Mylar包装片热熔机的制作方法
mylar包装片热熔机
技术领域
1.本发明涉及铝壳电池制造领域,尤其涉及一种mylar包装片热熔机。
背景技术:
2.mylar(麦拉或迈拉),其为一种坚韧聚酯类高分子物;具有非常好的表面平整性,透明度和机械柔韧性;我们常说的mylar薄膜即为聚酯薄膜,在包装行业应用很广泛;对于我们的动力电池生产系统来说,我们需要为电芯包裹mylar薄膜,同时mylar薄膜如果热封焊接在绝缘底托片上形成mylar包装片后,其大大增加了包装材料的绝缘性能和强度,对电芯能够进行可靠密封和保护;如此一来,整个动力电池的目前生产过程需要将mylar薄膜和绝缘底托片热封焊接成mylar包装片,并将mylar包装片焊接热熔在电芯外表面。
3.现有技术中,在进行mylar膜与底托的热熔过程中,主要依靠人工手动将底托与mylar膜上的定位孔进行对位,然后再用电烙铁与mylar膜接触完成热熔。此种传统的方式小导致定位精度差、热熔效率低的问题,影响铝壳电池的产品质量与生产效率。
4.因此,急需要一种提高定位精度以及提高热熔效率的mylar包装片热熔机来克服上述缺陷。
技术实现要素:
5.本发明的目的在于提供一种提高定位精度以及提高热熔效率的mylar包装片热熔机。
6.为实现上述目的,本发明的mylar包装片热熔机包括基台、用于装载多片底托的底托上料仓、用于装载多片mylar膜的mylar上料仓、用于对底托及mylar同时取放料的重叠上料机械手及用于将重叠后的mylar膜和底托热熔成一体的热熔模组,底托上料仓、mylar上料仓及热熔模组呈一字形排列地安装于基台上,底托上料仓与mylar上料仓呈相邻设置,热熔模组邻设于底托上料仓或者mylar上料仓,重叠上料机械手包括呈龙门式的框架、用于吸取底托的第一吸盘模组及用于吸取mylar膜的第二吸盘模组,框架横跨于底托上料仓及mylar上料仓上,框架的横跨方向与底托上料仓和mylar上料仓的邻设方向一致,第一吸盘模组及第二吸盘模组均设于框架上并可相对框架做水平方向的移动及竖直方向的运动,第一吸盘模组具有若干个第一吸盘,第二吸盘模组具有若干个第二吸盘,第一吸盘模组和第二吸盘模组中的一者具有重叠移动机构,重叠移动机构驱使第一吸盘和第二吸盘中一者移动至与另一者重叠的位置。
7.与现有技术相比,本发明的mylar包装片热熔机借助重叠上料机械手具有框架,框架横跨于底托上料仓及mylar上料仓的上方,第一吸盘模组及第二吸盘模组分别对底托、mylar取料,从而取料便捷迅速;又借助第一吸盘模组与第二吸盘模组中的一者具有重叠移动机构,从而可将第一吸盘与第二吸盘在水平方向重叠,故取料后将mylar膜以及底托放置于热熔模组上时,可同时放料在热熔模组上或者先后间隔比较短的时间内放置在热熔模组上,无需等待第二吸盘模组避让的时间,故大大地节省放料时间,提高热熔效率。
8.较佳地,重叠上料机械手还包括用于同时驱动第一吸盘模组及第二吸盘模组移动的直线驱动模组、用于驱动第一吸盘模组升降的第一升降机构及用于驱动第二吸盘模组升降的第二升降机构,直线驱动模组具有两个输出端,第一升降机构及第二升降机构分别安装于直线驱动模组的两输出端上,第一吸盘模组安装于第一升降机构的输出端上,第二吸盘模组安装于第二升降机构的输出端上。
9.较佳地,第一吸盘的排列宽度恒小于第二吸盘的排列宽度;重叠时,第一吸盘的高度与第二吸盘的高度不同。
10.较佳地,第一吸盘模组还包括第一安装架,第一吸盘模组通过第一安装架安装于第一升降机构的输出端上;第二吸盘模组还包括第二安装架;第二吸盘模组通过第二安装架安装于第二升降机构的输出端上;第二安装架的一侧设有缺口,缺口的宽度大于等于第一安装架的宽度;当第一吸盘模组及第二吸盘模组重叠时,第二安装架的通过缺口包围第一安装架的宽度侧。
