一种聚磷腈橡胶与金属粘接用胶粘剂、制备方法及应用与流程
1.本发明涉及热硫化胶粘剂,具体涉及一种聚磷腈橡胶与金属粘接用胶粘剂、制备方法及应用。
背景技术:
2.聚磷腈橡胶具有高氧指数、低热导率、低发烟量、耐烧蚀、抗燃气冲刷等优异性能,其与金属的粘接复合制件广泛应用于固体火箭发动机装药领域。采用热硫化粘接工艺使金属与聚磷腈橡胶在橡胶硫化过程中形成硫化制件,能够有效提升两者之间的粘接强度,尤其是对于复杂及难成型制件。然而,聚磷腈属于无机/有机杂化橡胶,其分子结构中极性化学基团含量低、表面活性差,与金属的粘接性能较差。目前,市场上国外品牌的胶粘剂,如开姆洛克、汉高、西邦等,以及国内众多品牌尚无适用于聚磷腈橡胶与金属粘接的专用胶粘剂,现有的适用于天然橡胶/金属、三元乙丙橡胶/金属、丁腈橡胶/金属等粘接体系的胶粘剂产品难以实现聚磷腈橡胶与金属的高强度粘接,不能满足应用需求。因此,研制适用于聚磷腈橡胶与金属粘接的胶粘剂势在必行。
3.从橡胶与金属粘接工艺角度分析,现有的粘接工艺主要包括为冷粘接与热硫化粘接两种,主要区别在于所粘接的橡胶是硫化橡胶还是混炼橡胶。热硫化粘接工艺,即将未硫化的混炼胶与金属通过单涂型或双涂型胶粘剂贴合在硫化条件(温度、压力、时间)下进行,使橡胶在硫化的过程中与金属产生一定的键合作用形成粘接件。冷粘接对于一些性状简单的制件可以操作简单,节约资源,但对于形状复杂及粘接性能要求较高的制品使用冷粘接工艺并不适合,会造成制品粘接强度低及使用寿命短等问题。因此,目前固体火箭发动机绝热层制造领域主要采用热硫化粘接工艺。然而,现阶段针对聚磷腈与金属的粘接,尤其是聚磷腈与金属的热硫化粘接尚缺乏性能可靠的胶粘剂。
技术实现要素:
4.本发明的目的是提供一种聚磷腈橡胶与金属粘接用胶粘剂、制备方法及应用。以本发明所制备的双涂型胶粘剂所粘接的金属与聚磷腈绝热层的粘接强度明显高于开姆洛克底涂胶chemlok@205和面涂胶chemlok@220组成的双涂型胶粘剂,能够满足固体火箭发动机对壳体/绝热层界面粘接可靠性的技术需求。
5.本发明的技术解决方案是:
6.一种聚磷腈橡胶与金属粘接用双涂型胶粘剂,由底涂胶和面涂胶组成,所述的底涂胶的质量百分组成为:
7.底涂胶由基体橡胶5.11%~6.50%、氯化橡胶5.16%~6.39%、增粘树脂3.30%~5.80%、补强填料3.80%~5.00%、交联剂0.09%~0.11%、金属氧化物0.50%~0.54%、偶联剂0.63%~0.67%、余量为溶剂75.75%~80.56%;
8.所述的面涂胶的质量百分组成为:
9.面涂胶由基体橡胶5.27%~5.84%、氯化橡胶1.06%~1.71%、增粘树脂4.79%
~6.53%、补强填料1.55%~1.60%、硫化剂0.07%~0.08%、硫化促进剂0.12%~0.13%、金属氧化物0.25%~0.26%、偶联剂0.51%~0.52%、余量为溶剂83.46%~85.60%。
10.可选的,质量百分组成为:
11.底涂胶由聚磷腈橡胶5.12%、氯磺化聚乙烯6.39%、甲阶酚醛树脂5.12%、e51环氧树脂0.65%、气相法白炭黑1.59%、n330炭黑3.17%、过氧化二异丙苯0.03%、硫磺0.06%、氧化镁0.51%、γ-氨丙基三乙氧基硅烷0.64%、二甲苯61.37%和甲基异丁基酮15.35%组成;
