一种玻璃加工用热弯装置及热弯方法与流程
本发明涉及玻璃热弯,具体涉及一种玻璃加工用热弯装置。
背景技术:
1、曲面玻璃具备轻薄、透明洁净、防眩光、坚硬耐刮伤、耐候性佳等优点,可型塑做出多形状外观具有产品特殊设计新颖性与质感佳,又可增加弧形边缘触控功能带来出色的触控手感、无线充电机能,并能解决天线布置空间不足及增强收讯功能,使产品更美观出色,产品设计差异化使消费者更能青睐。
2、热弯玻璃现在已随处可见,例如:手机曲面屏、建筑幕墙玻璃、楼梯玻璃以及水族柜等。
3、中国专利公告号cn208022908u一种玻璃热弯炉和曲面玻璃热弯设备。本实用新型提供了一种玻璃热弯炉,其包括基体和基体上的传送带,传送带带动玻璃板依次进行预热、成型、退火和冷却后,制得具备曲面的玻璃,其对不同厚度的玻璃适应性强,且自动化程度高,降低了企业制造成本。
4、上述专利中的玻璃热弯炉和曲面玻璃热弯设备是用于小尺寸的曲面玻璃的定制,该玻璃热弯装置不具有自动上料的功能,在热弯的时候需要人工的参与,工作效率较低;以水族柜为例,需要将大块的玻璃压制成u型状,通过上述专利的技术方案,无法完成;而且也没有自动降温的效果。
技术实现思路
1、要解决的技术问题
2、本发明的目的在于克服现有技术的不足,适应现实需要,提供一种玻璃加工用热弯装置,以解决上述技术中的上述专利中的玻璃热弯炉和曲面玻璃热弯设备是用于小尺寸的曲面玻璃的定制,该玻璃热弯装置不具有自动上料的功能,在热弯的时候需要人工的参与,工作效率较低;以水族柜为例,需要将大块的玻璃压制成u型状,通过上述专利的技术方案,无法完成;而且也没有自动降温的效果的问题。
3、技术方案
4、为了实现本发明的目的,本发明所采用的技术方案为:
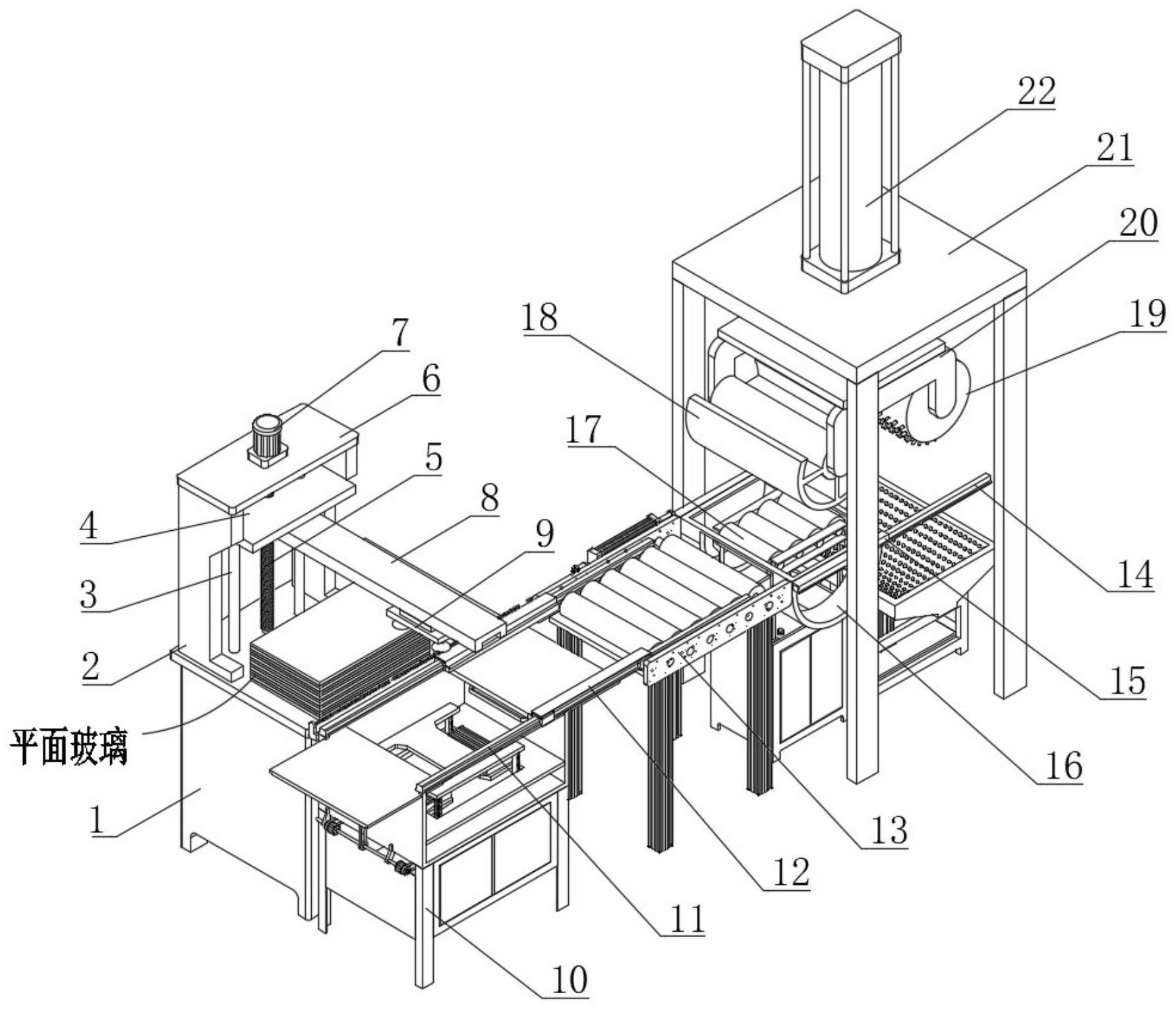
5、一种玻璃加工用热弯装置,包括玻璃加热组件,该玻璃加热组件的上端固定两个滑轨;所述的滑轨上方滑动连接有玻璃输送架;所述的玻璃加热组件的一侧设置有玻璃弧形压制架,并在玻璃弧形压制架远离玻璃加热组件的一侧设置有辊式传输机;所述的玻璃弧形压制架内设置有渡辊组件;
6、所述的渡辊组件包括多个过渡辊,多个所述的过渡辊两端通过轴承连接在外框架内,且在外框架底部的四角处连接有升降滑杆,每个所述的升降滑杆底部均滑动连接在c型滑架内;所述的c型滑架固定在箱体内部,并且在c型滑架的底部焊接有底板;所述的底板底部的中间位置固定安装有电机,该电机的输出轴贯穿至底板的上方,并连接有螺杆,该螺杆上还螺纹配合连接有滑动板;所述的滑动板与四个升降滑杆焊接固定;
