一种塑钢门窗加工用下料装置的制作方法
1.本实用新型涉及家具加工领域,尤其涉及一种塑钢门窗加工用下料装置。
背景技术:
2.塑钢门窗是以聚氯乙烯树脂为主要原料,加上一定比例的稳定剂、着色剂、填充剂、紫外线吸收剂等,经挤出成型材,然后通过切割、焊接或螺接的方式制成门窗框扇,配装上密封胶条、毛条、五金件等,同时为增强型材的刚性,超过一定长度的型材空腔内需要填加钢衬,这样制成的门户窗,称之为塑钢门窗。
3.现有技术中的塑钢门窗加工用下料装置在对塑钢门窗进行下料处理时,需要人工参与下料处理,从而导致下料效率过低,还大大增加了工作人员的劳动强度。
4.因此,有必要提供一种塑钢门窗加工用下料装置解决上述技术问题。
技术实现要素:
5.本实用新型提供一种塑钢门窗加工用下料装置,解决了现有技术中的塑钢门窗加工用下料装置在对塑钢门窗进行下料处理时,需要人工参与下料处理,从而导致下料效率过低的问题。
6.为解决上述技术问题,本实用新型提供的一种塑钢门窗加工用下料装置,包括:安装盒;
7.两个承料框,两个所述承料框分别固定连接于所述安装盒顶部的前侧与后侧;
8.下料组件,所述下料组件固定连接于所述安装盒内壁两侧的顶部之间;
9.调节组件,所述调节组件固定连接于两个所述承料框相对一侧的顶部之间;
10.接料组件,所述接料组件固定连接于所述安装盒一侧的底部;
11.导料板,所述导料板固定连接于所述安装盒顶部的一侧。
12.优选的,所述下料组件包括限位杆、电机和固定块,所述限位杆固定连接于所述安装盒内壁两侧的顶部之间,所述电机通过底座固定连接于所述安装盒正面的顶部,所述固定块固定连接于所述安装盒内壁正面的顶部,所述电机的输出轴固定连接有转轴,所述转轴的一端依次贯穿安装盒和固定块且延伸至固定块的外部,所述转轴的一端固定连接有限位块,所述限位块的顶部贯穿有滑杆,所述滑杆的顶部固定连接有l形块。
13.优选的,所述滑杆表面的顶部套设有弹簧,所述l形块的背面转动连接有畸形块,所述畸形块顶部的后侧固定连接有顶块,所述顶块顶部一侧设置有推料柱,所述限位杆的表面滑动连接有滑筒,所述滑筒的底部固定连接有竖杆,所述竖杆的底端贯穿畸形块且延伸至畸形块的外部。
14.优选的,所述调节组件包括横板,所述横板固定连接于两个所述承料框相对一侧的顶部之间,所述横板的底部固定连接有条形盒,所述条形盒内壁的顶部固定连接有伸缩气缸,所述伸缩气缸的底端固定连接有挡料板。
15.优选的,所述接料组件包括接料盒,所述接料盒固定连接于所述安装盒一侧的底
部,所述接料盒内壁正面与背面的底部之间滑动连接有底板,所述底板顶部两侧均固定连接有缓冲块。
16.优选的,所述缓冲块的顶部之间固定连接有置料板,所述底板底部的两侧均固定连接有万向轮,所述接料盒的一侧通过合页铰接有出料门。
17.与相关技术相比较,本实用新型提供的塑钢门窗加工用下料装置具有如下有益效果:
18.本实用新型提供一种塑钢门窗加工用下料装置,滑筒沿着限位杆滑到最左端,限位块继续转动从而使得滑杆转动,从而带动畸形块沿着竖杆向上滑动,从而带动顶块和推料柱向上移动,限位块继续转动,从而带动畸形块向右滑动,从而使得推料柱向右移动,从而推动承料框上最底部的一块塑钢门窗向右移动,最后使得塑钢门窗沿着导料板导出,通过下料组件能够很好的对加工完后的塑钢门窗进行自动下料,全程全自动化下料处理,从而降低工作人员的劳动强度,提高工作效率,另外通过调节组件能够根据很好的根据不同厚度的塑钢门窗进行调整,从而避免出现卡料现象,通过在底板的底部设置有万向轮,从而能够很好的对下料完成的塑钢门窗进行移料处理。
附图说明
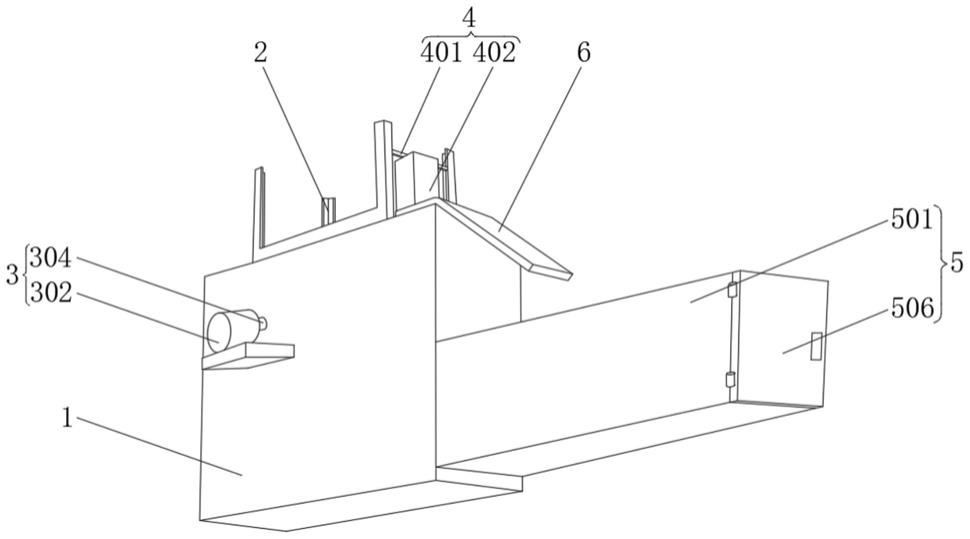
