一种自动码盘机的制作方法
1.本发明涉及一种自动码盘机,属于食品机械产品领域。
背景技术:
2.随着人们现代化生活节奏的加快,年轻工薪一族生活方式也趋于现代、高效,馒头、蒸包作为人们一日三餐必不可少的主食,需求量巨大,因此,工业化生产馒头、蒸包已成为一种发展趋势。要想实现工业自动化生产,需将馒头或蒸包盘码放整齐最大程度的节省空间,进入饧蒸设备蒸熟。若是人工操作码盘,过程缓慢,效率低下,自动化程度低,不适合现在的发展模式。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术存在的缺陷,提供一种自动码盘机。
4.为解决这一技术问题,本发明提供了一种自动码盘机,包括码盘机架、输入装置、推盘装置、移动装置、抓取装置、伺服送盘装置、双速送盘装置、大托架和自动控制系统,所述输入装置设置在码盘机架上,大托架平行设置在输入装置一侧,推盘装置设置在码盘机架上、位于输入装置外侧;所述码盘机架上方设有横向导轨,移动装置设置在该横向导轨上;所述抓取装置固定在移动装置上、并可随移动装置沿横向导轨移动;伺服送盘装置与双速送盘装置沿馒头盘输送方向顺序设置,伺服送盘装置设于大托架下方。
5.所述输入装置包括减速电机一、光电开关一、输送链条一、小托架、气缸、链轮二和传动轴一,所述传动轴一固定在码盘机架上,减速电机一通过链轮二及链条带动传动轴一转动同时带动输送链条一向前移动;所述小托架设在输送链条一的下方,其上部设有小滚轮,通过气缸与码盘机架连接,小托架侧面设有光电开关一;气缸工作带动小托架升降;馒头盘摆放在输送链条一上,输送链条一移动带动馒头盘向前移动到小托架上方,光电开关一感应到馒头盘后自动控制系统控制气缸工作,将小托架托起,馒头盘与输送链条一脱离,停止在预定位置;输送链条一的下方共设有七件小托架。
6.所述推盘装置包括推盘气缸支架、推盘气缸和推杆,所述推盘气缸支架固定在码盘机架上,三个推盘气缸一端与推盘气缸支架连接,另一端与推杆连接,推盘气缸可将七个一排的馒头盘经推杆推出。
7.所述移动装置包括横移伺服电机、横移导轨、链轮一和链条二,所述横移伺服电机设在码盘机架上部,码盘机架上部左右两端两侧各设有一个链轮一,四个链轮一通过两根链条二连接。
8.所述抓取装置包括纵移机架、纵移导轨、纵移伺服电机、步进电机、传动轴二、传动小链轮、旋转支架、升降气缸、抓盘支架和气动机械手,所述纵移机架固定在移动装置上、与移动装置上的链条二及横移导轨上的滑块相连,通过移动装置中伺服电机带动链轮链条传动实现抓取装置横向移动;两根纵移导轨固定于纵移机架两侧,纵移伺服电机设在纵移机架上,带动链轮链条传动实现所述抓取装置纵向移动;所述步进电机通过电机板固定在抓
取装置中,传动轴二设在轴承室内,传动轴二上设有传动小链轮,旋转支架与传动轴二连接,所述步进电机正反转通过链轮、链条传动可实现抓取装置90
º
往复转动;所述旋转支架上设有两升降气缸,抓盘支架固定在两升降气缸下方,所述气动机械手设在抓盘支架上,自动控制系统控制升降气缸和气动机械手可实现馒头盘的抓取、提升、回落动作。
9.所述伺服送盘装置包括送盘机架、减速电机二、光电开关二、输送链条二、链轮三、传动轴三和大托架,所述送盘机架设在码盘机架前方,减速电机二固定在送盘机架上,光电开关二设置在送盘机架上;所述传动轴三通过座轴承固定在送盘机架上,传动轴三上设有链轮三;所述大托架上部设有数个小滚轮,大托架下设有四个气缸连接,气缸另一端连接固定在送盘机架上,大托架设在伺服送盘装置输送链条二的下方,当自动控制系统控制大托架下方的四个气缸使大托架落下后,光电开关二感应到馒头盘,减速电机二通过链轮三、链条等带动传动轴转动,同时输送链条二向前移动。
10.所述双速送盘装置包括送盘机架、减速电机三、光电开关三、输送链条三、链轮四和传动轴四,减速电机三固定在送盘机架上,送盘机架上还设有光电开关三;所述传动轴四通过座轴承固定在送盘机架上,传动轴四上设有链轮四;当大托架下落后,光电开关二感应到馒头盘,减速电机三通过链轮四、链条带动传动轴四转动同时输送链条三带动码好的馒头盘向前移动;当馒头盘到达光电开关三位置时,经光电开关三感应,在自动控制系统的控制下,减速电机三自动调整转速,输送速度减慢与下一级输送装置同速输送,实现双速送盘装置快速输送和慢速输送。