12.面涂胶由聚磷腈橡胶5.32%、氯化橡胶1.06%、甲阶酚醛树脂5.09%、e51环氧树脂0.52%、气相法白炭黑1.59%、过氧化二异丙苯0.03%、硫磺0.05%、促进剂d0.11%、促进剂m0.02%、氧化镁0.26%、γ-氨丙基三乙氧基硅烷0.51%、二甲苯68.35%和乙醇17.09%组成。
13.可选的,质量百分组成为:
14.底涂胶配方组成如下:聚磷腈橡胶6.32%、氯丁橡胶3.16%、氯磺化聚乙烯3.16%、甲阶酚醛树脂5.05%、e51环氧树脂0.63%、气相法白炭黑1.58%、n330炭黑3.13%、过氧化二异丙苯0.03、硫磺0.06%、氧化镁0.3%、氧化锌0.2%、γ-氨丙基三乙氧基硅烷0.63%、二甲苯60.6%和甲基异丁基酮15.15%;
15.面涂胶配方组成如下:聚磷腈橡胶5.29%、氯丙橡胶1.37%、甲阶酚醛树脂5.11%、e51环氧树脂0.51%、气相法白炭黑1.59%、过氧化二异丙苯0.03%、硫磺0.05%、促进剂d0.1%、促进剂m0.03%、氧化镁0.26%、γ-3-缩水甘油醚氧基丙基三甲氧基硅烷0.51%、二甲苯68.12%和乙醇17.03%。
16.可选的,质量百分组成为:
17.底涂胶配方组成如下:聚磷腈橡胶5.32%、氯丙橡胶2.25%、氯丁橡胶3.27%、甲阶酚醛树脂2.66%、e51环氧树脂0.66%、气相法白炭黑1.66%、n330炭黑3.29%、过氧化二异丙苯0.03%、硫磺0.06%、氧化镁0.25%、氧化锌0.25%、γ-3-缩水甘油醚氧基丙基三甲氧基硅烷0.66%、二甲苯63.72%和乙醇5.92%;
18.面涂胶配方组成如下:聚磷腈橡胶5.28、氯丁橡胶1.70、甲阶酚醛树脂5.11、e51环氧树脂0.52、气相法白炭黑1.57、过氧化二异丙苯0.02、硫磺0.05、促进剂d 0.1、促进剂cz0.03、氧化锌0.26、γ-氨丙基三乙氧基硅烷0.5、二甲苯67.89、甲基异丁基酮16.97。
19.可选的,质量百分组成为:
20.底涂胶配方组成如下:聚磷腈橡胶5.38%、氯丙橡胶2.68%、氯磺化聚乙烯2.69%、甲阶酚醛树脂2.68%、e51环氧树脂0.67%、气相法白炭黑2.68%、n330炭黑1.35%、过氧化二异丙苯0.03%、硫磺0.06%、氧化锌0.54%、γ-3-缩水甘油醚氧基丙基三甲氧基硅烷0.67%、二甲苯64.45%、乙醇16.12%;
21.面涂胶配方组成如下:聚磷腈橡胶5.28%、氯丁橡胶0.85%、氯磺化聚乙烯0.85%、甲阶酚醛树脂5.11%、e51环氧树脂0.52%、气相法白炭黑1.57%、过氧化二异丙苯0.02%、硫磺0.05%、促进剂d0.1%、促进剂cz0.03%、氧化锌0.26%、γ-甲基丙烯酰氧基丙基三甲氧基硅烷0.5%、二甲苯67.89%和甲基异丁基酮16.97%。
22.可选的,质量百分组成为:
23.底涂胶配方组成如下:聚磷腈橡胶6.47%、氯化天然橡胶5.16%、甲阶酚醛树脂5.16%、e51环氧树脂0.65%、气相法白炭黑1.29%、n330炭黑2.58%、过氧化二异丙苯0.03%、硫磺0.06%、氧化锌0.52%、γ-氨丙基三乙氧基硅烷0.64%、二甲苯61.95%、乙醇15.49%;
24.面涂胶配方组成如下:聚磷腈橡胶5.52%、氯化天然橡胶0.84%、氯磺化聚乙烯0.85%、甲阶酚醛树脂5.86%、e51环氧树脂0.67%、气相法白炭黑1.56%、过氧化二异丙苯0.02%、硫磺0.05%、促进剂d0.10%、促进剂cz0.03%、氧化锌0.26%、γ-氨丙基三乙氧基硅烷0.5%、二甲苯66.99%、甲基异丁基酮16.75%。
