一种热塑性弹性体阻燃材料、制备方法及应用
1.本发明属于合成材料技术领域,尤其涉及一种热塑性弹性体阻燃材料、制备方法及应用。
背景技术:
2.热塑性弹性体又称合成橡胶或人造橡胶,是一种在常温下能表现出橡胶的弹性,高温下能够像塑料一样加工成型的一类弹性体,是一种介于树脂和橡胶之间的新型高分子材料,常被称为“第三代橡胶”。sebs即苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物,是一种具有广泛用途的新型热塑性弹性体,聚苯乙烯(ps)作为硬段存在,而乙烯-丁烯(eb)则作为柔性链段存在,由于这两种链段的存在,使得sebs既具有柔性链段(eb)的弹性体特征,又具有硬段(ps)的热塑性特征,sebs网络的结合能非常高,因此,sebs具有较高的模量和拉伸强度。sebs是sbs通过打开双键加氢制得的,化学键更稳定,因此,对臭氧、热、紫外线等具有更好的耐受性,耐老化性能更加优异,还具有良好的溶解性、优异的电气绝缘性和共混性。此外,sebs还具有脆化温度低、密度小、可循环加工、绝缘、安全环保、触感舒适等优异的性能,发展前景非常广阔,因此被业内人士称为“橡胶黄金”。
3.sebs由于极性比较低,通常需要进行改性来提高其极性,应用最多的就是将马来酸酐(mah)接枝到sebs上,即得到sebs-g-mah,兼具橡胶和塑料的部分性能。sebs-g-mah经常作为一种有效的增韧剂和相容剂,经常用于材料的改性,以提高复合材料的韧性以及加工性能;sebs由于价格昂贵以及自身的一些性能问题,一般不会单独使用,通常会以sebs作为基体材料与其他的材料进行共混,以改善sebs本身性能的不足,降低成本并赋予复合材料新的性能。
4.通过上述分析,现有技术存在的问题及缺陷为:
5.(1)现有技术制得的热塑性弹性体阻燃材料阻燃性能、韧性差,不能满足阻燃材料的实际需求。
6.(2)现有技术制备方法工序繁琐,成本高,产率低。
技术实现要素:
7.为克服相关技术中存在的问题,本发明公开实施例提供了一种热塑性弹性体阻燃材料及其制备方法,具体涉及一种热塑性弹性体o-sebs/ppo/hips阻燃材料及其制备方法。本发明目的在于利用ppo本身具有良好的阻燃性能,hips可以改善加工性并提高强度的特点,通过ppo和hips与sebs进行共混,在保证sebs力学性能的条件下,改善了阻燃性能。
8.所述技术方案如下:一种热塑性弹性体阻燃材料,其特征在于,所述热塑性弹性体阻燃材料按质量份由o-sebs/ppo 60-80份、ahp 5-7.5份、adp 5-7.5份、mca 15-22.5份以及sebs-g-mah 4-7份组成。
9.在一个实施例中,所述o-sebs/ppo按质量比采用sebs:石蜡油:tcep:ppo:hips=(70-90):(60-80):(20-40):(10-20):(10-20)。
10.本发明的另一目的在于提供一种热塑性弹性体阻燃材料的制备方法包括以下步骤:
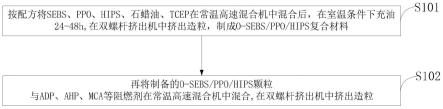
11.s1,按组分比例将sebs、ppo、hips、石蜡油、tcep在常温高速混合机中混合后,在室温条件下充油24-48h,在双螺杆挤出机中挤出造粒,制成o-sebs/ppo/hips复合材料;
12.s2,再将制备的o-sebs/ppo/hips颗粒与adp、ahp、mca等阻燃剂常温下在转速为1000rpm~1500rpm的高速混合机中混合,再在双螺杆挤出机中挤出造粒。
13.在一个实施例中,在步骤s101中,所述双螺杆挤出机是平行双螺杆挤出机。
14.在一个实施例中,在步骤s101中,平行双螺杆挤出机各段温度控制在220℃~250℃。
15.在一个实施例中,螺杆转速控制在90rpm~120rpm。
16.本发明的另一目的在于提供一对臭氧、紫外线具有耐受性、耐老化性的橡胶制品,利用所述热塑性弹性体阻燃材料制成。
17.本发明的另一目的在于提供一种具有脆化温度低、密度小、可循环加工、绝缘、安全环保、触感舒适性能的橡胶制品,利用所述热塑性弹性体阻燃材料制成。
18.结合上述的所有技术方案,本发明所具备的优点及积极效果为:
19.第一,针对上述现有技术存在的技术问题以及解决该问题的难度,紧密结合本发明的所要保护的技术方案以及研发过程中结果和数据等,详细、深刻地分析本发明技术方案如何解决的技术问题,解决问题之后带来的一些具备创造性的技术效果。具体描述如下:
20.本发明解决了sebs在充油量较高情况下阻燃效果不佳的难题,或者阻燃效果达到了,力学性能又不理想的问题。
21.本发明提供的一种热塑性弹性体o-sebs/pp0/hips阻燃材料中,sebs因本身优异的电绝缘性,因此,本发明制备的sebs阻燃材料在电线电缆行业有着广泛的应用,尤其是在制作电线电缆外表皮和护套方面,同时解决了sebs本身阻燃性差的问题,提高了应用的安全性。
22.从材料学的角度来看,sebs和hips中的ps硬段与ppo有良好的相容性,首先在保证力学性能的前提下确定了基材的比例o-sebs/ppo 60-80份、ahp 5-7.5份、adp 5-7.5份、mca 15-22.5份以及sebs-g-mah 4-7份组成。sebs和ppo加工困难,填充油和hips的加入是为了调节硬度以及提高加工流动性,之后通过实验确定了相容剂和阻燃剂的比例,在这个比例之外,材料的拉伸性能和拉断伸长率下降明显,且阻燃性能也有下降。
23.本发明在制备方法上,选择将ppo和hips与sebs一起进行充油,以期ppo和hips与sebs更好的相容,制备出o-sebs/ppo/hips基体材料,在此基础上进一步添加相容剂和阻燃剂,制备阻燃材料,相比于直接制备阻燃材料,本发明采取的方法可以让各组分更好的相容,从而使材料获得良好的性能。
24.本发明选择上述工艺参数是因为如果温度过低,可能不能熔融充分;温度过高可能带来降解,从而引起性能降低。而转速过低,剪切力不足以保证组分充分混容,反之会引起分子链断链,出现熔体破裂,甚至带来性能下降。而挤出机的各段温度控制在220℃~250℃,确保能够熔融完全,螺杆转速控制在90rpm~120rpm,可以保证组分充分共混,物料分散均匀,从而使制备出的材料具有良好的力学和阻燃性能,避免了因加工参数不合适带来的鲨鱼纹等表面质量问题,从而影响材料的使用和性能。
25.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料采用了石蜡油与sebs进行共混,以改善sebs的加工性能,并且加入了少量本身具有阻燃性能的ppo材料,改善阻燃性能的同时,提高了材料的综合性能;还加入hips改善加工流动性,adp、ahp、mca起到阻燃的作用;本发明的上述组分,相互影响,协同作用,制备得到的阻燃材料具有优良的阻燃性能和力学性能。
26.本发明制备的阻燃材料,极限氧指数达到32,垂直燃烧达到v-0级别,拉伸强度达到11.0mpa,拉断伸长率达到606%,邵尔a硬度达到69a;本发明制备的o-sebs/pp0/hips阻燃材料具有优良的阻燃性,达到了难燃材料的级别,并且具备优良的综合力学性能,同时也是一种热塑性弹性体材料,是一种环境友好材料。
27.第二,把技术方案看作一个整体或者从产品的角度,本发明所要保护的技术方案具备的技术效果和优点,具体描述如下:
28.所述阻燃材料的组分包括:o-sebs/ppo部分包括sebs:石蜡油:tcep:ppo:hips=(70-90):(60-80):(20-40):(10-20):(10-20)。o-sebs/ppo 60-80份、ahp 5-7.5份、adp 5-7.5份、mca 15-22.5份以及sebs-g-mah 4-7份。阻燃材料的制备方法为:按配方将sebs、ppo、hips、石蜡油和tcep在常温高速混合机中混合后,在室温条件下充油24-48h,在双螺杆挤出机中挤出造粒,制成o-sebs/ppo/hips复合材料;再将制备的o-sebs/ppo/hips颗粒与adp、ahp、mca等阻燃剂在常温高速混合机中混合,在双螺杆挤出机中挤出造粒,制得o-sebs/ppo/hips热塑性弹性体阻燃材料。该阻燃材料阻燃性能有较大提高,同时具有较高的韧性,满足阻燃材料的性能要求。
29.第三,作为本发明的权利要求的创造性辅助证据,还体现在以下几个重要方面:
30.(1)本发明的技术方案转化后的预期收益和商业价值为:本发明实施后可在电缆绝缘或护套上推广应用,在充电桩、家用电器、汽车和电子产品使用,技术方案转化后预期收益1000万元,每年可产生的商业价值3~5亿。
