一种光学玻璃的热压成型模具加热装置及方法与流程
1.本技术涉及光学玻璃的热压成型模具加热技术领域,更具体地,涉及一种光学玻璃成型模具加热装置及方法。
背景技术:
2.光学玻璃是光电技术产业的基础和重要组成部分,它能改变光的传播方向,并能改变紫外、可见或红外的相对光谱分布,由光学玻璃组成的部件是光学仪器中的关键性元件。
3.光学玻璃是一种不易加工品,在成型的过程中需要给模具加热才能使光学玻璃在模具中热压成型,而传统的生产过程是通过天然气混合压缩空气或液化石油气混合压缩空气燃烧来达到加热热压成型模具的目的,因此,传统生产过程中能源浪费大,工作环境差,温度不易受控制,且加热速度慢,不易于自动化。
4.因此,如何降低光学玻璃的热压成型模具加热过程中的能源浪费,提升加热速度,是本领域技术人员有待解决的技术问题。
技术实现要素:
5.本发明提供一种光学玻璃的热压成型模具加热装置及方法,用以解决现有技术对光学玻璃的热压成型模具进行加热时,能源浪费大、工作环境差以及加热速度慢的技术问题。
6.为实现本发明目的,采用的技术方案为:光学玻璃的热压成型模具加热装置,包括高频电源变压器、管状的金属导体、工作台和加热模具,所述金属导体绕设在热压成型模具的外围,且金属导体的一端连接至所述高频电源变压器的电流输出端口,另一端连接至所述高频电源变压器的电流回路端口;所述金属导体和热压成型模具固定在所述工作台上。
7.优选地,所述金属导体侧面连接有固定片,且所述工作台上设置有绝缘固定支架,所述固定片与所述绝缘固定支架固定连接。
8.优选地,所述金属导体与所述热压成型模具的间隔为12毫米。
9.优选地,还包括耐高温胶带,所述耐高温胶带包裹缠绕在所述金属导体的外圆面。
10.优选地,还包括固定在所述工作台上的测温仪。
11.优选地,所述金属导体的电感量为3-4mh。
12.相对应的,本发明还提出了一种光学玻璃的热压成型模具加热方法,应用于包括高频电源变压器、管状的金属导体和加热模具中,所述方法包括:将所述高频电源变压器和所述金属导体进行连接,并启动所述高频电源变压器;基于所述金属导体流过的交变电流产生交变磁场对所述热压成型模具加热。
13.优选地,所述方法具体包括:基于测温仪实时获取所述加热模具的模具温度;基于所述热成型模具温度、所述光学玻璃的热压成型温度控制所述高频电源变压
器的输出电流。
14.优选地,所述金属导体内通有冷却水。
15.优选地,所述冷却水的水压为0.06-0.1mpa。
16.与现有技术相比,本发明具备以下有益效果:本发明公开了一种光学玻璃的热压成型模具加热装置及方法,所述装置包括高频电源变压器、管状的金属导体、工作台和加热模具,所述金属导体绕设在加热模具的外围,且金属导体的一端连接至所述高频电源变压器的电流输出端口,另一端连接至所述高频电源变压器的电流回路端口;所述金属导体和热成型模具固定在所述工作台上,通过本装置,可以降低光学玻璃的热压成型模具加热的能源浪费,改善了工作环境以及提升加热速度。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
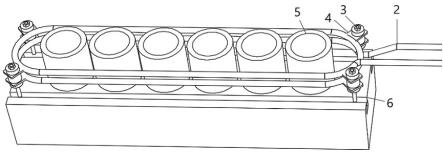
18.图1示出了本发明实施例提出的光学玻璃的热压成型模具加热装置的结构示意图;图2示出了本发明实施例提出的光学玻璃的热压成型模具加热装置中高频电源变压器的端口结构放大示意图;图3示出了本发明实施例提出的光学玻璃的热压成型模具加热装置中绝缘支架与固定片处的结构放大示意图;图4示出了本发明实施例提出的光学玻璃的热压成型模具加热方法的流程示意图。
19.图中:1、高频电源变压器;2、金属导体;3、绝缘固定支架;4、固定片;5、热压成型模具;6、工作台;7、电流输出端口;8、电流回路端口。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
22.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
23.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
24.光学玻璃是一种能改变光的传播方向,并能改变紫外、可见或红外的相对光谱分布的玻璃,光学玻璃可用于制造光学仪器中的透镜、棱镜、反射镜及窗口,由光学玻璃构成的部件是光学仪器中的关键性元件。
25.而如背景技术中所述,光学玻璃还是一种不易加工品,现有技术在给光学玻璃进行加热时一般是采用天然气混合压缩空气或液化石油气混合空气燃烧来对光学玻璃的热压成型模具进行加热,现有技术在光学玻璃的热压成型模具加热时能源浪费大、工作环境差、加热速度慢,且温度不容易受到控制。
26.因此,本技术提出了一种光学玻璃的热压成型模具加热装置及方法,用以降低光学玻璃的热压成型模具加热过程中的能源浪费,以及提升加热速度。
27.如图1至图3所示为本技术实施例提出的光学玻璃的热压成型模具加热装置的结构示意图,所述装置包括高频电源变压器1、管状的金属导体2、工作台6热压成型模具5,所述金属导体2绕设在加热模具5的外围,且金属导体5的一端连接至所述高频电流变压器1的电流输出端口7,另一端连接至所述高频电源变压器1的电流回路端口8,所述金属导体2和热压成型模具5固定在所述工作台6上,且热压成型模具5为1个或多个。具体的,金属导体2流过高频电流时,根据电磁定律,金属导体2产生交变磁场,热压成型模具5处在高频交变磁场中,根据法拉第电磁定律,将在热压成型模具5中产生感应电动势,由于热压成型模具5电阻小,从而产生强大的感应电流,由焦耳一楞次定律,交变磁场使热压成型模具5中的电流趋向表面流过,引起集肤效应,瞬间电流的密度与频率成正比,频率越高,感应电流密度越集中于热成型模具5的表面,即集肤效应越严重,有效的导电切面积减少,电阻增大,从而热成型模具5自身升温。