25.可选的,质量百分组成为:
26.底涂胶配方组成如下:聚磷腈橡胶6.37%、氯化天然橡胶2.12%、氯磺化聚乙烯4.24%、甲阶酚醛树脂5.09%、e51环氧树脂0.65%、气相法白炭黑1.27%、n330炭黑2.55%、过氧化二异丙苯0.03%、硫磺0.06%、氧化镁0.51%、γ-甲基丙烯酰氧基丙基三甲氧基硅烷0.64%、二甲苯61.18%、乙醇15.29%;
27.面涂胶配方组成如下:聚磷腈橡胶5.84%、氯化天然橡胶1.68%、甲阶酚醛树脂5.85%、e51环氧树脂0.67%、气相法白炭黑1.55%、过氧化二异丙苯0.02%、硫磺0.05%、促进剂d0.1%、促进剂cz0.02%、氧化锌0.26%、γ-甲基丙烯酰氧基丙基三甲氧基硅烷0.5%、二甲苯66.77%和乙醇16.69%。
28.本发明任一所述的聚磷腈橡胶与金属粘接用双涂型胶粘剂的制备方法,其特征在于,所述的面涂胶的制备包括以下步骤:
29.(1)将基体橡胶与氯化橡胶按比例混合,在50~60℃密炼60~80min;
30.(2)将密炼好的橡胶混合物取出,按照质量百分数配比依次加入补强填料、硫化剂、硫化促进剂和金属氧化物,制备得到混炼胶;
31.(3)在制备好的混炼胶中按比例加入增粘树脂、偶联剂和溶剂,搅拌后得到混合胶液;
32.(4)制备好的混合胶液研磨后得到面涂胶液;
33.所述的底涂胶的制备方法与面涂胶的制备方法相同,区别为(2)中按照质量百分数配比依次加入补强填料、交联剂和金属氧化物。
34.本发明任一所述的聚磷腈橡胶与金属粘接用双涂型胶粘剂用于粘接聚磷腈橡胶与金属的应用。
35.可选的,所述的双涂型胶粘剂用于粘接聚磷腈橡胶与金属,聚磷腈橡胶与金属粘接件的制备包括以下步骤:
36.(1)将金属片表面进行喷砂处理,洗净晾干;
37.(2)在晾干的金属表面涂覆所述的底涂胶,40℃下烘置40~50min;
38.(3)在(2)中的已涂覆底涂胶的金属表面再涂覆所述的面涂胶,并在40℃下烘置40~50min;
39.(4)将(3)中的金属片与聚磷腈混炼胶贴合,然后放入硫化模具中,硫化成型温度为150~165℃,硫化压力为10~12mpa,硫化时间为40~60min,进行粘接件的热硫化成型。
40.本发明与现有技术相比具有如下有益效果:
41.以本发明所制备的双涂型胶粘剂所粘接的金属与聚磷腈橡胶的粘接强度为2.4~
2.8mpa,而由市售开姆洛克底涂胶chemlok@205和面涂胶chemlok@220组成的双涂型胶粘剂所粘接的金属与聚磷腈橡胶的粘接强度为1.2~1.4mpa。本发明所制备的双涂型胶粘剂能够满足固体火箭发动机对壳体/绝热层界面粘接可靠性的技术需求。
具体实施方式
42.下面结合实施例进一步对本发明作详细说明。
43.促进剂d:二苯胍;
44.促进剂m:2-巯基苯并噻唑;
45.促进剂cz:n-环己基-2-苯并噻唑次磺酰胺;
46.本发明的聚磷腈橡胶与金属热硫化粘接用双涂型胶粘剂由底涂胶和面涂胶组成,底涂胶由以下质量百分数的原料制备而成:基体橡胶5.11%~6.50%、氯化橡胶5.16%~6.39%、增粘树脂3.30%~5.80%、补强填料3.80%~5.00%、交联剂0.09%~0.11%、金属氧化物0.50%~0.54%、偶联剂0.63%~0.67%、余量为溶剂75.75%~80.56%,所述底涂胶的固含量控制在20%~25%之间;面涂胶由以下质量百分数的原料制备而成:基体橡胶5.27%~5.84%、氯化橡胶1.06%~1.71%、增粘树脂4.79%~6.53%、补强填料1.55%~1.60%、硫化剂0.07%~0.08%、硫化促进剂0.12%~0.13%、金属氧化物0.25%~0.26%、偶联剂0.51%~0.52%、余量为溶剂83.46%~85.60%。
