一种新型大尺寸光伏组件包装线的制作方法
1.本实用新型涉及光伏组件包装技术领域,特别是涉及一种新型大尺寸光伏组件包装线。
背景技术:
2.太阳能发电得到了迅猛的发展,因此对于太阳能组件的需求也迅速增长,光伏组件生产完成后需要对其进行包装运输,目前光伏组件都是组装好,两垛叠放到一起再进行装箱包装,总高度低于2.6m,能够放置到集装箱内,现在太阳能电池组件大于以往,叠放到一起超过2.6m,集装箱内高度有限,无法叠放两垛产品,以前包装工艺不适于现在大尺寸产品,只能单垛光伏组件进行装箱包装,一垛摆放浪费空间,为节约空间,竖直摆放更为合理,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种光伏组件无纸化包装线及其包装工艺。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种新型大尺寸光伏组件包装线,结构紧凑,运行平稳,能够自动包装大尺寸光伏组件产品,为后续集装箱运输节约空间,满足新型大尺寸产品包装运输需求。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种新型大尺寸光伏组件包装线,该新型大尺寸光伏组件包装线包括组件上料机构、长边打带机、横向翻转机构、铁托盘周转机、水平打带机构、纸箱组装包装机构、长短边打带机构和绕膜下料机构,所述组件上料机构上设置有长边打带机,组件上料机构输出端对接设置有横向翻转机构,横向翻转机构分别对接设置有铁托盘周转机和水平打带机构,水平打带机构输出端对接设置有纸箱组装包装机构,纸箱组装包装机构输出端依次对接设置有长短边打带机构和绕膜下料机构,该新型大尺寸光伏组件包装线四周围设有护网。
5.优选的是,所述横向翻转机构包括翻转机架、导向组件、翻转架、动力单元、输送滚筒、光电传感器、卡装组件和缓冲垫块,所述翻转机架上安装有两组导向组件,导向组件上装有翻转架,翻转机架上还安装有动力单元,动力单元驱动翻转架沿导向组件翻转,所述翻转架外壁呈半圆弧形状,所述翻转架内壁由呈90度分布的输入部和输出部组成,所述输入部上插装有一排输送滚筒,输入部的输入端两侧设置有三工位光电传感器,输入部外端安装有两与输出部相对的卡装组件,输出部上安装有缓冲垫块,所述输出部上设有对接小车用避让开口;所述导向组件包括连接轴、轴承座和导向轮,所述连接轴通过轴承座插装于翻转机架上,连接轴上安装有导向轮,所述导向轮旋转面上设有环形凹槽,所述翻转架外壁设有卡装于环形凹槽的旋转部;所述动力单元包括马达、主动齿轮、从动转轴、第一从动齿轮、第二从动齿轮、链条和传送链条,马达驱动主动齿轮转动,从动转轴通过轴座插装于翻转机架上,从动转轴上安装有第一从动齿轮和第二从动齿轮,主动齿轮和第一从动齿轮通过链条传动连接,翻转架外壁安装有传送链条,第二从动齿轮与传送链条啮合,所述传送链条和
旋转部均呈半圆弧形状;所述卡装组件包括支撑座、夹料气缸和夹头,所述支撑座竖直固定于输入部上,支撑座上安装有横向设置的夹料气缸,夹料气缸的活塞杆上安装有用于卡住铁托盘的夹头。
6.优选的是,所述铁托盘周转机包括铁托盘滚筒输送线、铁托盘移载机和铁托盘周转下料支撑架,所述铁托盘滚筒输送线与输送滚筒输送方向对接设置,铁托盘滚筒输送线右侧设置有铁托盘周转下料支撑架,铁托盘滚筒输送线后侧设置有铁托盘移载机,铁托盘移载机将铁托盘滚筒输送线上铁托盘抓取后放置到铁托盘周转下料支撑架上叠放;所述铁托盘移载机包括移载机架、x向驱动模组、z向驱动模组、移载架、推拉气缸和c型夹板,所述移载机架上安装有x向驱动模组,x向驱动模组的滑动块上安装有z向驱动模组,z向驱动模组的滑动块上安装有移载架,移载架底部安装有两组背向设置的推拉气缸,推拉气缸的活塞杆法兰板上安装有c型夹板。