11.较佳地,底托上料仓包括第一固定板、第一抽拉板及底托上料模组,第一固定板为两个并呈间隔开地固定安装于基台上,第一抽拉板呈滑动地设于两第一固定板之间,第一固定板呈竖直设置,第一抽拉板呈水平设置,底托上料模组安装于第一抽拉板上。
12.较佳地,底托上料模组包括底托安装板、若干个直角导向柱、分离档杆及第一顶升机构,底托安装板安装于第一抽拉板上,直角导向柱设于底托安装板的四周处,直角导向柱围成了供底托层叠放置的收容空间,分离档杆水平地穿置于两相邻的直角导向柱之间,底托安装板设有贯穿设置的第一镂空孔,第一顶升机构位于底托安装板的下方,第一顶升机构的输出端朝上设置并与第一镂空孔正对,第一顶升机构的输出端向上顶升底托以使得最上方的底托位于同一取料高度。
13.较佳地,底托上料仓还包括用于锁紧第一抽拉板的锁紧装置,锁紧装置包括第一锁紧块、第二锁紧块及锁紧气缸,锁紧气缸的输出端与第一锁紧块连接,第二锁紧块设于抽拉板上,第二锁紧块设有供第一锁紧块伸入卡合的卡槽;当抽拉板被推入到位后,锁紧气缸驱动第一锁紧块朝卡槽移动以卡入卡槽。
14.较佳地,热熔模组包括热熔工作台及热熔压头组件,热熔压头组件安装于第一吸盘模组上,热熔工作台邻设于底托上料仓或者mylar上料仓。
15.较佳地,热熔工作台包括合成石板、第三吸盘安装板、第三吸盘、热熔丝及定位销钉,第三吸盘安装板为两个并分别设于合成石板的两侧,第三吸盘为若干个并设于第三吸盘安装板上,第三吸盘朝上设置,热熔丝安装于合成石板上,定位销钉设于合成石板上并伸出于合成石板的上表面。
16.较佳地,底托上料仓具有两个间隔开设置的底托上料位,mylar上料仓具有两个呈间隔开设置的mylar上料位,重叠上料机械手为两个并呈间隔开设置,重叠上料机械手、底托上料位、mylar上料位的间隔方向一致,同一侧的重叠上料机械手位于同侧的底托上料位和mylar上料位的上方。
附图说明
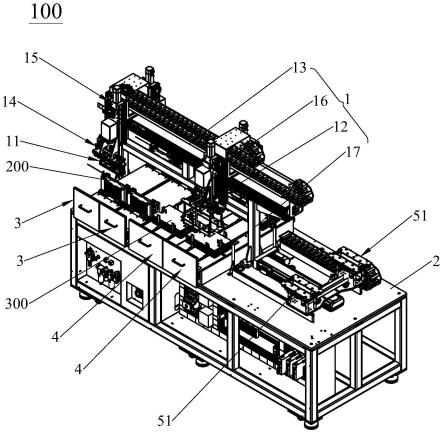
17.图1是本发明mylar包装片热熔机的立体结构示意图。
18.图2是本发明mylar包装片热熔机的俯视结构示意图。
19.图3是本发明mylar包装片热熔机的底托上料仓的立体结构示意图。
20.图4是图3中的底托上料仓的底托上料模组的正视结构示意图。
21.图5是本发明mylar包装片热熔机的mylar上料仓的立体结构示意图。
22.图6是图5中的mylar上料仓的锁紧装置的立体结构示意图。
23.图7是本发明mylar包装片热熔机的重叠上料机械手处于未重叠状态的立体结构示意图。
24.图8是本发明mylar包装片热熔机的重叠上料机械手处于重叠状态的立体结构示意图。
25.图9是本发明mylar包装片热熔机的重叠上料机械手的侧视的立体结构示意图。
26.图10是本发明mylar包装片热熔机的重叠上料机械手的第二吸盘模组的立体结构示意图。
27.图11是本发明mylar包装片热熔机的重叠上料机械手的第一吸盘模组的立体结构示意图。
28.图12是本发明mylar包装片热熔机的热熔模组的热熔工作台的立体结构示意图。
29.图13是图12中的热熔工作台隐藏横移驱动模组后的立体结构示意图。
具体实施方式
30.为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
31.请参阅图1至图4,本发明的mylar包装片热熔机100包括基台2、用于装载多片底托200的底托上料仓3、用于装载多片mylar膜300的mylar上料仓4、用于对底托200及mylar膜300同时取放料的重叠上料机械手1及用于将重叠后的mylar膜300和底托200热熔成一体的热熔模组5。底托上料仓3、mylar上料仓4及热熔模组5呈一字形排列地安装于基台2上。底托上料仓3与mylar上料仓4呈相邻设置,热熔模组5邻设于mylar上料仓4。当然,于其他实施例中,热熔模组5邻设于底托上料仓3,故不以此为限。