7、所述的c型滑架所固定的箱体外部还焊接有外护架,该外护架的中间位置固定有托举气缸;所述的托举气缸的缸杆上设置有预冷腔
8、所述的玻璃弧形压制架两侧与滑动架焊接固定,且滑动架与轨道滑动连接;所述的轨道一端与辊式传输机固定,另外一端与机架体固定连接;所述的玻璃弧形压制架的上方设置有弧形压辊;所述的预冷腔上方设置有筒式散热辊。
9、作为本发明的进一步技术方案,所述的弧形压辊和筒式散热辊的两端均与c型架固定连接,且c型架顶部连接在下压气缸的缸杆上;所述的下压气缸固定在机架体的顶部,其缸杆贯穿至下方。
10、作为本发明的进一步技术方案,所述的玻璃弧形压制架包括一个u型的成型架;所述的滑动架的一侧焊接有凸起板,该凸起板与滑移气缸的缸杆固定连接;所述的滑移气缸固定在辊式传输机的外侧。
11、作为本发明的进一步技术方案,所述的玻璃输送架的内侧均焊接有倾斜放置块,该倾斜放置块的底部与玻璃输送架的底部平齐,其上方呈25-35度倾斜式设置,且所述的倾斜放置块整体呈l状设置;两个所述的倾斜放置块之间通过杆固定连接;靠近机箱体的玻璃输送架外部焊接有螺母座,该螺母座与丝杆传动连接;所述的丝杆两端通过带座轴承分别与加热炉体和辊式传输机固定连接,且丝杆还与驱动马达传动连接。
12、作为本发明的进一步技术方案,所述的预冷腔设置为u型状,该预冷腔呈空心状设置,且在预冷腔的内壁上均布有若干喷气孔;所述的筒式散热辊外部均布有若干喷气孔;所述的预冷腔和筒式散热辊通过气管与压缩气源连接。
13、作为本发明的进一步技术方案,所述的玻璃加热组件的一侧还设置有机箱体,该机箱体的上方固定有两个侧安装板以及两个滑柱;两个所述的安装板之间设置有滑动连接在滑柱上的滑动板,该滑动板与升降螺杆螺纹连接;所述的升降螺杆的下端与机箱体通过带座轴承连接,其上端连接有驱动电机;所述的驱动电机固定在顶板上,其输出轴贯穿至顶板的下方;所述的顶板固定在两个侧安装板上;
14、所述的滑动板的底部固定有直线驱动模组,该直线驱动模组上配合安装有负压吸取组件。
15、作为本发明的进一步技术方案,所述的玻璃加热组件包括加热炉体,该加热炉体的底部四角处固定安装有固定支架,且在加热炉体的内部固定有隔板,该隔板的四角处滑动连接有齿板,四个所述的齿板的顶部焊接有托板,该托板呈“工”字状设置,且在隔板上开设有“工”字槽;所述的隔板上还固定有两个加热器;
16、四个所述的齿板均与驱动组件传动连接,两个所述的驱动组件分别啮合连接一个滑移门;所述的加热炉体内部的两侧焊接有侧支撑架。
