一种板材分切收边丝结构的制作方法
1.本实用新型涉及板材加工的技术领域,具体是涉及一种板材分切收边丝结构。
背景技术:
2.人们的生产生活中,所使用的工具很多都为板状的原料加工得到,而板状的原料初始状态下为一块尺寸较大的板材,加工过程中通过分切设备将尺寸较大的板材裁切为条状结构,然后再将条状结构分切为大小合适的板状原料。但是,由于生产过程中尺寸较大的板材通常会预留切割余量,并且,在板材自身的生产过程中,也存在边沿部位的材料性能和中间部位的材料性能差异的问题,导致后续裁切过程中,板材的侧边的部分会裁切掉,产生废料边丝。而目前市面上的分切设备并无收边丝的结构,裁切产生的废料边丝需要人工从分切设备上清理掉,不仅效率低,而且边丝边沿锋利,存在划伤的风险,另外,人工收边丝时,边丝堆放杂乱,边丝之间的空隙较大,会占用较大的堆放空间,空间浪费严重,并且操作人员的工作负担重,不利于生产制造。
技术实现要素:
3.针对现有技术中存在的上述问题,现旨在提供一种板材分切收边丝结构,以设置收卷机构和下料机构,通过收卷机构将裁切产生的边丝自动卷收,效率高,收卷更紧凑,避免占用空间大的问题,同时也减低了收边丝过程中被划伤的风险,另外,通过下料机构自动将收卷的边丝从收卷机构上取下,减轻了操作人员的工作负担,利于生产制造。
4.具体技术方案如下:
5.一种板材分切收边丝结构,设置于分切设备的出口处,具有这样的特征,包括:
6.机架,机架设置于分切设备的出口处,且出口的两侧均设置有一机架;
7.收卷机构,收卷机构包括一收卷驱动器、一转轴以及一收料架,转轴的上端转动安装于机架上并竖直朝下布置,驱动器设置于机架上且与转轴动力连接,同时,收料架安装于转轴的下端,且收料架的下端铰接于转轴的下端,收料架的上端滑动套设于转轴外;
8.下料机构,下料机构包括一下料驱动器、一支撑座以及一压杆,支撑座设置于机架上且位于转轴的旁侧,压杆的中部铰接于支撑座上,压杆的一端延伸至收料架的上端的上方,下料驱动器铰接于机架上并沿竖直方向做伸缩运动,同时,下料驱动器的驱动轴与压杆的另一端铰接。
9.上述的一种板材分切收边丝结构,其中,收料架包括下安装套、上滑动盘、下摆杆、连接杆以及弹簧,下安装套固定套设于转轴的下端,上滑动盘滑动套设于转轴上且位于下安装套和压杆之间,弹簧套设于转轴上且弹簧的两端分别抵靠于下安装套和上滑动盘上,下摆杆设置有若干根,若干根下摆杆呈放射状分布于下安装套的外沿处,每一下摆杆的端部均与下安装套铰接,每一下摆杆的中部均与一连接杆的下端铰接,每一连接杆的上端均竖直朝上延伸至上滑动盘处并与上滑动盘铰接。
10.上述的一种板材分切收边丝结构,其中,每一下摆杆背离下安装套的一端均倾斜
朝下弯曲。
11.上述的一种板材分切收边丝结构,其中,上滑动盘上且位于每一连接杆处均开设有一贯穿的偏摆孔,同时,每一偏摆孔的上端开口处均设置有一偏摆座,且每一偏摆座均固定安装于上滑动盘上,与偏摆孔对应的连接杆的上端穿过偏摆孔后与对应的偏摆座铰接。
12.上述的一种板材分切收边丝结构,其中,偏摆座的一侧面形状呈“n”字形结构布置,偏摆座的两侧分别焊接于偏摆孔的两侧。
13.上述的一种板材分切收边丝结构,其中,压杆一侧面形状呈“y”字形布置,压杆岔开的一端位于上滑动盘的上方,且压杆岔开的部位分别位于转轴的两侧。
14.上述的一种板材分切收边丝结构,其中,还包括进料导向件,进料导向件具有一导向孔,进料导向件设置于机架上且位于收卷机构和分切设备的出口之间。