重叠上料机械手1包括呈龙门式的框架17、用于吸取底托200的第一吸盘模组11及用于吸取mylar膜300的第二吸盘模组12,框架17横跨于底托上料仓3及mylar上料仓4上,框架17的横跨方向与底托上料仓3和mylar上料仓4的邻设方向一致。第一吸盘模组11及第二吸盘模组12均设于框架17上并可相对框架17做水平方向的移动及竖直方向的运动。第一吸盘模组11具有若干个第一吸盘111,第二吸盘模组12具有若干个第二吸盘121。第一吸盘模组11和第二吸盘模组12中的一者具有重叠移动机构14,重叠移动机构14驱使第一吸盘111和第二吸盘121中一者移动至与另一者重叠的位置。当第一吸盘模组11及第二吸盘模组12呈贴近的相邻位置时,借助重叠移动机构14,即可使得第一吸盘111与第二吸盘121在水平方向上重叠。可理解的是,重叠上料机械手1同时吸取底托200及mylar膜300移动至热熔模组5的工作台后,第二吸盘121先放下mylar膜300,然后第一吸盘111再放底托200,此放料过程精确又迅速。底托200放料过程中,不需要第二吸盘121先移动避让位置,故大大地节省放料时间,提高热熔效率。
32.更具体地,如下:
33.请参阅图1及图2,底托上料仓3包括第一固定板31、第一抽拉板32及底托上料模组33。第一固定板31为两个并呈间隔开地固定安装于基台2上,第一抽拉板32呈滑动地设于两
第一固定板31之间,第一固定板31呈竖直设置,第一抽拉板32呈水平设置,底托上料模组33安装于第一抽拉板32上。较优的是,于本实施例中,第一抽拉板32还设有第一盖体321以及第一拉手322,第一盖体321设于第一抽拉板32的一端并与第一抽拉板32垂直设置,第一拉手322设于第一盖体321上,从而方便人手拉出或者推入底托上料仓3。
34.请参阅图3,第一固定板31与第一抽拉板32正对的一侧设有滑轨34,第一抽拉板32的两侧分别设有滑槽35;当然,于其他实施例中,第一固定板31与第一抽拉板32正对的一侧设有滑槽35,第一抽拉板32的两侧分别设有滑轨34,故不以此为限。
35.请参阅图3及图4,底托上料模组33包括底托安装板331、若干个直角导向柱332、分离档杆333及第一顶升机构334。底托安装板331安装于第一抽拉板32上,直角导向柱332设于底托安装板331的四周处,直角导向柱332围成了供底托200层叠放置的收容空间,分离档杆333水平地穿置于两相邻的直角导向柱332之间,底托安装板331设有贯穿设置的第一镂空孔(图中未示),第一顶升机构334位于底托安装板331的下方,第一顶升机构334的输出端朝上设置并与第一镂空孔正对,第一顶升机构334的输出端向上顶升底托200以使得最上方的底托200位于同一取料高度。可理解的是,第一顶升机构334的结构及其原理为本领域技术人员所熟知,故不在此赘述。
36.请参阅图6,较优的是,底托上料仓3还包括用于锁紧第一抽拉板32的锁紧装置6。具体地,锁紧装置6包括第一锁紧块61、第二锁紧块62及锁紧气缸63,锁紧气缸63的输出端与第一锁紧块61连接,第二锁紧块62设于第一抽拉板32上,第二锁紧块62设有供第一锁紧块61伸入卡合的卡槽621;当第一抽拉板32被推入到位后,锁紧气缸63驱动第一锁紧块61朝卡槽621移动以卡入卡槽621。举例而言,于本实施例中,卡槽621为v型槽,第一锁紧块61的顶部具有与卡槽621卡合的v形面。当需要拉出第一抽拉板32时,锁紧气缸63驱动第一锁紧块61向下移动,使得第一锁紧块61脱离卡槽621,此时第一抽拉板32可抽出;当推入第一抽拉板32后,锁紧气缸63驱动第一锁紧块61向上移动以使得第一锁紧块61与卡槽621卡合。此时第一抽拉板32不能随意被抽拉。
