一种机身复合材料原位修复装置的制作方法
1.本发明涉及复合材料修复设备技术领域,具体涉及一种机身复合材料原位修复装置。
背景技术:
2.复合材料广泛应用于航空器、航天器、船舶等大型交通设备中。由于材料的特性,复合材料结构的成型制造、胶接组装、维护修理等工艺操作往往需要在加温加压的环境下进行固化。
3.中国专利cn201810076536.x公开了一种可用于外场原位使用的复合材料加温加压固化装置,包括支撑装置、壳体、加压装置和加热装置,加压装置由加压泵、活塞、加压筒、液体、气囊组成,加压筒的下部为气囊,整个加压筒与气囊形成封闭结构,其内部空间充满液体,加热装置由加热电偶和温控箱组成,温控箱控制加热电偶对加压筒内的液体加热,将温度通过液体传递至气囊,再传递至复合材料待固化区域。
4.上述发明电机、连杆机构、活塞缸、活塞筒集成在一起,重量不轻,不便于操作和方便使用,而且只能对平板部件进行修复,但是机身的不同位置存在许多的异形部件,上述发明无法进行支撑固定,没法进行修复工作,适用范围窄。。
技术实现要素:
5.针对现有技术中的缺陷,本发明提供一种机身复合材料原位修复装置,适用于不同异形部件的修复工作,适用范围广。
6.为达到上述目的,本发明采用如下的技术方案:
7.一种机身复合材料原位修复装置,包括执行部,所述执行部包括固定盘、支撑板、固定管、球形接头和真空吸盘;
8.所述固定盘的外壁设置所述支撑板,所述支撑板设置有若干,且所述支撑板沿所述固定盘环绕阵列设置;
9.固定管的一端贯穿所述支撑板,且所述固定管的端部设置真空接头;
10.所述固定管的另一端设置所述球形接头,所述球形接头的下部设置所述真空吸盘;
11.所述固定盘的底部设置放置槽,所述固定盘的下部设置所述气囊,且所述气囊与所述放置槽贯通设置;所述气囊的下部对应设置气囊压盘;
12.所述固定盘的上部设置加压接管,且所述加压接管与所述放置槽贯通设置。
13.作为一种改进的技术方案,所述固定管的外壁设置调节垫片,所述调节垫片设置分别对应设置于所述支撑板的两相对侧边。
14.作为一种改进的技术方案,所述气囊的下部对应设置电加热垫,所述电加热垫的设置隔离膜。
15.作为一种改进的技术方案,所述固定盘的上部设置提手。
16.作为一种改进的技术方案,所述执行部的外部设置放置车,所述放置车内依次设置抽真空单元和加压单元,所述抽真空单元与所述真空接头连接设置;
17.所述加压单元与所述加压接管连接设置。
18.作为一种改进的技术方案,所述加压单元包括空气压缩机和连接软管,所述连接软管的两端分别连接所述加压接管和所述空气压缩机;所述空气压缩机的上部设置调节减压阀。
19.作为一种改进的技术方案,所述抽真空单元的后端设置电缆绞盘,所述电缆绞盘的外壁缠绕设置外部电源线。
20.作为一种改进的技术方案,所述放置车的内部设置放置平板,所述放置平板的上部设置防护垫,所述防护垫的上部设置对应所述执行部。
21.由于采用以上技术方案,本发明具有以下有益效果:
22.本发明提供一种机身复合材料原位修复装置,包括执行部,所述执行部包括固定盘、支撑板、固定管、球形接头和真空吸盘;所述固定盘的外壁设置所述支撑板,且所述支撑板沿所述固定盘环绕阵列设置;固定管的一端贯穿所述支撑板,且所述固定管的端部设置真空接头;所述固定管的另一端设置所述球形接头,所述球形接头的下部设置所述真空吸盘;所述固定盘的底部设置放置槽,所述固定盘的下部设置所述气囊,且所述气囊与所述放置槽贯通设置;所述气囊的下部对应设置气囊压盘;所述固定盘的上部设置加压接管,且所述加压接管与所述放置槽贯通设置;基于以上机构,结构简单且操作方便,适用于不同异形部件的修复工作,适用范围广。
23.本发明中,所述固定管的外壁设置调节垫片,所述调节垫片设置分别对应设置于所述支撑板的两相对侧边;基于以上机构,便于根据实际的需求调节高度。
24.本发明中,所述气囊的下部对应设置电加热垫,所述电加热垫的设置隔离膜;基于以上机构,利于进行加温且安全性好。
25.本发明中,所述固定盘的上部设置提手;基于以上机构,便于对所述固定盘移动操作。