28.为了稳固金属导体2,在本技术实施例中,所述金属导体2侧面连接有固定片4,且所述工作台6上设置有与所述固定片4位置对应的绝缘固定支架3,所述固定片4与所述绝缘固定支架3固定连接,如图3所示。
29.为了提升温度的升温速度,在本技术实施例中,管状的金属导体2可以具体为管状的铜管,且金属导体2与热压成型模具5的外周间距为12毫米,以保证热压成型模具5能被金属导体2充分感应,以及预留一定的工作空间,且本领域技术人员可根据实际工作情况对间距进行调整。
30.为了防止金属导体2之间产生短路,在本技术实施例中,还需要用耐高温胶带包裹缠绕在所述金属导体2的外圆面,保证本装置能够正常运行。
31.为了防止金属导体2因温度过高而融化,在本技术实施例中,所述金属导体2内通有冷却水,且水压控制在0.06-0.1mpa之间,且金属导体2缠绕匝数后的电感量控制为3-4mh,电感量可以通过数字电桥进行测量,从而与高频电源变压器1进行匹配。
32.为了对本装置的加热进行监控,在本技术实施例中,还包括固定在所述工作台6上的测温仪,用于对热压成型模具5进行温度监测。
33.另外,还需要说明的是,本装置中还设有控制单元,配置为,接收测温仪测量到的温度,通过模拟量模块输出0-5v或4-20ma控制高频电源变压器输出电流,控制单元位于plc(programmable logic controller,可编程逻辑控制器)中,并调节pid参数,可以实现温度波动在正负10度,实现本装置自动稳定工作,另外,输出电流大小可以根据需要的温度来控制。
34.通过应用以上技术方案,所述装置包括高频电源变压器1、管状的金属导体2、工作台6和热压成型模具5,所述金属导体2的第一端连接在所述高频电源变压器1的电流输出端口,所述金属导体2的第二端连接在所述高频电源变压器1的电流回路端口,所述金属导体2呈绕匝状且围绕所述热压成型模具5,所述金属导体2固定在所述工作台6上方,金属导体2流过高频电流时,根据电磁定律,金属导体2产生交变磁场,热压成型模具5处在高频交变磁场中,根据法拉第电磁定律,将在热压成型模具5中产生感应电动势,由于热压成型模具5电阻小,从而产生强大的感应电流,由焦耳一楞次定律,交变磁场使热压成型模具5中的电流趋向表面流过,引起集肤效应,瞬间电流的密度与频率成正比,频率越高,感应电流密度越集中于热成型模具5的表面,即集肤效应越严重,有效的导电切面积减少,电阻增大,从而热成型模具5自身升温。通过本装置,可以降低光学玻璃的热压成型模具的能源浪费,改善了工作环境以及提升热压成型模具加热速度,更能实现对温度的自动化控制,避免了人工操作,减少失误提高效率。
35.与本技术实施例中的热压成型模具加热装置相对应,本技术还提出了一种光学玻璃的热压成型模具加热方法,如图4所示,所述方法包括以下步骤:步骤s401、将所述高频电源变压器1和所述金属导体2进行连接,并启动所述高频电源变压器1对所述金属导体2进行通电。
36.具体的,高频电源变压器1用于输出高频电流,使与其连接的金属导体2产生交变磁场,从而对热压成型模具5进行加热。
37.步骤s402、基于所述通电后的金属导体2产生的集肤效应对所述热压成型模具5加热从而将所述热压成型模具5中的光学玻璃进行热压成型。
38.为了提高温度控制的精准度,在本技术实施例中,所述方法具体包括:基于测温仪实时获取所述热压成型模具5的温度;基于所述热成型模具5温度、所述光学玻璃的热压成型温度控制所述高频电源变压器1的输出电流。
39.具体的,本装置中还设有控制单元,配置为,接收测温仪测量到的温度,通过模拟量模块输出0-5v或4-20ma控制高频电源变压器1输出电流,控制单元位于plc(programmable logic controller,可编程逻辑控制器)中,并调节pid参数,可以实现温度波动在正负10度,实现本装置自动稳定工作,另外,输出电流大小可以根据需要的温度来控制。
40.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到本发明可以通过硬件实现,也可以借助软件加必要的通用硬件平台的方式来实现。基于这样的理解,本发明的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施场景所述的方法。
41.本领域技术人员可以理解附图只是一个优选实施场景的示意图,附图中的模块或流程并不一定是实施本发明所必须的。
42.本领域技术人员可以理解实施场景中的装置中的模块可以按照实施场景描述进行分布于实施场景的装置中,也可以进行相应变化位于不同于本实施场景的一个或多个装置中。上述实施场景的模块可以合并为一个模块,也可以进一步拆分成多个子模块。
43.上述本发明序号仅仅为了描述,不代表实施场景的优劣。
44.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不驱使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1