37.请参阅图5及图6,mylar上料仓4包括第二固定板41、第二抽拉板42及mylar上料模组43。第二固定板41为两个并呈间隔开地固定安装于基台2上,第二抽拉板42呈滑动地设于两第二固定板41之间,第二固定板41呈竖直设置,第二抽拉板42呈水平设置,mylar上料模组43安装于第二抽拉板42上。较优的是,于本实施例中,第二抽拉板42还设有第二盖体421以及第二拉手422,第二盖体421设于第二抽拉板42的一端并与第二抽拉板42垂直设置,第二拉手422设于第二盖体421上,从而方便人手拉出或者推入mylar上料仓4。较优的是,第二固定板41与第二抽拉板42正对的一侧设有滑轨34,第二抽拉板42的两侧分别设有滑槽35;当然,于其他实施例中,第二固定板41与第二抽拉板42正对的一侧设有滑槽35,第二抽拉板42的两侧分别设有滑轨34,故不以此为限。
38.请参阅图5,mylar上料模组43包括mylar安装板431、若干个限位柱432、若干个分离毛刷433、定位销434及第二顶升机构435。mylar安装板431安装于第二抽拉板42上,限位柱432设于mylar安装板431的四周处,限位柱432围成了供mylar膜300层叠放置的容纳空间,限位柱432上均设有分离毛刷433,定位销434呈竖直设置,mylar安装板431设有贯穿设置的第二镂空孔4311,第二顶升机构435位于mylar安装板431的下方,第二顶升机构435的输出端朝上设置并与第二镂空孔4311正对,第二顶升机构435的输出端向上顶升mylar膜
300以使得最上方的mylar膜300位于同一取料高度。较优的是,第二抽拉板42上设有若干条沿第一水平方向及第二水平方向设置的导向长槽421,导向柱呈滑动地设于导向长槽421内,从而可调整限位柱432的位置,以使得其能适用多种规格的mylar膜300。
39.请参阅图6,mylar上料仓4还包括用于锁紧第二抽拉板42的锁紧装置6。具体地,锁紧装置6包括第一锁紧块61、第二锁紧块62及锁紧气缸63,锁紧气缸63的输出端与第一锁紧块61连接,第二锁紧块62设于第二抽拉板42上,第二锁紧块62设有供第一锁紧块61伸入卡合的卡槽621;当第一抽拉板32被推入到位后,锁紧气缸63驱动第一锁紧块61朝卡槽621移动以卡入卡槽621。举例而言,于本实施例中,卡槽621为v型槽,第一锁紧块61的顶部具有与卡槽621卡合的v形面。当需要拉出第二抽拉板42时,锁紧气缸63驱动第一锁紧块61向下移动,使得第一锁紧块61脱离卡槽621,此时第二抽拉板42可抽出;当推入第二抽拉板42后,锁紧气缸63驱动第一锁紧块61向上移动以使得第一锁紧块61与卡槽621卡合。此时第二抽拉板42不能随意被抽拉。
40.请参阅图7及图8,重叠上料机械手1还包括用于同时驱动第一吸盘模组11及第二吸盘模组12移动的直线驱动模组13、用于驱动第一吸盘模组11升降的第一升降机构15及用于驱动第二吸盘模组12升降的第二升降机构16,直线驱动模组13具有两个输出端,第一升降机构15及第二升降机构16分别安装于直线驱动模组13的两输出端上,第一吸盘模组11安装于第一升降机构15的输出端上,第二吸盘模组12安装于第二升降机构16的输出端上。具体地,于本实施例中,直线驱动模组13为双动子直线驱动模组,由于双动子直线驱动模组的结构与原理为本领域技术人员所熟知,故不在此赘述。可理解的是,直线驱动模组13及重叠移动机构14的驱动方向为沿左右的水平方向,当然,于其他实施例中,直线驱动模组13及重叠移动机构14的驱动方向为沿前后的水平方向,故不以此为限。借助第一升降机构15及第二升降机构16,从而协助第一吸盘模组11及第二吸盘模组12在mylar膜取料工位及底托取料工位上取料,也同时协助第一吸盘模组11及第二吸盘模组12在热熔工位上取放料。可理解的是,第一升降机构15与第二升降机构16的具体结构及原理为本领域技术人员所熟知,故不在此赘述。