26.本发明中,所述执行部的外部设置放置车,所述放置车内依次设置抽真空单元和加压单元,所述抽真空单元与所述真空接头连接设置;所述加压单元与所述加压接管连接设置;基于以上机构,用于抽真空和加压操作。
27.本发明中,所述加压单元包括空气压缩机和连接软管,所述连接软管的两端分别连接所述加压接管和所述空气压缩机;所述空气压缩机的上部设置调节减压阀;基于以上机构,根据实际的需求进行加压操作。
28.本发明中,所述抽真空单元的后端设置电缆绞盘,所述电缆绞盘的外壁缠绕设置外部电源线;基于以上机构,便于接入外部电源,提高安装效率。
29.本发明中,所述放置车的内部设置放置平板,所述放置平板的上部设置防护垫,所述防护垫的上部设置对应所述执行部;基于以上机构,对所述真空吸盘进行防护,避免沾染杂质。
30.综上所述,本发明提供的一种机身复合材料原位修复装置,适用于不同异形部件的修复工作,适用范围广,同时安装操作方便,利于推广使用;较之背景技术中的专利,本发明将加压方式改进为气泵通过软管远距离给气囊加压,去掉了活塞杆,并将电机分离;改用
万向吸盘、改进螺杆连接、垫片调节等方式适应不同被修复面的不同工况要求;改进后执行件大大减轻了执行件的重量,方便原位使用。。
附图说明
31.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
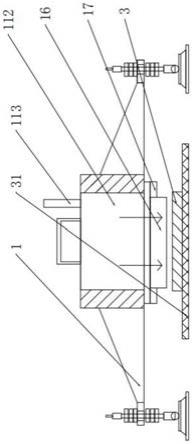
32.图1为一种机身复合材料原位修复装置结构示意图;
33.图2为执行部结构示意图;
34.图3为支撑板安装示意图;
35.图4为放置车结构示意图;
36.图5为电缆绞盘结构示意图。
37.附图中,1、执行部,11、固定盘,111、真空接头,112、放置槽,113、加压接管,12、支撑板,13、固定管,14、球形接头,15、真空吸盘,16、气囊,17、气囊压盘,2、调节垫片,3、电加热垫,31、隔离膜,32、提手,4、放置车,41、抽真空单元,42、加压单元,421、空气压缩机,422、连接软管,423、调节减压阀,5、电缆绞盘,51、外部电源线,6、放置平板,61、防护垫。
具体实施方式
38.下面将结合具体实施例对本发明技术方案进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
39.如图1
‑
5所示,本发明提供一种机身复合材料原位修复装置,包括执行部1,执行部1包括固定盘11、支撑板12、固定管13、球形接头14和真空吸盘15,执行部1用于进行修复工作;本实施例中,机身复合材料为:
40.固定盘11的上部设置提手32,便于对固定盘11移动操作;
41.固定盘11的外壁设置支撑板12,支撑板12设置有若干,且支撑板12沿固定盘11环绕阵列设置;支撑板12用于进行支撑固定;
42.固定管13的一端贯穿支撑板12,且固定管13的端部设置真空接头111;真空接头111用于连接抽真空单元41;
43.固定管13的另一端设置球形接头14,球形接头14的下部设置真空吸盘15,球形接头14用于万向连接,球形接头14为现有产品,可作管道万向接头使用,通过球形接头14实现固定管13与真空吸盘15相连,不但可以实现真空吸盘15能够多角度的转动,同时也实现了真空吸盘15通过固定管13吸真空操作,使之能够贴合多种不规则构件的表面进行修复处理;另外,为了适应机身复合材料的特殊性,本实施例中,真空吸盘15采用泡沫硅胶材质。
44.固定管13的外壁设置调节垫片2,调节垫片2设置分别对应设置于支撑板12的两相对侧边;便于根据实际的需求调节高度;
45.固定盘11的底部设置放置槽112,固定盘11的下部设置气囊16,且气囊16与放置槽112贯通设置;气囊16的下部对应设置气囊压盘17;气囊压盘17对气囊16进行固定;
46.固定盘11的上部设置加压接管113,且加压接管113与放置槽112贯通设置;加压接管113与加压单元42连接设置;