17、作为本发明的进一步技术方案,所述的驱动组件包括与齿板相啮合的第一齿轮;所述的第一齿轮同轴设置有传动轮;所述的传动轮设置有两个,另外一个所述的传动轮配合安装在转轴上;所述的转轴的两端通过安装座与加热炉体固定连接,且在转轴的中间位置设置有辅助轮;所述的辅助轮设置有两个,另外一个所述的辅助轮配合安装在传动轴上,且两个所述的辅助轮之间通过皮带配合连接;所述的传动轴的中间位置还配合安装有拨动齿轮,该拨动齿轮与开设在滑移门底部的齿槽啮合连接。
18、一种玻璃加工用热弯装置热弯方法,包括如下步骤:
19、步骤一,平面玻璃的上料,首先将成摞的平面玻璃放置在机箱体上,在上料的时候,驱动电机带动升降螺杆旋转,滑动板将升降螺杆的旋转运动转化为直线运动,并带动直线驱动模组和负压吸取组件沿着滑柱下移,直至负压吸取组件与平面玻璃相贴合,并将平面玻璃进行吸取;随后直线驱动模组带动负压吸取组件向外侧移动,并将平面玻璃放置到托板上,从而实现了平面玻璃的上料;
20、步骤二,平面玻璃的热处理,托板接到平面玻璃之后,旋转马达带动传动轴旋转,在辅助轮和皮带的配合先实现了转轴的旋转,在两个传动轮以及皮带的配合下带动第一齿轮旋转,带动第一齿轮顺时针转动,从而使得齿板向下移动,使得平面玻璃落在两个侧支撑架上,而托板与托板上的工字槽闭合;在拨动齿轮旋转的同时还会通过齿槽带动滑移门向内侧滑动,利用两个滑移门可实现对加热炉体的密封;随后利用加热器对平面玻璃进行加热,直至软化;
21、步骤三,软化玻璃的出料,玻璃软化之后,旋转马达反转,利用托板将玻璃托起,直至玻璃高于滑轨,此时驱动马达带动丝杆旋转,螺母座将丝杆的旋转运动转化为直线运动,带动玻璃输送架向加热炉体的正上方移动,随后旋转马达反转再次正转,托板开始下移,并将玻璃留在倾斜放置块上,完成了玻璃的交付工作,以便于玻璃的下一步动作;
22、步骤四,玻璃的传输由于倾斜放置块上表面呈倾斜式设置,当驱动马达带动丝杆反向旋转,螺母座将丝杆的旋转运动转化为直线运动,带动玻璃输送架向辊式传输机处移动,直至玻璃翘起的一端与辊式传输机上的传动辊相接触,在传动辊的带动下,将玻璃传输至过渡辊组件上,以便于玻璃的压制成型;
23、步骤五:玻璃的压制成型,当玻璃输送到过渡辊上的时候,随后电机带动螺杆旋转,滑动板将螺杆的旋转运动转化为直线运动,从而使得升降滑杆沿着c型滑架向下移动,直至升降滑杆低于玻璃弧形压制架,而且玻璃留在玻璃弧形压制架上,随后下压气缸的缸杆伸出,通过c型架带动弧形压辊向下移动,并对软化的玻璃进行压制,在玻璃弧形压制架的配合下,从而实现平面玻璃被压制成u型玻璃;
24、步骤六,玻璃的冷却,压制成型后的玻璃位于玻璃弧形压制架内,随后滑移气缸推动滑动架带动玻璃弧形压制架移动至预冷腔的上方,紧接着托举气缸将预冷腔推送至u型玻璃的下方,此时下压气缸再次伸出,使得筒式散热辊贴合在u型玻璃的上方,通入气源后,利用预冷腔和筒式散热辊能够对u型玻璃进行双面降温处理,从而提高了玻璃的冷却效率;冷却完毕后,将热弯成型的玻璃取出即可。