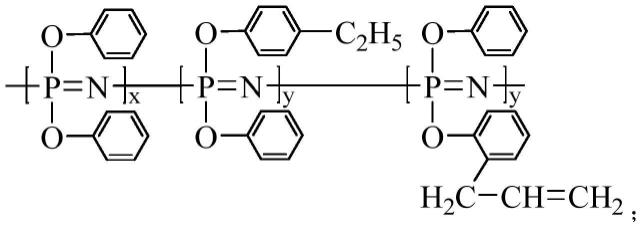
47.底涂胶的基体橡胶为苯氧基、对乙基苯氧基和2-烯丙基苯氧基混合取代的聚磷腈,数均分子量为50000~100000,其结构式如下:
[0048][0049]
底涂胶的氯化橡胶为氯化天然橡胶、氯丁橡胶、氯磺化聚乙烯、氯丙橡胶,优选氯磺化聚乙烯、氯丁橡胶、氯丙橡胶中的一种或几种的混合物;
[0050]
底涂胶的增粘树脂为环氧树脂和酚醛树脂的混合物,优选双酚a型环氧树脂e51与甲阶酚醛树脂的混合物;
[0051]
底涂胶的补强填料为白炭黑、炭黑,优选气相法白炭黑、高补强炭黑n330中的一种或两种的混合物;
[0052]
底涂胶的交联剂为过氧化物、硫磺,优选过氧化二异丙苯或过氧化苯甲酰与硫磺的混合物;
[0053]
底涂胶的金属氧化物为氧化锌、氧化镁、二氧化钛,优选氧化锌与氧化镁中的一种或几种的混合物;
[0054]
底涂胶的偶联剂为γ-氨丙基三乙氧基硅烷、γ-3-缩水甘油醚氧基丙基三甲氧基硅烷、γ-甲基丙烯酰氧基丙基三甲氧基硅烷、3-巯丙基三乙氧基硅烷和乙烯基三乙氧基硅烷中的一种或几种的混合物;
[0055]
底涂胶的溶剂为二甲苯、乙醇、甲基异丁基酮的混合溶液。
[0056]
面涂胶与底涂胶含有同类成分的物质相同,另外,面涂胶的硫化剂为过氧化物、硫磺,优选过氧化二异丙苯或过氧化苯甲酰与硫磺的混合物;面涂胶的硫化促进剂为醛胺类促进剂、胍类促进剂、秋兰姆类促进剂、噻唑类促进剂、次磺酰胺类促进剂,优选胍类促进剂d、噻唑类促进剂m、次磺酰胺类促进剂cz中的一种或两种以上的混合物;
[0057]
本发明还提供上述的聚磷腈橡胶与金属热硫化粘接用双涂型胶粘剂的制备方法,底涂胶的制备包括以下步骤:(1)将基体橡胶与氯化橡胶按比例混合,在50~60℃密炼60~80min,以使二者混合均匀;(2)将密炼好的橡胶混合物取出,在开炼机上按照质量百分数配比依次加入补强填料、交联剂和金属氧化物,制备得到混炼胶;(3)将制备好的混炼胶剪成小块,按比例加入增粘树脂、偶联剂和溶剂,搅拌30min后得到混合胶液;(4)将制备好的混合胶液通过球磨机研磨2~3h,得到底涂胶液,即为聚磷腈橡胶与金属热硫化粘接用双涂型胶粘剂底涂胶。
[0058]
面涂胶的制备包括以下步骤:(1)将基体橡胶与氯化橡胶按比例混合,在50~60℃密炼60~80min,以使二者混合均匀;(2)将密炼好的橡胶混合物取出,在开炼机上按照质量百分数配比依次加入补强填料、硫化剂、硫化促进剂和金属氧化物,制备得到混炼胶;(3)将制备好的混炼胶剪成小块,按比例加入增粘树脂、偶联剂和溶剂,搅拌30min后得到混合胶液;(4)将制备好的混合胶液通过球磨机研磨2~3h,得到面涂胶液,即为聚磷腈橡胶与金属热硫化粘接用双涂型胶粘剂面涂胶。
[0059]
聚磷腈橡胶与金属粘接件的制备包括以下步骤:
[0060]
(1)将金属片表面进行喷砂处理,并用丙酮清洗干净,室温晾干;
[0061]
(2)在晾干的金属表面涂覆底涂胶,并在40℃下烘箱中晾置40~50min;
[0062]