31.(2)本发明的技术方案填补了国内外业内技术空白:本发明的技术方案填补了国内技术空白。
32.(3)本发明的技术方案是否解决了人们一直渴望解决、但始终未能获得成功的技术难题:市场上有替代品,tpu阻燃弹性体。
附图说明
33.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
34.图1是本发明实施例提供的热塑性弹性体阻燃材料的制备方法流程图;
35.图2是本发明实施例提供的热塑性弹性体阻燃材料的制备方法工艺原理图。
具体实施方式
36.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其他方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
37.本发明实施例中应用的相关设备:选择sebs,牌号6151,选用台橡股份有限公司;pp0,牌号lxr 35,南通星辰合成材料有限公司;hips,德国巴斯夫公司;石蜡油,市售;tcep,yt5011,济南金盈泰化工有限公司;ahp,青岛欧普瑞新材料有限公司;adp,青岛欧普瑞新材料有限公司;mca,青岛欧普瑞新材料有限公司;sebs-g-mah,8803,华创塑化。
38.一、解释说明实施例:
39.本发明实施例提供的热塑性弹性体阻燃材料,按质量份计,其原料组分包括::o-sebs/ppo 60-80份(包括sebs:石蜡油:tcep:ppo:hips=(70-90):(60-80):(20-40):(10-20):(10-20))、o-sebs/ppo 60-80份、ahp 5-7.5份、adp 5-7.5份、mca 15-22.5份以及sebs-g-mah 4-7份。
40.如图1所示,本发明实施例提供一种热塑性弹性体阻燃材料的制备方法,包括以下步骤:
41.s101,按配方将sebs、ppo、hips、石蜡油、tcep在常温高速混合机中混合后,在室温条件下充油24-48h,在双螺杆挤出机中挤出造粒,制成o-sebs/ppo/hips复合材料;
42.s102,再将制备的o-sebs/ppo/hips颗粒与adp、ahp、mca等阻燃剂在常温高速混合机中混合,在双螺杆挤出机中挤出造粒。
43.作为一优选实施例中,步骤s101中,所述热塑性弹性体o-sebs/ppo/hips阻燃材料的制备过程中,所述双螺杆挤出机是平行双螺杆挤出机。
44.作为一优选实施例中,步骤s101中,平行双螺杆挤出机各段温度控制在220℃~250℃。温度控制在220℃~250℃能够熔融完全,温度过低,不能熔融充分;温度过高带来降解,从而引起性能降低。
45.作为一优选实施例中,步骤s101中,螺杆转速控制在90rpm~120rpm。转速过低,剪切力不足以保证组分充分混容,反之会引起分子链断链,出现熔体破裂,甚至带来性能下降。
46.实施例1
47.以热塑性弹性体o-sebs/pp0/hips阻燃材料为例,
48.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料按质量份由以下组分组成:
49.o-sebs/ppo/hips 80份(sebs/石蜡油/tcep/ppo/hips=100/35/35/15/15);
50.adp 5份;
51.mca 15份;
52.sebs-g-mah 6份。
53.其中,adp与mca按配方为1:3质量比例称取;
54.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料的制备方法包括:
55.按配方称取物料在常温高速混合机中混合均匀后在平行双螺杆挤出机中挤出造粒,挤出机各段温度1段220℃,2段240℃,3段245℃,4段250℃,机头245℃,螺杆转速选用100rpm;
56.阻燃材料的极限氧指数达到27,垂直燃烧达到v-1级别,拉伸强度达到11.0mpa,拉断伸长率达到496%,邵尔a硬度达到67。
57.实施例2
58.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料按质量份由以下组分组成:
59.o-sebs/ppo/hips 70份(sebs/石蜡油/tcep/ppo/hips=100/35/35/15/15);
60.adp 7.5份;