15.上述的一种板材分切收边丝结构,其中,进料导向件包括导向支架、导向轴以及导向圈,导向支架的一端转动安装于机架上,导向支架的另一端伸出至机架外,导向圈的内孔为导向孔,导向圈的外沿上且沿导向圈的径向设置有导向轴,同时导向轴转动安装于导向支架上,同时,导向支架与导向轴呈垂直布置。
16.上述的一种板材分切收边丝结构,其中,还包括导向框,导向框设置于机架上,导向框具有一沿竖直方向布置的调节槽,调节槽内滑动安装有一滑块,导向支架安装于机架上的一端转动安装于滑块上。
17.上述的一种板材分切收边丝结构,其中,还包括升降驱动器,升降驱动器安装于机架上且沿竖直方向布置,升降驱动器的驱动轴延伸至调节槽内并与滑块连接。
18.上述技术方案的积极效果是:
19.上述的板材分切收边丝结构,通过在分切设备的出口处设置有收卷机构和下料机构,通过收卷机构将分切设备加工产生的废料边丝自动卷收,提高了边丝收料效率,且能提高卷收时边丝的紧凑性,避免边丝随意堆放而占用较大空间的问题,并且,无需人工接触边丝,有效降低了收边丝过程中被划伤的风险,另外,将下料机构设置于机架上且作用于收卷机构上,通过下料机构将收卷机构卷收的边丝从收卷机构上的退下,方便对卷收的边丝的后续处理,无需人工取下,操作人员的工作负担更轻,省时省力,利于生产制造。
附图说明
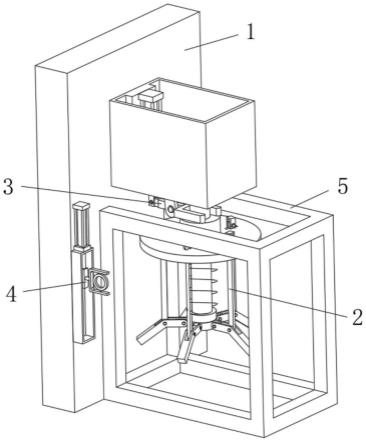
20.图1为本实用新型的一种板材分切收边丝结构的实施例的结构图;
21.图2为本实用新型一较佳实施例的收卷机构和下料机构的安装示意图;
22.图3为本实用新型一较佳实施例的收卷机构的结构图;
23.图4为本实用新型一较佳实施例的下料机构的结构图;
24.图5为本实用新型一较佳实施例的进料导向件的结构图。
25.附图中:1、机架;2、收卷机构;21、收卷驱动器;22、转轴;23、收料架;231、下安装套;232、上滑动盘;233、下摆杆;234、连接杆;235、弹簧;2321、偏摆孔;2322、偏摆座;3、下料机构;31、下料驱动器;32、支撑座;33、压杆;4、进料导向件;41、导向支架;42、导向轴;43、导向圈;44、导向框;45、滑块;46、升降驱动器;431、导向孔;441、调节槽;5、保护框架。
具体实施方式
26.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图1至附图5对本实用新型提供的技术方案作具体阐述,但以下内容不作为本实用新型的限定。
27.图1为本实用新型的一种板材分切收边丝结构的实施例的结构图;图2为本实用新型一较佳实施例的收卷机构和下料机构的安装示意图。如图1和图2所示,本实施例提供的板材分切收边丝结构包括:机架1、收卷机构2以及下料机构3,此时,机架1设置于分切设备的出口处,并且,分切设备的出口的两侧均设置有机架1,每一机架1上均设置有收卷机构2和下料机构3,实现了对分切设备裁切尺寸较大的板材时产生的边丝的收集,使得分切设备的两侧产生的边丝均能被收集。
28.图3为本实用新型一较佳实施例的收卷机构的结构图。如图1、图2以及图3所示,收卷机构2又包括一收卷驱动器21、一转轴22以及一收料架23,此时,转轴22的上端转动安装于机架1上并竖直朝下布置,优选的,转轴22通过转动轴承安装于机架1上。同时,将驱动器设置于机架1上,并且,驱动器与转轴22动力连接,通过驱动器带动转轴22在机架1上转动,为后续实现对边丝的卷收提供了条件。同时,将收料架23安装于转轴22的下端,即收料架23悬挂于转轴22的下端,避免了收料架23的下端被机架1挡住的问题,确保了后续收料架23上卷收的边丝能顺利从收料架23上脱下。并且,收料架23的下端铰接于转轴22的下端,收料架23的上端滑动套设于转轴22外,实现了收料架23在转轴22上的安装,使得转轴22能带动收料架23转动,从而将边丝卷收于收料架23上,另外,由于收料架23的上端滑动套设于转轴22外,实现了收料架23的上端在转轴22上位置的调节,从而实现收料架23形状的改变,为后续实现自动将收料架23上卷收的边丝取下提供了条件。