7.优选的是,所述水平打带机构包括升降式平移小车、规正组件和水平打带机,所述升降式平移小车与横向翻转机构的避让开口对接设置,升降式平移小车两侧对接设置有规正组件,规正组件的规正机架上安装有水平打带机,所述规正组件包括规正机架、规正直线滑轨、支撑板、支撑调节气缸、丝杠、规正电机、规正架和规正板,两侧规正机架上均安装有两互相平行的规正直线滑轨,规正直线滑轨前侧的滑块上共装有支撑板,规正机架上安装有支撑调节气缸,支撑调节气缸的滑台与支撑板固定连接,规正机架上还安装有丝杠和规正电机,丝杠由规正电机驱动转动,丝杠上的丝杠螺母通过连接板与规正架固定连接,规正架设置于规正直线滑轨的另一组滑块上,两侧规正架的竖直板上安装有相对的规正板。
8.优选的是,所述纸箱组装包装机构包括转向过渡线、栈板机、三门围挡上料输送线、旋转输送线、取料输送滚筒线、六轴机械手、纸箱撑开机构、竖向翻转机构、传输滚筒线和覆膜机,所述转向过渡线输入端与升降式平移小车对接设置,栈板机、三门围挡上料输送线、旋转输送线和取料输送滚筒线从右到左依次摆放于水平打带机构右侧,水平打带机构将组装好木栈板纸箱抓取后放置到转向过渡线上组件上,转向过渡线左侧设置有纸箱撑开机构,转向过渡线输出端对接设置有竖向翻转机构,竖向翻转机构对接设置有传输滚筒线,传输滚筒线后侧设置有人工装盖工位,传输滚筒线上还安装有覆膜机。
9.优选的是,所述转向过渡线包括转向机架、x向板式输送装置、y向滚筒输送装置、接近开关、阻挡架和缓冲垫,转向机架上安装有x向板式输送装置,x向板式输送装置的输入端设置有对接小车用避让开口,x向板式输送装置输出端的转向机架上安装有顶升式y向滚筒输送装置,x向板式输送装置输送末端的转向机架上安装有朝上设置的接近开关,转向机架上安装有两竖直设置的阻挡架,阻挡架靠近产品的一侧安装有缓冲垫;所述x向板式输送装置包括转向连接轴、传动轴、链轮、转向链条、支撑架、传送链板、减速电机和齿轮齿条模组,两转向连接轴插装于转向机架输入端,转向机架输出端插装有传动轴,转向连接轴和传动轴上均安装有链轮,两侧链轮通过转向链条连接,转向链条两两一组,同一组两转向链条外壁阵列安装有支撑架,相对一组支撑架上安装有传送链板,传送链板采用硬质材料,转向机架末端安装有减速电机,减速电机通过齿轮齿条模组带动传动轴转动;所述y向滚筒输送装置包括顶升气缸、顶升架、导向轴、同步升降器、同步轴、传送滚筒、伺服马达、感应片和感应器,所述顶升气缸安装于转向机架上,顶升气缸上部活塞杆上安装有顶升架,顶升架底部安装有四根导向轴,导向轴上均套有同步升降器,同步升降器设置于转向机架上,相邻两同
步升降器通过同步轴连接,顶升架上部插装有一排传送滚筒,传送滚筒通过齿轮齿条同步连接,顶升架上安装有伺服马达,伺服马达驱动传送滚筒转动,顶升架侧端安装有两工位感应片,转向机架上安装有与之配合的感应器,。
10.优选的是,所述纸箱撑开机构包括撑开机架、撑开气缸、撑开架和导向滑轨,所述撑开机架顶部安装有横向设置的撑开气缸,撑开架通过两导向滑轨与撑开机架滑动连接,撑开气缸的活塞杆与撑开架固定连接,所述撑开架用于撑开纸箱。
11.优选的是,所述长短边打带机构包括移载旋转小车和长短边打带机,所述移载旋转小车上方设置有长短边打带机,所述移载旋转小车包括旋转机架、移载组件、90度旋转滚筒线和挡板,所述旋转机架上安装有直线式运动的移载组件,移载组件上安装有90度旋转滚筒线,旋转机架和移载组件的移载支架上安装有相对的用于限位的挡板,所述移载组件包括移载支架、直线滑轨、移载减速电机、齿轮和齿条,所述移载支架底部通过两互相平行的直线滑轨与旋转机架滑动连接,移载支架上安装有移载减速电机,移载减速电机驱动齿轮转动,旋转机架上安装有一条与齿轮啮合的齿条,移载减速电机驱动移载支架沿直线滑轨方向移动;所述90度旋转滚筒线包括旋转架、大齿轮、旋转马达、小齿轮、传输滚筒、传输电机、传输感应片和传输传感器,所述旋转架通过转轴活动插装于移载支架上,转轴上安装有大齿轮,移载支架上安装有旋转马达,旋转马达的输出轴上安装有小齿轮,小齿轮与大齿轮啮合,旋转马达驱动旋转架转动,旋转架上插装有一排传输滚筒,传输滚筒通过齿轮齿条同步连接,移载支架上还安装有传输电机,传输电机驱动传输滚筒转动,旋转架底部安装有传输感应片,移载支架上安装有与传输感应片配合使用的传输传感器。
