如通过施加负压、通过真空。
27、由于涂层在等静压过程后被再次去除,因此可以进行压力平衡,在此期间气体可以从压实的褐色件中逸出。然后在那里调整环境压力。这也意味着任何复位效应,其中封闭的孔隙被在那里继续存在的超压再次打开,都被抑制。
28、步骤b中的生坯件或褐色件的在根据本发明的方法的步骤b中的成型可以优选地通过增材成型方法进行、例如通过3d打印。然而,其也可以通过mim、滑铸、挤出或通过压塑工艺获得。
29、根据本发明的方法可以作为粉末冶金方法并且原则上用所有可能的金属和金属合金来实施,例如用钢、包括高级钢、青铜、铜等。然而,特别地,其也非常适用于由反应性明显高于钢的金属粉末冶金生产模制品,这里称为“反应性”金属,例如钛、钛合金、铝、铝合金、镁或镁合金,为此使用金属粉末,因此使用活性金属,例如钛粉、钛合金粉、镁粉或镁合金粉。然而,根据本发明的方法可以也适用于其他活性金属,例如所谓的基于镍或钴的超级合金以及难熔金属钼、钨、铼和钽。特别是如下低级金属被称为“活性金属”,特别是那些具有<-1.0v的标准电势e°。也用于由硬金属或由具有金属或陶瓷的材料生产模制品。根据本发明的方法可用于基体和嵌入其中的硬金属颗粒,例如钨或碳化钴。根据本发明的方法也可以用于陶瓷模制品的基于烧结的生产,其中在用这里公开的温等静压烧结之前形成并处理含有陶瓷粉末和粘合剂的绿色或褐色件。
30、根据本发明的在烧结步骤之前的温等静压不仅可以封闭在成型过程中获得的缺陷,而且在适当的压力和温度设置下,褐色件的初始压实已经可以发生,即增加体积中材料粉末颗粒的密度,即在实际烧结之前微孔率的初始减少。
- 还没有人留言评论。精彩留言会获得点赞!