25、a、本发明,将成摞的平面玻璃放置在机箱体上,在上料的时候,驱动电机带动升降螺杆旋转,滑动板将升降螺杆的旋转运动转化为直线运动,并带动直线驱动模组和负压吸取组件沿着滑柱下移,直至负压吸取组件与平面玻璃相贴合,并将平面玻璃进行吸取;随后直线驱动模组带动负压吸取组件向外侧移动,并将平面玻璃放置到托板上,从而实现了平面玻璃的上料;
26、b、本发明中,托板接到平面玻璃之后,旋转马达带动传动轴旋转,在辅助轮和皮带的配合先实现了转轴的旋转,在两个传动轮以及皮带的配合下带动第一齿轮旋转,带动第一齿轮顺时针转动,从而使得齿板向下移动,使得平面玻璃落在两个侧支撑架上,而托板与托板上的工字槽闭合;在拨动齿轮旋转的同时还会通过齿槽带动滑移门向内侧滑动,利用两个滑移门可实现对加热炉体的密封;随后利用加热器对平面玻璃进行加热,直至软化;
27、c、本发明中,软化玻璃的出料,玻璃软化之后,旋转马达反转,利用托板将玻璃托起,直至玻璃高于滑轨,此时驱动马达带动丝杆旋转,螺母座将丝杆的旋转运动转化为直线运动,带动玻璃输送架向加热炉体的正上方移动,随后旋转马达反转再次正转,托板开始下移,并将玻璃留在倾斜放置块上,完成了玻璃的交付工作,以便于玻璃的下一步动作;
28、d、本发明中,由于倾斜放置块上表面呈倾斜式设置,当驱动马达带动丝杆反向旋转,螺母座将丝杆的旋转运动转化为直线运动,带动玻璃输送架向辊式传输机处移动,直至玻璃翘起的一端与辊式传输机上的传动辊相接触,在传动辊的带动下,将玻璃传输至过渡辊组件上,以便于玻璃的压制成型;
29、e、本发明中,当玻璃输送到过渡辊上的时候,随后电机带动螺杆旋转,滑动板将螺杆的旋转运动转化为直线运动,从而使得升降滑杆沿着c型滑架向下移动,直至升降滑杆低于玻璃弧形压制架,而且玻璃留在玻璃弧形压制架上,随后下压气缸的缸杆伸出,通过c型架带动弧形压辊向下移动,并对软化的玻璃进行压制,在玻璃弧形压制架的配合下,从而实现平面玻璃被压制成u型玻璃;
30、f、本发明中,压制成型后的玻璃位于玻璃弧形压制架内,随后滑移气缸推动滑动架带动玻璃弧形压制架移动至预冷腔的上方,紧接着托举气缸将预冷腔推送至u型玻璃的下方,此时下压气缸再次伸出,使得筒式散热辊贴合在u型玻璃的上方,通入气源后,利用预冷腔和筒式散热辊能够对u型玻璃进行双面降温处理,从而提高了玻璃的冷却效率;冷却完毕后,将热弯成型的玻璃取出即可。
- 还没有人留言评论。精彩留言会获得点赞!