一种增强、耐化学腐蚀聚甲醛材料及其制备方法与流程
1.本发明涉及增强材料改性技术领域,尤其涉及一种增强、耐化学腐蚀聚甲醛材料及其制备方法。
背景技术:
2.现有技术中,公开号为cn201210246391.6,名称为玻璃纤维增强聚甲醛树脂及其制备方法的发明专利中,通过使用具有扁平形状截面的玻璃纤维增强聚甲醛,与使用圆形截面形状的玻璃纤维相比,能够提高聚甲醛的力学性能,使其具有高的刚性和韧性,同时提高聚甲醛的热变形温度,改善聚甲醛成型产品的翘曲缺陷,使其适用于制作减磨耐磨零件、传动零件、以及化工仪器仪表等零件中;公开号为cn201110172462.8,名称为一种玻纤增强聚甲醛材料及其制备方法的发明专利中,加入有相容剂、偶联剂、加工助剂,能增进pom和玻璃纤维的相容性,促进了玻璃纤维的增强效果,从而增强了制得的玻纤增强聚甲醛材料的性能;公开号为cn201210001090.7,名称为一种耐磨、增强聚甲醛合金材料及其制备方法的发明专利中,所得材料高耐磨、高强度、高耐热性(热变形温度接近熔点),而且热稳定性好,加工中无甲醛气味,该合金材料可以用来加工对耐磨性、耐热性和强度有较高要求的制品上,如棒材、板材、齿轮、轴承等,力学性能和耐热性能的测试结果表明所得产品中各种原材料分散均匀,性能稳定。
3.然而上述现有专利中均只能提高聚甲醛的力学性能和耐热性能,而无法提高甲醛的耐化学腐蚀性能及耐候性能,使用寿命较短,因此本发明提出了一种增强、耐化学腐蚀聚甲醛材料及其制备方法用于解决上述问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在使用寿命短的缺点,而提出的一种增强、耐化学腐蚀聚甲醛材料及其制备方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种增强、耐化学腐蚀聚甲醛材料,包括以下重量分数的组分,其中:聚甲醛60%~95%;玻璃纤维5%~40%;相容剂1%~3%;抗氧剂0.1%~0.5%;微交联剂0.1%~0.5%;润滑剂0.1%~0.5%。
7.一种增强、耐化学腐蚀聚甲醛材料的制备方法,包括如下步骤:
8.s1、按上述重量分数的组分将聚甲醛、相容剂、抗氧剂、微交联剂、润滑剂加入到高速混合机中高速预混;
9.s2、取s1步骤中得到的混合物从螺杆挤出机的下料口加入,同时双螺杆挤出机中段加入玻璃纤维,然后熔融挤出造粒得到聚甲醛材料成品。
10.优选的,所述s2步骤中,加工温度为170~200℃,螺杆转速为250~350r/min,挤出机的压力为10~15mpa。
11.本发明的有益效果是:
12.与现有技术相比较,本发明在pom中加入微交联剂以及玻璃纤维,从而提升了聚甲醛的强度和耐腐蚀性,从而使得pom具有类似金属的硬度、强度和钢性,在提高聚甲醛的力学性能和耐热性能的基础上,进一步的使得pom具有良好的耐疲劳性和较好的耐化学腐蚀性,延长了其使用寿命。
具体实施方式
13.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
14.实施例1:
15.本实施例的增强、耐化学腐蚀聚甲醛材料,按重量分数,由以下组分组成:聚甲醛60%;玻璃纤维5%;相容剂1%;抗氧剂0.1%;微交联剂0.1%;润滑剂0.1%。
16.一种增强、耐化学腐蚀聚甲醛材料的制备方法,包括如下步骤:
17.s1、按上述重量分数的组分将聚甲醛、相容剂、抗氧剂、微交联剂、润滑剂加入到高速混合机中高速预混;
18.s2、取s1步骤中得到的混合物从螺杆挤出机的下料口加入,同时双螺杆挤出机中段加入玻璃纤维,加工温度为170℃,螺杆转速为250r/min,挤出机的压力为10mpa,然后熔融挤出造粒得到聚甲醛材料成品一。
