鼻氧管软管上料机构的制作方法
1.本实用新型涉及鼻氧管加工技术领域,尤其是指一种鼻氧管软管上料机构。
背景技术:
2.鼻氧管由鼻架、三通、束管器、软管组成。软管是柔软细长的管子。软管往往采用手工进行上料,但是人工上料的效率很低,且对软管的位置控制较差,因此增大了鼻氧管的生产难度。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种鼻氧管软管上料机构,其不但上料效率高,而且位置控制精准,从而克服现有技术的不足。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.本技术提供一种鼻氧管软管上料机构,包括机架;软管供料装置,设置于所述机架;所述软管供料装置上具有软管料箱和若干个吸料治具;所述吸料治具伸入所述软管料箱之中;软管定位装置包括软管支撑台和若干组定位齿片;所述定位齿片分别设置于所述软管支撑台的两侧;软管取料机械手上具有软管取料夹具;所述软管取料机械手活动设置在吸料治具和软管定位装置之间;软管上料机械手上具有至少两组软管上料夹具;若干组的载具,设置于传送链条上;所述软管上料机械手活动设置在所述载具和软管定位装置之间。
6.进一步的,所述吸料治具的下端具有弧形的吸口。
7.优选的,所述软管支撑台上设置定位板,所述定位板上设置有若干个限位凹槽。
8.进一步的,所述定位齿片两片为一组,且定位齿片连接在齿片调节气缸的输出端上。
9.优选的,所述软管支撑台的两侧各设置有三组定位齿片。
10.优选的,所述软管上料夹具内设置有一块压板。
11.优选的,所述吸料治具上连接有压力开关和缓冲杆。
12.进一步的,所述载具上有第一限位片、第二限位片;所述第一限位片和第二限位片相对设置;所述第一限位片上设置有一个第一软管卡槽,所述第二限位片上设置有两个第二软管卡槽。
13.优选的,所述第一限位片和第二限位片之间间隔设置有若干块软管支撑块。
14.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,所述鼻氧管软管上料机构包括机架、软管供料装置、软管定位装置、软管取料机械手、软管上料机械手。软管供料装置上具有软管料箱和若干个吸料治具。多个吸料治具一次性可以吸取软管料箱中的多条的软管;软管取料机械手将吸料治具上的软管加载到软管定位装置之中进行位置的调整和定位,然后软管上料机械手将定位好的软管加载到载具之中进行加工,因此上料效率高,且软管位置控制精准。
15.软管上料夹具内设置有一块压板,能防止软管上料夹具夹取软管时软管位置松动。
16.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
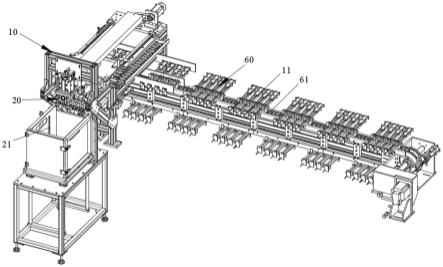
17.图1是本实用新型之实施例的整体示意图。
18.图2是本实用新型之实施例的图1的局部示意图。
19.图3是本实用新型之实施例的图1的局部示意图。
20.图4是本实用新型之实施例的载具示意图。
21.附图标识说明:
22.10、机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、软管
23.20、软管供料装置
ꢀꢀꢀꢀ
21、软管料箱
24.22、吸料治具
ꢀꢀꢀꢀꢀꢀꢀꢀ
23、压力开关
25.24、缓冲杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
25、吸料治具气缸
26.30、软管定位装置
ꢀꢀꢀꢀ
31、软管支撑台
27.32、定位齿片
ꢀꢀꢀꢀꢀꢀꢀꢀ
33、定位板
28.34、限位凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
35、齿片调节气缸
29.40、软管取料机械手
ꢀꢀ
41、软管取料夹具
30.50、软管上料机械手
ꢀꢀ
51、软管上料夹具
31.52、压板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60、载具
32.61、传送链条
ꢀꢀꢀꢀꢀꢀꢀꢀ
62、第一限位片
33.63、第一软管卡槽
ꢀꢀꢀꢀ