47.气囊16的下部对应设置电加热垫3,电加热垫3的设置隔离膜31,本实施例中,电加热垫3是独立的,不与气囊16底部固定,在使用时直接铺在待修复位置的表面,并通电使用即可,电加热垫3采用传统的加热垫即可,隔离膜31采用特制的导热垫片,使之缓慢传热,导热垫片采用如下方法制备得到:在100重量份的107胶中加入3.5份稀释硅油,然后将填料微粒(填料微粒为表面进行处理的硅藻土:首先将γ
‑
氨丙基三乙氧基硅烷溶于75℃的乙醇中,溶解,然后取硅藻土加入溶液中,在75℃下搅拌10分钟,静置两小时后,出现分层,去掉上层溶液,得到的固体,放入80℃的烘箱中烘干,即可得到表面进行处理的硅藻土)与之均匀混合,2分钟后,加入0.5份二月桂酸二丁基锡、3.7份正硅酸乙酯、5份白炭黑,搅拌2.5小时,将上述混料置于模具中,然后在真空干燥箱中抽真空,15分钟后取出,固化即可得到导热垫片,导热垫片能够将电加热垫3的热量均匀传导至待修复部位,大大提高了修复的效果和效率,利于进行加温且安全性好;
48.执行部1的外部设置放置车4,放置车4便于移动至任意的位置使用;
49.放置车4内依次设置抽真空单元41和加压单元42,抽真空单元41与真空接头111连接设置;加压单元42与加压接管113连接设置;
50.加压单元42包括空气压缩机421和连接软管422,连接软管422的两端分别连接加压接管113和空气压缩机421;空气压缩机421的上部设置调节减压阀423;根据实际的需求进行加压操作;
51.抽真空单元41的后端设置电缆绞盘5,电缆绞盘5的外壁缠绕设置外部电源线51;便于接入外部电源,提高安装效率;
52.放置车4的内部设置放置平板6,放置平板6的上部设置防护垫61,防护垫61的上部设置对应执行部1;对真空吸盘15进行防护,避免沾染杂质;
53.复合材料的修复操作过程是:
54.修复前的准备工作;清理被修复部位表面,以被修复部位中心为圆心、将半径1500mm范围内的油污、灰尘、杂物清理干净;将机身复合材料结构固化修理装置于被修复部位附近,距离不大于10m;
55.检查温控系统、加压单元42、抽真空单元41均处于断电状态,设备无明显的损伤或缺失,拉出电缆绞盘5内的电缆,连接外部电源;
56.确认被修复复合材料相关部位已做完预处理,连接软管422的两端分别连接加压接管113和空气压缩机421,真空接头111用于连接抽真空单元41,完成连接操作;
57.清理干净真空吸盘15、气囊16表面的灰尘和污物,注意:必须清理干净;
58.将真空吸盘15吸附在被修理复合材料中心外1米处,确认真空吸盘15已吸附牢固,在被修理复合材料外表面装好隔离膜31(需要时,直径不大于148mm);
59.取出电加热垫3置于被修理复合材料表面,并全部覆盖被修理复合材料表面,调整好真空吸盘15与接触面的位置;
60.第一步操作;进行启动真空操作:
61.启动智能真空系统,设定真空度,(设置真空度上限为0.099mpa,下限为0.095mpa),确认真空系统工作正常、吸盘吸附牢固、观察无明显泄露,真空度保持在0.095mpa以上;
62.第二步操作;气囊16加压:
63.调节智能空气压缩机421转速为50%,启动智能空气加压系统,调节设定压力大于工作压力0.1mpa
‑
0.2mpa,调节减压阀423表头至执行组件要求工作压力的80%左右;关闭空压机,从储气罐下端放掉加压系统的压力;
64.启动智能空气加压系统,检查系统无泄漏,调节减压阀423压力至执行组件要求的工作压力。
65.第三步操作;加热和温控:
66.接通加温电源,启动智能温控系统,设定加热系统控制温度,监控抽真空单元41、加压单元42、加热和温控系统工作正常;
67.第四步操作;修复结束:
68.首先关闭加温系统电源,停止加温;关闭智能空气压缩机421,从储气罐下端排水阀处放掉加压系统的压力,工作压力指示均为0,再次确认加压系统已关闭,泄压后,关闭排水阀;关闭真空系统真空泵,如果修复完毕,关闭修理装置的总电源。
69.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1