11.馒头盘随输入装置至大托架一侧,推盘装置将馒头盘推入大托架上,抓取装置将馒头盘抓起、垂直交错码放在大托架上的馒头盘上,大托架下落,馒头盘组落在伺服送盘装置上、并将馒头盘组输送到双速送盘装置上、与下一级输送装置(馒头醒蒸线)同速向前输送。
12.有益效果:本发明可实现馒头盘自动输入,由自动控制系统控制,自动调整间距,馒头盘升降,伺服推盘,控制机械手横向、纵向位移、升降、抓取、90
°
旋转,伺服输送、双速输送等动作自动完成码盘并将馒头盘输送至饧蒸设备。自动化程度高,节省人工,码盘效率高,是食品自动化生产不可缺少的较为理想的设备。
附图说明
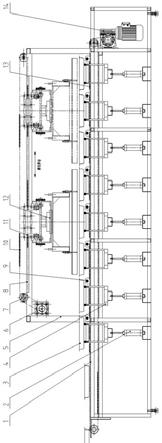
13.图1为本发明的结构示意主视图;图2为本发明的结构示意侧视图;图3为本发明码盘流程布局示意图;图4a为本发明抓取装置的结构示意主视图;图4b为本发明抓取装置的结构示意侧视图;图5a为本发明伺服送盘装置和双速送盘装置的结构示意主视图;图5b为本发明伺服送盘装置和双速送盘装置的结构示意俯视图。
14.图中:1输入装置、2气缸、3馒头盘、4小托架、5码盘机架、6横移伺服电机、7链轮一、8横移导轨、9光电开关一、10链条二、11移动装置、12抓取装置、13输送链条一、14减速电机一、15纵移伺服电机、16推盘装置、17推盘气缸、18推盘气缸支架、19小滚轮、20大托架、21伺服送盘装置、22输送链条二、23气缸、24送盘机架、25光电开关二、26双速送盘装置、27输送
链条三、28光电开关三、29传动轴一、30链轮二、31推杆、32纵移导轨、33步进电机、34旋转支架、35传动轴二、36传动小链轮、37纵移支架、38抓盘支架、39升降气缸、40气动机械手、41链轮三、42减速电机二、43减速电机三、44传动轴三、45传动轴四、46链轮四。
具体实施方式
15.下面结合附图及实施例对本发明做具体描述。
16.图1所示为本发明的结构示意主视图。
17.图2所示为本发明的结构示意侧视图。
18.图3所示为本发明码盘流程布局示意图。
19.本发明提供了一种自动码盘机,包括码盘机架5、输入装置1、推盘装置16、移动装置11、抓取装置12、伺服送盘装置21、双速送盘装置26、大托架20和自动控制系统,所述输入装置1设置在码盘机架5上,大托架20平行设置在输入装置1一侧,推盘装置16设置在码盘机架5上、位于输入装置1外侧;所述码盘机架5上方设有横向导轨,移动装置11设置在该横向导轨上;所述抓取装置12固定在移动装置11上、并可随移动装置11沿横向导轨移动;伺服送盘装置21与双速送盘装置26沿馒头盘输送方向顺序设置,伺服送盘装置21设于大托架20下方。
20.所述输入装置1包括减速电机一14、光电开关一9、输送链条一13、小托架4、气缸2、链轮二30和传动轴一29,所述传动轴一29固定在码盘机架5上,减速电机一14通过链轮二30及链条带动传动轴一29转动同时带动输送链条一13向前移动;所述小托架4设在输送链条一13的下方,上部设有小滚轮19,通过气缸2与码盘机架5连接,小托架4侧面设有光电开关一9;气缸2工作带动小托架4升降;馒头盘3摆放在输送链条一13上,输送链条一13移动带动馒头盘3向前移动到小托架4上方,光电开关一9感应到馒头盘3后自动控制系统控制气缸2工作,将小托架4托起,馒头盘3与输送链条一13脱离,停止在预定位置;输送链条一13的下方共设有七件小托架4。
21.所述推盘装置16包括推盘气缸支架18、推盘气缸17和推杆31,所述推盘气缸支架18固定在码盘机架5上,三个推盘气缸17一端与推盘气缸支架18连接,另一端与推杆31连接,推盘气缸17可将七个一排的馒头盘经推杆31推出。
22.所述移动装置11包括横移伺服电机6、横移导轨8、链轮一7和链条二10,所述横移伺服电机6设在码盘机架5上部,码盘机架5上部左右两端两侧各设有一个链轮一7,四个链轮一7通过两根链条二10连接。
23.图4a所示为本发明抓取装置的结构示意主视图。
24.图4b所示为本发明抓取装置的结构示意侧视图。