41.请参阅图9,第一吸盘111的排列宽度恒小于第二吸盘121的排列宽度。举例而言,于本实施例中,第一吸盘111的数量为三个,三个第一吸盘111呈同列地间隔开的设置。第二吸盘121的数量为十二个,十二个第二吸盘121呈两列设置,单列的第一吸盘111位于两列第二吸盘121之间。方便后序第一吸盘111与第二吸盘121重叠时不会在宽度方向上形成干涉。重叠时,第一吸盘的高度与第二吸盘的高度不同。较优的是,于本实施例中,第一吸盘111的高度高于第二吸盘121的高度,方便后序第一吸盘111与第二吸盘121重叠时不会在高度方向上干涉。可理解的是,重叠移动机构14驱使第一吸盘111和第二吸盘121在长度方向上重合。当然,于其他实施例中,重叠移动机构14使第一吸盘111与第二吸盘121在宽度方向上重合,而高度方向与长度方向不干涉,故不以此为限。
42.请参阅图11,第一吸盘模组11还包括第一安装架112,第一吸盘模组11通过第一安装架112安装于第一升降机构15的输出端上。具体地,第一安装架112包括第一竖直安装板1121、第一水平安装板1122及第一加强筋板1123。第一水平安装板1122安装于第一竖直安装板1121的底端并与第一竖直安装板1121形成l形板。可理解的是,第一竖直安装板1121连接于第一升降机构15的输出端。第一加强筋板1123连接于第一竖直安装板1121及第一水平
安装板1122之间,借助第一加强筋板1123加强第一安装架112的强度及稳定性。
43.请参阅图10,第二吸盘模组12还包括第二安装架122;第二吸盘模组12通过第二安装架122安装于第二升降机构16的输出端上。第二安装架122包括第二竖直安装板1221、第二水平安装板1222及第二加强筋板1223。第二安装架122的结构与第一安装架112的结构一致,故不在此赘述。第二安装架122的朝向第一安装架112的一侧设有缺口12221。具体地,第二水平安装板1222朝向第一安装架112的一侧具有缺口12221。缺口12221的宽度大于等于第一安装架112的宽度,具体地,缺口12221的宽度大于等于第一水平安装板1122的宽度。
44.请参阅图8,当第一吸盘模组11及第二吸盘模组12重叠时,第二安装架122的通过缺口12221包围第一安装架112的宽度侧。较优的是,当处于重叠位置时,第二水平安装板1222的高度高于第一水平安装板1122的高度。第一水平安装板1122及第二水平安装板1222没有干涉,从而可使得第一安装架112的第一加强筋板1123与第二安装架122的第二加强筋板1223之间可以无限接近。可理解的是,当第二水平安装板1222下降至低于第一水平安装板1122的时候,此时通过直线驱动模组13及重叠移动机构14之间的协调配合,直线驱动模组13驱动第一安装架112无限接近第二安装架122,重叠移动机构14驱动第一吸盘111伸入至第二吸盘121的包围之内。
45.请继续参阅图11,第一吸盘模组11具有重叠移动机构14,重叠移动机构14安装于第一安装架112上。具体地,重叠移动机构14安装于第一水平安装板1122上。第一吸盘111安装于重叠移动机构14的输出端上,重叠移动机构14驱动第一吸盘111朝靠近第二吸盘121的方向移动以与第二吸盘121重叠。当然,于其他实施例中,第二吸盘模组12具有重叠移动机构14,重叠移动机构14驱动第二吸盘121朝靠近第一吸盘111的方向移动以与第一吸盘111重叠,故不以此为限。具体地,重叠移动机构14包括重叠驱动器141、连接板142及移动板143,重叠驱动器141安装于第一水平安装板1122上,重叠驱动器141的输出端与连接板142连接,连接板142与移动板143连接,第一吸盘111连接于移动板143上。具体地,连接板142竖直设置,移动板143水平设置。连接板142连接于移动板143的一端上且两者呈l形设置。举例而言,重叠驱动器141为气缸,但不以此为限。较优的是,为了使得移动板143的移动更加平稳可靠,重叠移动机构14还包括滑轨144及滑块145,滑块145呈固定地设于第一水平安装板1122的底面,滑轨144固定地设于移动板143的顶面。当重叠驱动器141驱动连接板142及移动板143移动时,滑轨144相对滑块145滑动。当然,于其他实施例中,滑块145设于移动板143上,滑轨144设于第一水平安装板1122上,故不以此为限。