19.图1为本实用新型提供的塑钢门窗加工用下料装置的一种较佳实施例的结构示意图;
20.图2为图1所示下料组件的结构示意图;
21.图3为图1所示调节组件的结构示意图;
22.图4为图1所示接料组件的结构示意图;
23.图5为图2所示畸形块的结构示意图;
24.图6为图1所示限位杆的结构示意图。
25.图中标号:1、安装盒,2、承料框,3、下料组件,301、限位杆,302、电机,303、固定块,304、转轴,305、限位块,306、滑杆,307、l形块,308、弹簧,309、滑筒,310、畸形块,311、顶块,312、推料柱,313、竖杆,4、调节组件,401、横板,402、条形盒,403、伸缩气缸,404、挡料板,5、接料组件,501、接料盒,502、底板,503、缓冲块,504、置料板,505、万向轮,506、出料门,6、导料板。
具体实施方式
26.下面结合附图和实施方式对本实用新型作进一步说明。
27.请结合参阅图1、图2、图3、图4、图5和图6,其中,图1本实用新型提供的塑钢门窗加工用下料装置的一种较佳实施例的结构示意图;图2为图1所示下料组件的结构示意图;图3为图1所示调节组件的结构示意图;图4为图1所示接料组件的结构示意图;图5为图2所示畸形块的结构示意图;图6为图1所示限位杆的结构示意图。塑钢门窗加工用下料装置包括:安装盒1;
28.两个承料框2,两个承料框2分别固定连接于安装盒1顶部的前侧与后侧;
29.下料组件3,下料组件3固定连接于安装盒1内壁两侧的顶部之间;
30.调节组件4,调节组件4固定连接于两个承料框2相对一侧的顶部之间;
31.接料组件5,接料组件5固定连接于安装盒1一侧的底部;
32.导料板6,导料板6固定连接于安装盒1顶部的一侧。
33.下料组件3包括限位杆301、电机302和固定块303,限位杆301固定连接于安装盒1内壁两侧的顶部之间,电机302通过底座固定连接于安装盒1正面的顶部,固定块303固定连接于安装盒1内壁正面的顶部,电机302的输出轴固定连接有转轴304,转轴304的一端依次贯穿安装盒1和固定块303且延伸至固定块303的外部,转轴304的一端固定连接有限位块305,限位块305的顶部贯穿有滑杆306,滑杆306的顶部固定连接有l形块307,电机302为三相异步电机需要外接电源,外部设置有控制开关,通过启动电机302,电机302带动转轴304转动,从而带动限位块305转动,限位块305转动从而带动滑杆306转动,从而使得竖杆313沿着限位块305进行滑动,从而使得对l形块307进行挤压,从而带动畸形块310沿着竖杆313表面进行滑动,畸形块310向下滑动的同时还会带动竖杆313和滑筒309向左滑动,当滑筒309滑过限位杆301的中间后弹簧308不在受到挤压力减小,弹簧308通过自身的形变恢复力推动l形块307。
34.滑杆306表面的顶部套设有弹簧308,l形块307的背面转动连接有畸形块310,畸形块310顶部的后侧固定连接有顶块311,顶块311顶部一侧设置有推料柱312,限位杆301的表面滑动连接有滑筒309,滑筒309的底部固定连接有竖杆313,竖杆313的底端贯穿畸形块310且延伸至畸形块310的外部,l形块307移动从而带动滑杆306沿着限位块305向外弹出,从而使得滑筒309沿着限位杆301滑到最左端,限位块305继续转动从而使得滑杆306转动,从而带动畸形块310沿着竖杆313向上滑动,从而带动顶块311和推料柱312向上移动,限位块305继续转动,从而带动畸形块310向右滑动,从而使得推料柱312向右移动,从而推动承料框2上最底部的一块塑钢门窗向右移动,最后使得塑钢门窗沿着导料板6导出,最后落入到接料盒501内部,以此往复从而对塑钢门窗进行持续下料。