(3)在(2)中的已涂覆底涂胶的金属表面再涂覆制备的面涂胶,并在40℃下烘箱中晾置40~50min;
[0063]
(4)将(3)中的金属片与聚磷腈混炼胶贴合,然后放入硫化模具中,硫化成型温度为150~165℃,硫化压力为10~12mpa,硫化时间为40~60min,进行粘接件的热硫化成型。
[0064]
进一步的,步骤(1)中所用的金属片为铝片、45#钢片、高锰钢或冷轧钢;步骤(4)硫化前预热硫化模具20min以上。
[0065]
制备好的粘接件按照《gb/t 13936-2014硫化橡胶与金属粘接拉伸剪切强度测定方法》进行聚磷腈橡胶与金属的拉伸剪切粘接强度测试。
[0066]
以下是给出的实施例,需要说明的是,这些实施例是较优的例子,主要用于理解本发明,但本发明不限于这些实施例。
[0067]
对比例1:
[0068]
本对比例采用开姆洛克底涂胶chemlok@205和面涂胶chemlok@220组成的双涂型胶粘剂,粘接的聚磷腈橡胶与金属(45#钢)的粘接强度为1.2~1.4mpa。
[0069]
实施例1:
[0070]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0071]
底涂胶配方组成(质量百分数%)如下:
[0072]
组分含量/wt.%聚磷腈橡胶5.12氯磺化聚乙烯6.39
甲阶酚醛树脂5.12e51环氧树脂0.65气相法白炭黑1.59n330炭黑3.17过氧化二异丙苯0.03硫磺0.06氧化镁0.51γ-氨丙基三乙氧基硅烷0.64二甲苯61.37甲基异丁基酮15.35
[0073]
面涂胶配方组成(质量百分数%)如下:
[0074][0075][0076]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.8mpa。
[0077]
实施例2:
[0078]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0079]
底涂胶配方组成(质量百分数%)如下:
[0080]
组分含量/wt.%聚磷腈橡胶6.32氯丁橡胶3.16氯磺化聚乙烯3.16甲阶酚醛树脂5.05
e51环氧树脂0.63气相法白炭黑1.58n330炭黑3.13过氧化二异丙苯0.03硫磺0.06氧化镁0.3氧化锌0.2γ-氨丙基三乙氧基硅烷0.63二甲苯60.6甲基异丁基酮15.15
[0081]
面涂胶配方组成(质量百分数%)如下:
[0082]
组分含量/wt.%聚磷腈橡胶5.29氯丙橡胶1.37甲阶酚醛树脂5.11e51环氧树脂0.51气相法白炭黑1.59过氧化二异丙苯0.03硫磺0.05促进剂d0.1促进剂m0.03氧化镁0.26γ-3-缩水甘油醚氧基丙基三甲氧基硅烷0.51二甲苯68.12乙醇17.03
[0083]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.4mpa。
[0084]
实施例3:
[0085]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0086]
底涂胶配方组成(质量百分数%)如下:
[0087]
组分含量/wt.%聚磷腈橡胶5.32氯丙橡胶2.25氯丁橡胶3.27甲阶酚醛树脂2.66e51环氧树脂0.66气相法白炭黑1.66n330炭黑3.29过氧化二异丙苯0.03硫磺0.06
氧化镁0.25
[0088][0089]