12.优选的是,所述绕膜下料机构包括下料输送线和绕膜机,所述下料输送线与移载旋转小车对接设置,下料输送线上方设置有绕膜机。
13.与现有技术相比,本实用新型的有益效果是:
14.结构紧凑,运行平稳,能够自动包装大尺寸光伏组件产品,为后续集装箱运输节约空间,满足新型大尺寸产品包装运输需求;
15.集多方向打带、铁托盘脱离周转、套纸箱、覆膜绕膜于一体,布局合理,节约空间。
附图说明
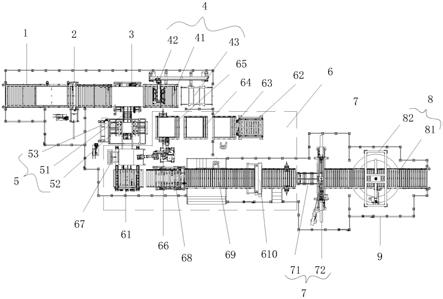
16.图1为一种新型大尺寸光伏组件包装线的结构示意图。
17.图2为一种新型大尺寸光伏组件包装线的横向翻转机构工作状态示意图。
18.图3为一种新型大尺寸光伏组件包装线的横向翻转机构结构示意图。
19.图4为一种新型大尺寸光伏组件包装线的横向翻转机构局部结构示意图。
20.图5为一种新型大尺寸光伏组件包装线的铁托盘移载机示意图。
21.图6为一种新型大尺寸光伏组件包装线的水平打带机构部分结构示意图。
22.图7为一种新型大尺寸光伏组件包装线的水平打带机构部分测试图。
23.图8为一种新型大尺寸光伏组件包装线的纸箱组装包装机构结构示意图。
24.图9为一种新型大尺寸光伏组件包装线的转向过渡线工作状态结构示意图。
25.图10为一种新型大尺寸光伏组件包装线的转向过渡线结构示意图。
26.图11为一种新型大尺寸光伏组件包装线的x向板式输送装置局部结构示意图。
27.图12为一种新型大尺寸光伏组件包装线的y向滚筒输送装置仰视视角示意图。
28.图13为一种新型大尺寸光伏组件包装线的纸箱撑开机构结构示意图。
29.图14为一种新型大尺寸光伏组件包装线的移载旋转小车第一视角结构示意图。
30.图15为一种新型大尺寸光伏组件包装线的移载旋转小车第二视角结构示意图。
31.图16为一种新型大尺寸光伏组件包装线的移载旋转小车侧视图。
32.图17为一种新型大尺寸光伏组件包装线的移载旋转小车另一视角。
具体实施方式
33.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
34.请参阅图1至图17,本实用新型实施例包括:
35.一种新型大尺寸光伏组件包装线,该种新型大尺寸光伏组件包装线包括组件上料机构1、长边打带机2、横向翻转机构3、铁托盘周转机4、水平打带机构5、纸箱组装包装机构6、长短边打带机构7和绕膜下料机构8,所述组件上料机构1上设置有长边打带机2,组件上料机构1输出端对接设置有横向翻转机构3,横向翻转机构3分别对接设置有铁托盘周转机4和水平打带机构5,水平打带机构5输出端对接设置有纸箱组装包装机构6,纸箱组装包装机构6输出端依次对接设置有长短边打带机构7和绕膜下料机构8,该新型大尺寸光伏组件包装线四周围设有护网9。