46.请参阅图6,第一吸盘模组11还包括第一吸盘安装组件113,第一吸盘安装组件113包括第一吸盘安装板1131及第一吸盘安装柱1132。第一吸盘安装柱1132为若干个并竖直设置,第一吸盘安装柱1132安装于移动板143上并位于移动板143的底部,第一吸盘安装板1131连接于第一吸盘安装柱1132的底端,第一吸盘111安装于第一吸盘安装板1131上并朝下设置。借助第一吸盘安装组件113,从而让所有的第一吸盘111同步移动,借助一个重叠驱动器141即可推动所有的第一吸盘111移动。当然,于其他实施例中,第一吸盘安装组件113的具体结构不以此为限。
47.第二吸盘模组12还包括第二吸盘安装组件123。第二吸盘安装组件123包括第二吸盘安装柱1232及第二吸盘安装板1231。具体地,第二吸盘安装柱1232安装于第二安装架122的水平安装板的底部,第二吸盘安装板1231安装于第二吸盘安装柱1232的底端。第二吸盘
121呈间隔开地安装于第二吸盘安装板1231上并朝下设置。具体地,于本实施例中,第二吸盘安装板1231为两个,第二吸盘安装板1231的沿宽度方向呈间隔开设置,两第二吸盘安装板1231之间的间距用于容纳第一吸盘安装板1131及其上的第一吸盘111,以确保第一吸盘111及第二吸盘121重叠后,不会在宽度方向上干涉。当第一吸盘111与第二吸盘121在长度方向重叠时,第二吸盘121呈包围地设于第一吸盘111的周侧。具体地,每个第二吸盘安装板1231上安装有六个第二吸盘121。可理解的是,于其他实施例中,每个第二吸盘安装板1231上安装有两个、三个、四个、五个或七个不等的第二吸盘121,故第二吸盘121的数量不以此为限。
48.请参阅图10至图11,第一吸盘模组11还包括第一物料检测传感器114,第一物料检测传感器114安装于第一吸盘安装板1131上。第二吸盘模组12还包括第二物料检测传感器124,第二物料检测传感器124安装于第二吸盘安装板1231上。借助第一物料检测传感器114,在底托上料工位可用于检测是否成功吸取到底托200;借助第二物料检测传感器124,在mylar膜上料工位可用于检测是否成功吸取到mylar膜300。第二吸盘模组12还包括料位高度检测传感器125,料位高度检测传感器125用于检测mylar膜300与底托200的相对高度。
49.请参阅图12及图13,热熔模组5包括热熔工作台51及热熔压头组件52。热熔压头组件(图中未示)安装于第一吸盘模组11上,具体地,热熔压头组件安装于第一吸盘安装板1131上。当然,于其他实施例中,热熔压头组件另外设于三轴机械手上,故不以此为限。具体地,热熔工作台51邻设于mylar上料仓4。当然,于其他实施例中,热熔工作台51邻设于底托上料仓3,故不以此为限。可理解的是,热熔压头组件52的具体结构及其原理为本领域技术人员所熟知,故不在此赘述。
50.请参阅图12及图13,热熔工作台51包括合成石板511、第三吸盘安装板512、第三吸盘513、热熔丝514及定位销钉515。第三吸盘安装板512为两个并分别设于合成石板511的两侧,第三吸盘513为若干个并设于第三吸盘安装板512上,第三吸盘513朝上设置。借助第三吸盘513吸附mylar膜300,热熔丝514安装于合成石板511上,定位销钉515设于合成石板511上并伸出于合成石板511的上表面。借助定位销钉515定位底托200。借助热熔丝514加热后,热熔丝514受热融化使得mylar膜300与底托200相互粘连。较优的是,热熔工作台51还包括锁紧铜块516以及导线连接铜块517,导线连接铜块517设于合成石板511上,锁紧铜块516位于导线连接铜块517的上方,热熔丝514连接于导向连接铜块及锁紧铜块516之间。可理解的是,热熔工作台51的热熔原理为本领域技术人员所熟知,故不在此赘述。