面涂胶配方组成(质量百分数%)如下:
[0090]
组分含量/wt.%聚磷腈橡胶5.28氯丁橡胶1.70甲阶酚醛树脂5.11e51环氧树脂0.52气相法白炭黑1.57过氧化二异丙苯0.02硫磺0.05促进剂d0.1促进剂cz0.03氧化锌0.26γ-氨丙基三乙氧基硅烷0.5二甲苯67.89甲基异丁基酮16.97
[0091]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.6mpa。
[0092]
实施例4:
[0093]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0094]
底涂胶配方组成(质量百分数%)如下:
[0095]
[0096][0097]
面涂胶配方组成(质量百分数%)如下:
[0098]
组分含量/wt.%聚磷腈橡胶5.28氯丁橡胶0.85氯磺化聚乙烯0.85甲阶酚醛树脂5.11e51环氧树脂0.52气相法白炭黑1.57过氧化二异丙苯0.02硫磺0.05促进剂d0.1促进剂cz0.03氧化锌0.26γ-甲基丙烯酰氧基丙基三甲氧基硅烷0.5二甲苯67.89甲基异丁基酮16.97
[0099]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.5mpa。
[0100]
实施例5:
[0101]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0102]
底涂胶配方组成(质量百分数%)如下:
[0103]
[0104][0105]
面涂胶配方组成(质量百分数%)如下:
[0106]
组分含量/wt.%聚磷腈橡胶5.52氯化天然橡胶0.84氯磺化聚乙烯0.85甲阶酚醛树脂5.86e51环氧树脂0.67气相法白炭黑1.56过氧化二异丙苯0.02硫磺0.05促进剂d0.10促进剂cz0.03氧化锌0.26γ-氨丙基三乙氧基硅烷0.5二甲苯66.99甲基异丁基酮16.75
[0107]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.7mpa。
[0108]
实施例6:
[0109]
本实施例参照如下胶粘剂配方组成(质量百分数%)实施:
[0110]
底涂胶配方组成(质量百分数%)如下:
[0111]
组分含量/wt.%聚磷腈橡胶6.37氯化天然橡胶2.12
氯磺化聚乙烯4.24甲阶酚醛树脂5.09e51环氧树脂0.65气相法白炭黑1.27n330炭黑2.55过氧化二异丙苯0.03硫磺0.06氧化镁0.51γ-甲基丙烯酰氧基丙基三甲氧基硅烷0.64二甲苯61.18乙醇15.29
[0112]
面涂胶配方组成(质量百分数%)如下:
[0113][0114][0115]
聚磷腈橡胶与金属(45#钢)的粘接强度为2.6mpa。
[0116]
以上详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
[0117]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
[0118]
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本
公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1