36.所述横向翻转机构3包括翻转机架31、导向组件32、翻转架33、动力单元34、输送滚筒35、光电传感器36、卡装组件37和缓冲垫块38,所述翻转机架31上安装有两组导向组件32,导向组件32上装有翻转架33,翻转机架31上还安装有动力单元34,动力单元34驱动翻转架33沿导向组件32翻转,所述翻转架33外壁呈半圆弧形状,所述翻转架33内壁由呈90度分布的输入部331和输出部332组成,所述输入部331上插装有一排输送滚筒35,输入部331的输入端两侧设置有三工位光电传感器36,输入部331外端安装有两与输出部332相对的卡装组件37,输出部332上安装有缓冲垫块38,所述输出部332上设有对接小车用避让开口330;所述导向组件32包括连接轴321、轴承座322和导向轮323,所述连接轴321通过轴承座322插装于翻转机架31上,连接轴321上安装有导向轮323,所述导向轮323旋转面上设有环形凹槽3230,所述翻转架33外壁设有卡装于环形凹槽3230的旋转部333;所述动力单元34包括马达341、主动齿轮342、从动转轴343、第一从动齿轮344、第二从动齿轮345、链条346和传送链条347,马达341驱动主动齿轮342转动,从动转轴343通过轴座插装于翻转机架31上,从动转轴343上安装有第一从动齿轮344和第二从动齿轮345,主动齿轮342和第一从动齿轮344通过链条346传动连接,翻转架33外壁安装有传送链条347,第二从动齿轮345与传送链条347啮合,所述传送链条347和旋转部333均呈半圆弧形状;所述卡装组件37包括支撑座371、夹料气缸372和夹头373,所述支撑座371竖直固定于输入部331上,支撑座371上安装有横向设置的夹料气缸372,夹料气缸372的活塞杆上安装有用于卡住铁托盘的夹头373。
37.所述铁托盘周转机4包括铁托盘滚筒输送线41、铁托盘移载机42和铁托盘周转下料支撑架43,所述铁托盘滚筒输送线41与输送滚筒35输送方向对接设置,铁托盘滚筒输送线41右侧设置有铁托盘周转下料支撑架43,铁托盘滚筒输送线41后侧设置有铁托盘移载机42,铁托盘移载机42将铁托盘滚筒输送线41上铁托盘抓取后放置到铁托盘周转下料支撑架
43上叠放,以备后续周转用;所述铁托盘移载机42包括移载机架421、x向驱动模组422、z向驱动模组423、移载架424、推拉气缸425和c型夹板426,所述移载机架421上安装有x向驱动模组422,x向驱动模组422的滑动块上安装有z向驱动模组423,z向驱动模组423的滑动块上安装有移载架424,移载架424底部安装有两组背向设置的推拉气缸425,推拉气缸425的活塞杆法兰板上安装有c型夹板426。
38.所述水平打带机构5包括升降式平移小车51、规正组件52和水平打带机53,所述升降式平移小车51与横向翻转机构3的避让开口330对接设置,升降式平移小车51两侧对接设置有规正组件52,规正组件52的规正机架521上安装有水平打带机53,所述规正组件52包括规正机架521、规正直线滑轨522、支撑板523、支撑调节气缸524、丝杠525、规正电机526、规正架527和规正板528,两侧规正机架521上均安装有两互相平行的规正直线滑轨522,规正直线滑轨522前侧的滑块上共装有支撑板523,规正机架521上安装有支撑调节气缸524,支撑调节气缸524的滑台与支撑板523固定连接,规正机架521上还安装有丝杠515和规正电机526,丝杠515由规正电机526驱动转动,丝杠525上的丝杠螺母通过连接板与规正架527固定连接,规正架527设置于规正直线滑轨522的另一组滑块上,两侧规正架527的竖直板上安装有相对的规正板528。
39.所述纸箱组装包装机构6包括转向过渡线61、栈板机62、三门围挡上料输送线62、旋转输送线64、取料输送滚筒线65、六轴机械手66、纸箱撑开机构67、竖向翻转机构68、传输滚筒线69和覆膜机610,所述转向过渡线61输入端与升降式平移小车51对接设置,栈板机62、三门围挡上料输送线62、旋转输送线64和取料输送滚筒线65从右到左依次摆放于水平打带机构5右侧,水平打带机构5将组装好木栈板纸箱抓取后放置到转向过渡线61上组件上,转向过渡线61左侧设置有纸箱撑开机构67,转向过渡线61输出端对接设置有竖向翻转机构68,竖向翻转机构68对接设置有传输滚筒线69,传输滚筒线69后侧设置有人工装盖工位,传输滚筒线69上还安装有覆膜机610。