25.所述抓取装置12包括纵移机架37、纵移导轨32、纵移伺服电机15、步进电机33、传动轴二35、传动小链轮36、旋转支架34、升降气缸39、抓盘支架38和气动机械手40,所述纵移机架37固定在移动装置11上、与移动装置11上的链条二10及横移导轨8上的滑块相连,通过移动装置11中伺服电机6带动链轮链条传动实现抓取装置12横向移动;两根纵移导轨32固定于纵移机架37两侧,纵移伺服电机15设在纵移机架37上,带动链轮链条传动实现所述抓取装置12纵向移动;所述步进电机33通过电机板固定在抓取装置12中,传动轴二35设在轴承室内,传动轴二35上设有传动小链轮36,旋转支架34与传动轴二35连接,所述步进电机33
正反转通过链轮36、链条传动可实现抓取装置90
º
往复转动;所述旋转支架34上设有两升降气缸39,抓盘支架38固定在两升降气缸39下方,所述气动机械手40设在抓盘支架38上,自动控制系统控制升降气缸39和气动机械手40可实现馒头盘的抓取、提升、回落动作。
26.图5a所示为本发明伺服送盘装置和双速送盘装置的结构示意主视图。
27.图5b所示为本发明伺服送盘装置和双速送盘装置的结构示意俯视图。
28.所述伺服送盘装置21包括送盘机架24、减速电机二42、光电开关二25、输送链条二22、链轮三41、传动轴三44和大托架20,所述送盘机架24设在码盘机架5前方,减速电机二42固定在送盘机架24上,光电开关二25设置在送盘机架24上;所述传动轴三44通过座轴承固定在送盘机架24上,传动轴三44上设有链轮三41;所述大托架20上部设有数个小滚轮,大托架20下设有四个气缸23连接,气缸23另一端连接固定在送盘机架24上,大托架20设在伺服送盘装置21输送链条二22的下方,当自动控制系统控制大托架20下方的四个气缸23使大托架20落下后,光电开关二25感应到馒头盘,减速电机二42通过链轮三41、链条等带动传动轴转动,同时输送链条二22向前移动。
29.所述双速送盘装置26包括送盘机架24、减速电机三43、光电开关三28、输送链条三27、链轮四46和传动轴四45,减速电机三43固定在送盘机架24上,送盘机架24上还设有光电开关三28;所述传动轴四45通过座轴承固定在送盘机架24上,传动轴四45上设有链轮四46;当大托架20下落后,光电开关二25感应到馒头盘,减速电机三43通过链轮四46、链条带动传动轴四45转动同时输送链条三27带动码好的馒头盘向前移动;当馒头盘到达光电开关三28位置时,经光电开关三28感应,在自动控制系统的控制下,减速电机三43自动调整转速,输送速度减慢与下一级输送装置同速输送,实现双速送盘装置26快速输送和慢速输送。
30.本发明的工作过程:装有馒头的馒头盘摆放在输入装置1的输送链条一13上,输送链条一13移动带动馒头盘3向前移动到小托架4上方,光电开关一9感应到馒头盘3,通过自动控制系统控制气缸2工作,将小托架4托起,馒头盘3与输送链条一13脱离,停止在预定位置;当七个馒头盘3全部停留在预定位置时,系统启动推盘装置16,将七个馒头盘3向与输入装置1的输送链条一13的移动方向呈90
°
方向推出,并停留在大托架20上,同时小托架4回落;输入装置1的输送链条一13上的馒头盘3继续向前移动,重复以上动作;又将七个馒头盘3推送到大托架20上。输入装置1的输送链条一13上的馒头盘3继续向前移动,当有三盘馒头停留在预定位置时,抓取装置12启动,将3盘馒头抓起,垂直交错码放在大托架20上的馒头盘3上,此动作重复4次,大托架上就有2层共二十六盘馒头。自动控制系统控制大托架20下方的气缸23工作,大托架20下落,馒头盘组落在伺服送盘装置21的输送链条二22上,光电开关二25感应到馒头盘3,伺服送盘装置21和双速送盘装置26启动,输送链条二22将馒头盘组输送到双速送盘装置26的链条上,此时,双速送盘装置26与伺服送盘装置21的速度相同,待馒头盘组全部送入双速送盘装置26后,光电开关三28感应到馒头盘3,双速送盘装置26自动切换为低速,与下一级输送装置(馒头醒蒸线)同速向前输送。
31.本发明可实现馒头盘自动输入,由自动控制系统控制,自动调整间距,馒头盘升降,伺服推盘,控制机械手横向、纵向位移、升降、抓取、90
°
旋转,伺服输送、双速输送等动作自动完成码盘并将馒头盘输送至饧蒸设备。自动化程度高,节省人工,码盘效率高,是食品自动化生产不可缺少的较为理想的设备。
32.本发明上述实施方案,只是举例说明,不是仅有的,所有在本发明范围内或等同本发明的范围内的改变均被本发明包围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1