64、第二限位片
34.65、第二软管卡槽
ꢀꢀꢀꢀ
66、软管支撑块。
具体实施方式
35.请参照图1至图4所示,其显示出了本实用新型之较佳实施例的具体结构,是一种鼻氧管软管上料机构。
36.其中,多个吸料治具22一次性吸取多条的软管11,然后软管取料机械手40将多条软管11加载到软管定位装置30进行位置的调整和定位,最终软管上料夹具51将定位好的软管11加载到载具60之中,大大提高了软管的上料效率,保证了软管位置的精准。
37.本技术提供一种鼻氧管软管上料机构,包括机架10;软管供料装置20,设置于所述机架10;所述软管供料装置20上具有软管料箱21和若干个吸料治具22;所述吸料治具22伸入所述软管料箱21之中。软管料箱21中放置软管。多个吸料治具22在吸料治具气缸25的驱动下伸入软管料箱21之中吸取多条的软管11。优选的,所述吸料治具22上连接有压力开关23和缓冲杆24。压力开关23检测吸料治具22是否吸取了软管11,缓冲杆24对吸料治具22进行缓冲保护。进一步的,所述吸料治具22的下端具有弧形的吸口。该弧形的吸口与软管的尺寸相互适配有利于吸取软管。
38.软管定位装置30包括软管支撑台31和若干组定位齿片32;所述定位齿片32分别设
置于所述软管支撑台31的两侧;软管取料机械手40上具有软管取料夹具41;所述软管取料机械手40活动设置在吸料治具22和软管定位装置30之间。软管取料机械手40的软管取料夹具41在吸料治具22上夹取多条的软管,然后加载到软管定位装置30。软管定位装置30调整两软管之间首尾两端的距离。由于,一组软管是由两根组成的,因此要对两根软管之间的首尾两端的间距进行调整。优选的,所述软管支撑台31上设置定位板33,所述定位板33上设置有若干个限位凹槽34。进一步的,所述定位齿片32两片为一组,且定位齿片32连接在齿片调节气缸35的输出端上。优选的,所述软管支撑台31的两侧各设置有三组定位齿片32。本实施例中以软管支撑台31的两侧各设置有三组定位齿片32为例进行说明。软管11的中部放置在定位板33的限位凹槽34之中进行限位,然后软管支撑台31两侧定位齿片32调整软管首尾端部之间的间距。齿片调节气缸35驱动每组的定位齿片32朝着相反的方向运动,从而能调整两根软管首尾两端的间距。例如:软管支撑台31一侧的1号、3号、5号向左,软管支撑台31的另一侧2号、4号、6号则向右。可见,软管定位装置30是可以很好地对软管进行位置进行限定和调整的。
39.软管上料机械手50上具有至少两组软管上料夹具51;若干组的载具60,设置于传送链条61上;所述软管上料机械手50活动设置在所述载具60和软管定位装置30之间。优选的,所述软管上料夹具51内设置有一块压板52。所述软管上料夹具51可以根据需要设计多组,对称设置。软管上料机械手50的软管上料夹具51到软管定位装置30将定位好的软管首尾两端夹起,并加载到载具60之中。软管上料夹具51夹取软管的时候,压板52压住软管,防止软管松动位移,便于保证夹取的精准度。进一步的,所述载具60上有第一限位片62、第二限位片64;所述第一限位片62和第二限位片64相对设置;所述第一限位片62上设置有一个第一软管卡槽63,所述第二限位片64上设置有两个第二软管卡槽65。优选的,所述第一限位片62和第二限位片64之间间隔设置有若干块软管支撑块66。两根软管在载具60上的时候,两根软管的末端分别卡在第二软管卡槽65,两根软管的首端合并在一起卡在第一软管卡槽63。这样可以保证软管在载具60上不会松动,保证了上料的精准度。软管取料机械手40、软管上料机械手50优选采用桁架机械手或者气动式机械手,且软管上料夹具51和软管取料夹具41上都分别具有多个用于夹取软管的夹头。
40.综上所述,本实用新型的设计重点在于,其软管供料装置20的多个吸料治具22一次性可以吸取软管料箱21中的多条的软管加载到软管定位装置30之中进行位置的调整和定位,然后软管上料机械手50将定位好的软管加载到载具60之中进行加工。同时载具60也能对软管进行位置的限定,不会产生位移。因此鼻氧管软管上料机构的上料效率高,且软管位置控制精准。
41.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1