40.所述转向过渡线61包括转向机架611、x向板式输送装置612、y向滚筒输送装置613、接近开关614、阻挡架615和缓冲垫616,转向机架611上安装有x向板式输送装置612,x向板式输送装置612的输入端设置有对接小车用避让开口6120,x向板式输送装置612输出端的转向机架611上安装有顶升式y向滚筒输送装置613,x向板式输送装置612输送末端的转向机架611上安装有朝上设置的接近开关614,转向机架611上安装有两竖直设置的阻挡架615,阻挡架615靠近产品的一侧安装有缓冲垫616;所述x向板式输送装置612包括转向连接轴6121、传动轴6122、链轮6123、转向链条6124、支撑架6125、传送链板6126、减速电机6127和齿轮齿条模组6128,两转向连接轴6121插装于转向机架611输入端,转向机架611输出端插装有传动轴6122,转向连接轴6121和传动轴6122上均安装有链轮6123,两侧链轮6123通过转向链条6124连接,转向链条6124两两一组,同一组两转向链条6124外壁阵列安装有支撑架6125,相对一组支撑架6125上安装有传送链板6126,传送链板6126采用硬质材料,传送链板6126受力面积大,用于支撑较重一垛光伏组件,转向机架611末端安装有减速电机6127,减速电机6127通过齿轮齿条模组6128带动传动轴6122转动;所述y向滚筒输送装置613包括顶升气缸6131、顶升架6132、导向轴6133、同步升降器6134、同步轴6135、传送滚筒6136、伺服马达6137、感应片6138和感应器6139,所述顶升气缸6131安装于转向机架611上,顶升气缸6131上部活塞杆上安装有顶升架6132,顶升架6132底部安装有四根导向轴
6133,导向轴6133上均套有同步升降器6134,同步升降器6134设置于转向机架611上,相邻两同步升降器6134通过同步轴6135连接,顶升架6132上部插装有一排传送滚筒6136,传送滚筒6136通过齿轮齿条同步连接,顶升架6132上安装有伺服马达6137,伺服马达6137驱动传送滚筒6136转动,顶升架6132侧端安装有两工位感应片6138,转向机架611上安装有与之配合的感应器6139,对应顶升气缸6131的开关行程,当顶升气缸6131闭合时,传送滚筒6136低于传送链板6126,当顶升气缸6131伸展状态时,传送滚筒6136高于传送链板6126。
41.所述纸箱撑开机构67包括撑开机架671、撑开气缸672、撑开架673和导向滑轨674,所述撑开机架671顶部安装有横向设置的撑开气缸672,撑开架673通过两导向滑轨674与撑开机架671滑动连接,撑开气缸672的活塞杆与撑开架673固定连接,所述撑开架673用于撑开纸箱03。
42.所述长短边打带机构7包括移载旋转小车71和长短边打带机72,所述移载旋转小车71上方设置有长短边打带机72,所述移载旋转小车71包括旋转机架711、移载组件712、90度旋转滚筒线713和挡板714,所述旋转机架711上安装有直线式运动的移载组件712,移载组件712上安装有90度旋转滚筒线3,旋转机架711和移载组件712的移载支架7121上安装有相对的用于限位的挡板714,所述移载组件712包括移载支架7121、直线滑轨7122、移载减速电机7123、齿轮7124和齿条7125,所述移载支架7121底部通过两互相平行的直线滑轨7122与旋转机架711滑动连接,移载支架7121上安装有移载减速电机7123