19.实施例2:
20.本实施例的增强、耐化学腐蚀聚甲醛材料,按重量分数,由以下组分组成:聚甲醛75%;玻璃纤维25%;相容剂2%;抗氧剂0.3%;微交联剂0.3%;润滑剂0.3%。
21.一种增强、耐化学腐蚀聚甲醛材料的制备方法,包括如下步骤:
22.s1、按上述重量分数的组分将聚甲醛、相容剂、抗氧剂、微交联剂、润滑剂加入到高速混合机中高速预混;
23.s2、取s1步骤中得到的混合物从螺杆挤出机的下料口加入,同时双螺杆挤出机中段加入玻璃纤维,加工温度为180℃,螺杆转速为300r/min,挤出机的压力为13mpa,然后熔融挤出造粒得到聚甲醛材料成品二。
24.实施例3:
25.本实施例的增强、耐化学腐蚀聚甲醛材料,按重量分数,由以下组分组成:聚甲醛95%;玻璃纤维40%;相容剂3%;抗氧剂0.5%;微交联剂0.5%;润滑剂0.5%。
26.一种增强、耐化学腐蚀聚甲醛材料的制备方法,包括如下步骤:
27.s1、按上述重量分数的组分将聚甲醛、相容剂、抗氧剂、微交联剂、润滑剂加入到高速混合机中高速预混;
28.s2、取s1步骤中得到的混合物从螺杆挤出机的下料口加入,同时双螺杆挤出机中段加入玻璃纤维,加工温度为200℃,螺杆转速为350r/min,挤出机的压力为15mpa,然后熔融挤出造粒得到聚甲醛材料成品三。
29.对比例:
30.该对比例的增强、耐化学腐蚀聚甲醛材料,按重量分数,由以下组分组成:聚甲醛95%;相容剂3%;抗氧剂0.5%;微交联剂0.5%;润滑剂0.5%。
31.一种增强、耐化学腐蚀聚甲醛材料的制备方法,包括如下步骤:
32.s1、按上述重量分数的组分将聚甲醛、相容剂、抗氧剂、微交联剂、润滑剂加入到高速混合机中高速预混;
33.s2、取s1步骤中得到的混合物从螺杆挤出机的下料口加入,加工温度为200℃,螺杆转速为350r/min,挤出机的压力为15mpa,然后熔融挤出造粒得到聚甲醛材料成品四。
34.将前述实施例1
‑
3和对比例中获得的玻纤增强聚甲醛材料,按照下述标准进行性能测试,测试数据见下表1:
35.拉伸强度按astm d
‑
638标准进行检测。试样类型为i型,样条尺寸(毫米):150(长)
×
(20
±
0.2)(端部尺寸)
×
(4
±
0.2)(厚度),拉伸速度为50毫米/分钟。
36.弯曲强度和弯曲模量按astm d
‑
790标准进行检测。试样类型为试样尺寸(毫米):(80
±
2)
×
(20
±
0.2)
×
(4
±
0.2),弯曲速度为20毫米/分钟。
37.悬臂梁缺口冲击强度按astm d
‑
256标准进行检测。试样类型为i型,样条尺寸(毫米):(80
±
2)
×
(10
±
0.2)
×
(4
±
0.2);缺口类型为a类,缺口深度为厚度的1/3。
38.热变形温度按i so 75
‑
2标准进行检测。试样类型为i型,样条尺寸(毫米):127(长)
×
(13
±
0.1)
×
(6.35
±
0.1);升温速率为120℃/h,压力位1.82mpa,设定形变量为0.21毫米。
[0039][0040]
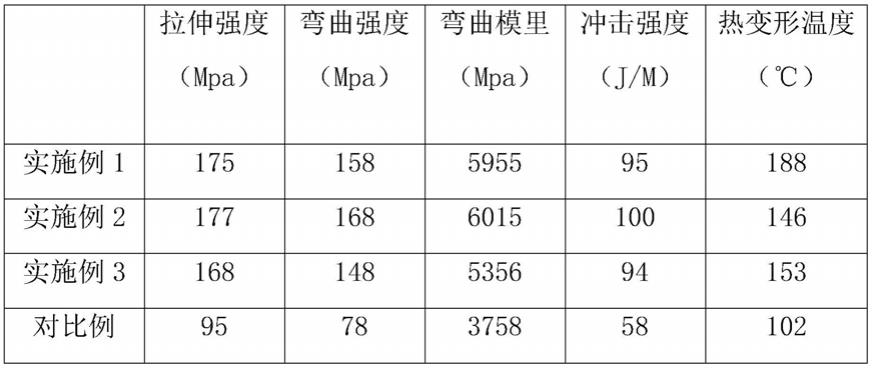
表1
[0041]
通过表1可以看出,本发明在pom中加入微交联剂以及玻璃纤维,从而提升了聚甲醛的强度和耐腐蚀性,从而使得pom具有类似金属的硬度、强度和钢性,在提高聚甲醛的力学性能和耐热性能的基础上,进一步的使得pom具有良好的耐疲劳性和较好的耐化学腐蚀性,延长了其使用寿命。
[0042]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1