一种自动控速的放线机的制作方法
1.本实用新型涉及汽车零部件加工设备领域,尤其涉及一种自动控速的放线机。
背景技术:
2.汽车用的挡风胶条中通常会内置尼龙线或铜丝等丝线来提高胶条的性能。生产挡风胶条时,在胶条挤出过程中,尼龙线或铜丝等丝线需以等同于胶条挤出速度的速率内置到胶条中,一旦过快或过慢都会直接影响胶条的性能,导致胶条的生产良品率下降。
技术实现要素:
3.有鉴于此,本实用新型提供了一种自动控速的放线机,用于在汽车用挡风胶条生产过程中根据胶条挤出速度自动控制丝线的内置速率。
4.本实用新型提供一种自动控速的放线机,包括测速装置、胶条挤出设备、调速电机、线轴、以及plc系统,其中,所述plc系统连接测速装置、胶条挤出设备以及调速电机;
5.所述测速装置位于所述胶条挤出设备的出线端,用于测量胶条挤出速度并反馈给所述plc系统;所述调速电机连接所述线轴,所述plc系统用于根据所述测速装置测量到的胶条挤出速度控制所述调速电机的转速,进一步控制所述线轴内的丝线的出线速度,使得所述出线速度与所述胶条挤出速度一致;所述胶条挤出设备用于将丝线内置到胶条中并输出。
6.进一步地,还包括一个或多个张紧轮,所述张紧轮位于所述线轴与所述胶条挤出设备的进线端之间,用于调控丝线的张力,保证所述丝线在传送过程中处于张紧状态。
7.进一步地,所述张紧轮上还设有监控装置,所述监控装置与所述plc系统通信连接,用于监测丝线的张力值并传输至所述plc系统。
8.进一步地,所述plc系统还用于判断对所述张力值进行判断,若所述张力值不在设定范围内,控制所述测速装置、所述胶条挤出设备以及所述调速电机关停。
9.进一步地,所述测速装置为红外测速仪。
10.进一步地,所述丝线为尼龙线或铜丝。
11.本实用新型提供的技术方案带来的有益效果是:(1)根据胶条挤出速度对丝线的出线速度进行自动控制,保证丝线内置到胶条中的速度与胶条的挤出速度一致,提高了胶条生产的良品率;(2)当丝线传送过程中出现异常时,能快速关停设备,避免了材料的浪费。
附图说明
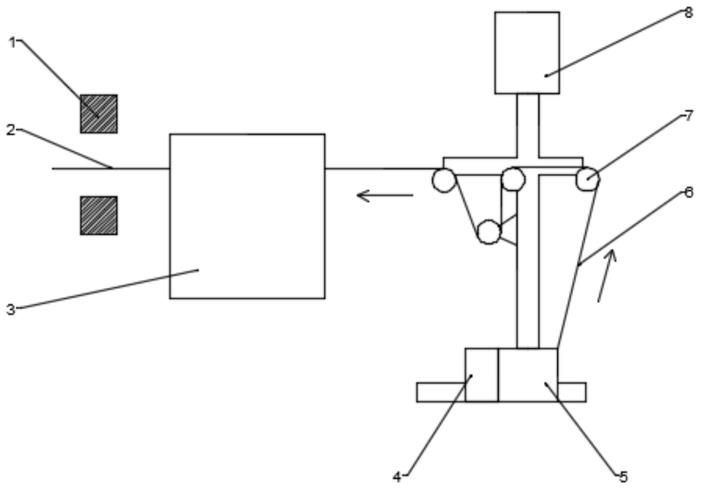
12.图1是本实用新型实施例提供的自动控速的放线机的结构示意图。
具体实施方式
13.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地描述。
14.请参考图1,本实用新型的实施例提供了一种自动控速的放线机,包括测速装置1、胶条挤出设备3、调速电机4、线轴5、张紧轮7、以及plc(programmable logic controller,可编程逻辑控制器)系统8。plc系统8控制测速装置1、胶条挤出设备3以及调速电机4的启停,并根据测速装置1测量到的胶条挤出速度对调速电机4的转速进行控制。
15.线轴5与调速电机4连接,plc系统8通过控制调速电机4的转速进一步控制线轴5内的丝线6的出线速度,保证出线速度与胶条挤出设备3中的胶条挤出速度一致;丝线6经过一个或多个张紧轮7后传送至胶条挤出设备3的进线端,并通过胶条挤出设备3内置到胶条中得到挤出胶条2,挤出胶条2通过胶条挤出设备3的出线端输出。
16.胶条挤出设备3的出线端安装有测速装置1,用于实时测量挤出胶条2的挤出速度,优选地,所述测速装置1为红外测速仪;测速装置1与plc系统8通信连接,将实时测量得到的挤出速度反馈给plc系统8。
17.张紧轮7用于调控丝线6的张力,使得丝线6在传送过程中处于张紧状态;张紧轮7上还设有监控装置,用于监测丝线6的张力值。
18.监控装置通信连接plc系统8,将监测到的张力值传输至plc系统8,所述plc系统8对张力值进行判断,若所述张力值不在正常范围内,plc系统8进行警报并关闭胶条挤出设备3以及调速电机4,避免材料浪费。
19.优选地,丝线6为尼龙线或铜丝。
20.上面结合附图对本实用新型的实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本实用新型的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1