35.调节组件4包括横板401,横板401固定连接于两个承料框2相对一侧的顶部之间,横板401的底部固定连接有条形盒402,条形盒402内壁的顶部固定连接有伸缩气缸403,伸缩气缸403的底端固定连接有挡料板404,通过启动伸缩气缸403,控制伸缩气缸403伸缩,从而带动挡料板404沿着条形盒402上下移动。
36.接料组件5包括接料盒501,接料盒501固定连接于安装盒1一侧的底部,接料盒501内壁正面与背面的底部之间滑动连接有底板502,底板502顶部两侧均固定连接有缓冲块503,缓冲块503为橡胶缓冲材料,当接料盒501内部收集的塑钢门窗达到一定量后,可以通过先关闭电机302,再通过打开出料门506,再通过拉动底板502对收集的塑钢门窗移出接料盒501内部。
37.缓冲块503的顶部之间固定连接有置料板504,底板502底部的两侧均固定连接有万向轮505,接料盒501的一侧通过合页铰接有出料门506,万向轮505的数量为四个且均匀分布在底板502的底部。
38.本实用新型提供的塑钢门窗加工用下料装置的工作原理如下:
39.加工完成的塑钢门窗被输送到承料框2内部,当积累到一定量后,通过启动电机302,电机302带动转轴304转动,从而带动限位块305转动,限位块305转动从而带动滑杆306转动,从而使得竖杆313沿着限位块305进行滑动,从而使得对l形块307进行挤压,从而带动畸形块310沿着竖杆313表面进行滑动,畸形块310向下滑动的同时还会带动竖杆313和滑筒
309向左滑动,当当滑筒309滑过限位杆301的中间后弹簧308不在受到挤压力减小,弹簧308通过自身的形变恢复力推动l形块307,从而带动滑杆306沿着限位块305向外弹出,从而使得滑筒309沿着限位杆301滑到最左端,限位块305继续转动从而使得滑杆306转动,从而带动畸形块310沿着竖杆313向上滑动,从而带动顶块311和推料柱312向上移动,限位块305继续转动,从而带动畸形块310向右滑动,从而使得推料柱312向右移动,从而推动承料框2上最底部的一块塑钢门窗向右移动,最后使得塑钢门窗沿着导料板6导出,最后落入到接料盒501内部,以此往复从而对塑钢门窗进行持续下料,当接料盒501内部收集的塑钢门窗达到一定量后,可以通过先关闭电机302,再通过打开出料门506,再通过拉动底板502对收集的塑钢门窗移出接料盒501内部,另外通过启动伸缩气缸403,控制伸缩气缸403伸缩,从而带动挡料板404沿着条形盒402上下移动。
40.与相关技术相比较,本实用新型提供的塑钢门窗加工用下料装置具有如下有益效果:
41.滑筒309沿着限位杆301滑到最左端,限位块305继续转动从而使得滑杆306转动,从而带动畸形块310沿着竖杆313向上滑动,从而带动顶块311和推料柱312向上移动,限位块305继续转动,从而带动畸形块310向右滑动,从而使得推料柱312向右移动,从而推动承料框2上最底部的一块塑钢门窗向右移动,最后使得塑钢门窗沿着导料板6导出,通过下料组件3能够很好的对加工完后的塑钢门窗进行自动下料,全程全自动化下料处理,从而降低工作人员的劳动强度,提高工作效率,另外通过调节组件4能够根据很好的根据不同厚度的塑钢门窗进行调整,从而避免出现卡料现象,通过在底板502的底部设置有万向轮505,从而能够很好的对下料完成的塑钢门窗进行移料处理。
42.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1