,移载减速电机7123驱动齿轮7124转动,旋转机架711上安装有一条与齿轮7124啮合的齿条7125,移载减速电机7123驱动移载支架7121沿直线滑轨7122方向移动;所述90度旋转滚筒线713包括旋转架7131、大齿轮7132、旋转马达7133、小齿轮7134、传输滚筒7135、传输电机7136、传输感应片7137和传输传感器7138,所述旋转架7131通过转轴活动插装于移载支架7121上,转轴上安装有大齿轮7132,移载支架7121上安装有旋转马达7133,旋转马达7133的输出轴上安装有小齿轮7134,小齿轮7134与大齿轮7132啮合,旋转马达7133驱动旋转架7131转动,旋转架7131上插装有一排传输滚筒7135,传输滚筒7135通过齿轮齿条同步连接,移载支架7121上还安装有传输电机7136,传输电机7136驱动传输滚筒7135转动,旋转架7131底部安装有传输感应片7137,移载支架7121上安装有与传输感应片7137配合使用的传输传感器7138。
43.所述绕膜下料机构8包括下料输送线81和绕膜机82,所述下料输送线81与移载旋转小车71对接设置,下料输送线81上方设置有绕膜机82。
44.本实用新型一种新型大尺寸光伏组件包装线工作时,包括以下步骤:
45.s1.组件平放在铁托盘,进行上料:电池组件01放到铁托盘上输送到组件上料机构1上,组件01上料单边归正,然后输送至长边打带机2;
46.s2.组件长边打带,2-4根:长边打带机2进行长边打带,为翻转做准备;
47.s3.组件长边90
°
翻转,脱离铁托盘:组件01进入横向翻转机构3,进行90
°
翻转,翻转后将组件01放在升降式平移小车51上,铁托盘则随横向翻转机构3回到原来位置;
48.s4.铁托盘移载下料,进行周转:铁托盘由输送滚筒35输送至铁托盘滚筒输送线41,铁托盘移载机42负责将铁托盘移载至铁托盘周转下料支撑架43上,以备后续周转;
49.s5.组件水平打带,2-4根:升降式平移小车51将组件01放在规正组件52上,进行归正,水平打带机53为组件01打水平带,升降式平移小车51将组件01停在机器人罩纸箱工位,即转向过渡线61上;
50.s6.分离木栈板,人工将其与三面围挡粘贴:栈板机62输出木栈板02停在人工工位即三门围挡上料输送线62上,然后人工将木栈板02与纸箱03连接在一起,人工连接好木栈板02与纸箱03后输入到旋转输送线64,旋转180度,纸箱03开口转至后侧,木栈板02与纸箱03继续转至取料输送滚筒线65进行规正;
51.s7.机器人自动取三面围挡+木栈板:六轴机械手66将粘贴到木栈板02上的纸箱03抓取后移至转向过渡线61上方,纸箱撑开机构67用于撑开纸箱03开口,纸箱03套在组件01上,纸箱撑开机构67退回;
52.s8.组件短边90
°
翻转:套好纸箱03的组件01经转向过渡线61移至竖向翻转机构68,进行90
°
翻转,组件01转至竖直状态,最后组件01顺着滚筒线输出至传输滚筒线69;
53.s9.人工补全侧面围挡,套顶盖,贴唛头:人工补全纸箱03的侧面围挡,套上纸箱顶盖,贴唛头操作,组件流至覆膜机610,进行覆顶膜;
54.s10.组件长短边打带,2-4根:组件移至移载旋转小车71上,通过90
°
旋转,长短边打带机72进行组件长短边打带;
55.s11.缠绕膜,下料:打带后经过下料输送线81,组件流入绕膜机82工位,进行组件绕膜,最后进行成品输出下料。
56.本实用新型一种新型大尺寸光伏组件包装线,结构紧凑,运行平稳,能够自动包装大尺寸光伏组件产品,为后续集装箱运输节约空间,满足新型大尺寸产品包装运输需求。
57.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1