61.mca 22.5份;
62.sebs-g-mah 6份;
63.其中,adp与mca按配方为1:3质量比例称取;
64.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料制备的制备方法包括:
65.按配方称取物料在常温高速混合机中混合均匀后在平行双螺杆挤出机中挤出造粒,挤出机各段温度1段220℃,2段240℃,3段245℃,4段250℃,机头245℃,螺杆转速选用100rpm;
66.阻燃材料的极限氧指数达到29,垂直燃烧达到v-0级别,拉伸强度达到8.80mpa,拉断伸长率达到525%,邵尔a硬度达到69。
67.实施例3
68.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料按质量份由以下组分组成:
69.o-sebs/ppo/hips 60份(sebs/石蜡油/tcep/ppo/hips=100/35/35/15/15);
70.ahp 7.5份;
71.mca 22.5份;
72.sebs-g-mah 6份;
73.其中,ahp与mca按配方为1:3质量比例称取;
74.本发明实施例提供的热塑性弹性体o-sebs/ppo/hips阻燃材料的制备方法包括:
75.按配方称取物料在常温高速混合机中混合均匀后在平行双螺杆挤出机中挤出造粒,挤出机各段温度1段220℃,2段240℃,3段245℃,4段250℃,机头245℃,螺杆转速选用100rpm;
76.阻燃材料的极限氧指数达到32,垂直燃烧达到v-0级别,拉伸强度达到9.73mpa,拉断伸长率达到606%,邵尔a硬度达到65。
77.对比例1
78.一种o-sebs/ppo/hips材料按质量比由以下组分组成:
79.o-sebs/ppo/hips 100份(sebs/石蜡油/tcep/ppo/hips=100/35/35/15/15);
80.一种o-sebs/ppo/hips阻燃材料的制备方法包括:
81.按配方称取物料在常温高速混合机中混合均匀后在平行双螺杆挤出机中挤出造粒,挤出机各段温度1段220℃,2段240℃,3段245℃,4段250℃,机头245℃,螺杆转速选用100rpm;
82.材料的极限氧指数达到22,垂直燃烧无级别,拉伸强度达到12.6mpa,拉断伸长率达到678%,邵尔a硬度达到58。
83.对比例2
84.一种o-sebs/ppo/hips材料按质量比由以下组分制成::
85.o-sebs/ppo/hips 60份(sebs/石蜡油/tcep/ppo/hips=100/35/35/15/15);
86.adp 10份;
87.mca 130份;
88.sebs-g-mah 6份;
89.一种o-sebs/ppo/hips阻燃材料的制备方法包括:按配方称取物料在常温高速混合机中混合均匀后在平行双螺杆挤出机中挤出造粒,挤出机各段温度1段220℃,2段240℃,3段245℃,4段250℃,机头245℃,螺杆转速选用100rpm;
90.材料的极限氧指数达到28,垂直燃烧达到v-1,拉伸强度达到7.89mpa,拉断伸长率达到520%,邵尔a硬度达到72。
91.经过上述本发明实施例的制备的阻燃材料和对比例1的阻燃材料比对,实施例制备的阻燃材料的极限氧指数提高了45%左右,垂直燃烧达到v-0级别,本发明制备的阻燃材料在保证了优良的拉伸强度和拉断伸长率的情况下,其极限氧指数和垂直燃烧级别相对对比例1-2均具有明显的优势。
92.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述或记载的部分,可以参见其它实施例的相关描述。
93.三、实施例相关效果的证据:
94.实验表明
95.本发明实施例制备的阻燃材料,极限氧指数达到32,垂直燃烧达到v-0级别,拉伸强度达到11.01mpa,拉断伸长率达到606%,邵尔a硬度达到69a,同时具备了优良的韧性和强度;本发明制备的o-sebs/ppo/hips阻燃材料具有优良的阻燃性,达到了难燃材料的级别,并且具备优良的综合力学性能,同时也是一种热塑性弹性体材料,是一种环境友好材料。
96.以上所述,仅为本发明较优的具体的实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1