51.请参阅图12及图13,热熔模组5还包括驱动热熔工作台51移动的横移驱动模组53,热熔工作台51设于横移驱动模组53的输出端上,热熔工作台51具有热熔工位及下料工位,横移驱动模组53驱动热熔工作台51于热熔工位及下料工作之间移动。可理解的是,横移驱动模组53的结构及其原理为本领域技术人员所熟知,故不在此赘述。
52.请参阅图1至图2,底托上料仓3具有两个间隔开设置的底托上料位。可理解的是,一个底托上料位中设有一个底托上料模组33。mylar上料仓4具有两个呈间隔开设置的mylar上料位。可理解的是,一个mylar上料位中设有一个mylar上料模组43。重叠上料机械手1为两个并呈间隔开设置。热熔模组5具有两个呈间隔开设置的热熔工位,一个热熔工位中设有一个热熔工作台51。重叠上料机械手1、底托上料位、mylar上料位及热熔工位的间隔方向一致,同一侧的重叠上料机械手1位于同侧的底托上料位和mylar上料位的上方。故本
发明的mylar安装片热熔机具因其具有两条同时工作的流水线而大大地提高工作效率。可理解的是,于其他实施例中,底仓上料位、mylar上料位、重叠上料机械手1及热熔工位均设有一个,故不以此为限。
53.结合附图,对本发明的mylar包装片热熔机100的工作原理进行说明:底托上料仓3通过底托上料模组33将最上方的底托200保持在一取料高度上,mylar上料仓4通过mylar上料模组43将最上方的mylar膜保持在一取料高度上;重叠上料机械手1的第一吸盘模组11移动至底托上料模组33的取料高度上取底托200,重叠上料机械手1的第二吸盘模组12移动至mylar上料模组43的取料高度上取mylar膜300;取完料后,直线驱动模组13驱动第一吸盘模组11及第二吸盘模组12同时移动至热熔工位准备热熔。借助第一升降机构15及第二升降机构16,使得第一安装架112的第一水平安装板1122的高度低于第二安装架122的第二水平安装板1222的高度,在第一安装架112靠近第二安装架122的过程中,第一加强筋板1123被缺口12221包围直至第一加强筋板1123与第二加强筋板1223无限接近后停止,此时再借助重叠移动机构14驱动第一吸盘111移动至第二吸盘121之中,此时底托200与mylar膜300沿高度方向对齐,再借助第一升降机构15及第二升降机构16一起下降至热熔工位上,第二吸盘模组12将mylar膜300放置于热熔工作台51上,第一吸盘模组11将底托200放置于mylar膜300上,同时,热熔压头组件52随第一吸盘模组11的下降压住mylar膜300及底托200加热,热熔完毕后,重叠上料机械手1复位,热熔工作台51从热熔工位移动至下料工位等待下料。
54.与现有技术相比,本发明的mylar包装片热熔机100借助重叠上料机械手1具有框架17,框架17横跨于底托上料仓3及mylar上料仓4的上方,第一吸盘模组11及第二吸盘模组12分别对底托200、mylar取料,从而取料便捷迅速;又借助第一吸盘模组11与第二吸盘模组12中的一者具有重叠移动机构14,从而可将第一吸盘111与第二吸盘121在水平方向重叠,故取料后将mylar膜300以及底托200放置于热熔模组5上时,可同时放料在热熔模组5上或者先后间隔比较短的时间内放置在热熔模组5上,无需等待第二吸盘模组12避让的时间,故大大地节省放料时间,提高热熔效率。
55.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1