29.图4为本实用新型一较佳实施例的下料机构的结构图。如图1、图2以及图4所示,下料机构3又包括一下料驱动器31、一支撑座32以及一压杆33。此时,将支撑座32设置于机架1上且位于转轴22的旁侧,同时,将压杆33的中部铰接于支撑座32上,使得压杆33和支撑座32形成杠杆结构。并且,将压杆33的一端延伸至收料架23的上端的上方,使得在对压杆33的另一端提供作用力时,压杆33延伸至收料架23的上方的一端能朝下接触收料架23的上端并继续下压收料架23的上端,使得收料架23的上端在转轴22上滑动,从而改变收料架23的形状,为收料架23上卷收的边丝能顺利脱下提供了条件。另外,将下料驱动器31铰接于机架1上并沿竖直方向做伸缩运动,使得下料驱动器31的伸缩方向与转轴22的轴向一致,同时,下料驱动器31的驱动轴与压杆33的另一端铰接,使得在下料驱动器31的驱动轴运动时,下料驱动器31的驱动轴能带动压杆33的另一端做上下移动,从而实现压杆33在支撑座32上的偏摆,使得压杆33能下压或松开收料架23的上端,满足收料架23上卷收的边丝的自动下料操作需求,结构设计更合理。
30.更加具体的,转轴22上安装的收料架23又包括下安装套231、上滑动盘232、下摆杆233、连接杆234以及弹簧235。此时,下安装套231固定套设于转轴22的下端,使得转轴22能带动下安装套231转动,为后续通过收料架23实现对边丝的卷收提供了条件。另外,上滑动盘232滑动套设于转轴22上且位于下安装套231和压杆33之间,即上滑动盘232位于下安装套231的上方且位于压杆33的下方,使得后续压杆33下压上滑动盘232时,上滑动盘232能在转轴22上朝向下安装套231移动,为实现收料架23的形变提供了条件。另外,将弹簧235套设
于转轴22上且弹簧235的两端分别抵靠于下安装套231和上滑动盘232上,使得上滑动盘232被弹簧235支撑,而在压杆33下压上滑动盘232而使上滑动盘232朝向下安装套231移动时,弹簧235被压缩,而在压杆33松开上滑动盘232后,上滑动盘232则在弹簧235的作用下的自动复位,为下次再次控制上滑动盘232下移提供了条件。另外,收料架23中的下摆杆233设置有若干根,此时,若干根下摆杆233呈放射状分布于下安装套231的外沿处,即通过下摆杆233扩大了下安装套231的外沿,能通过下摆杆233托住卷收于收料架23上的边丝,防止卷收的边丝在卷收过程中从收料架23上滑落的问题,保证了收卷机构2的正常运行,同时也提高了安全性。同时,每一下摆杆233的端部均与下安装套231铰接,使得每一下摆杆233均能在转轴22的轴向平面内摆动,从而改变下摆杆233在水平面内投影的大小,为后续将卷收的边丝从收料架23上取下提供了方便。另外,每一下摆杆233对应有一连接杆234,并且,每一下摆杆233的中部均与一连接杆234的下端铰接,使得连接杆234能带动下摆杆233在下安装套231上摆动,同时,每一连接杆234的上端均竖直朝上延伸至上滑动盘232处并与上滑动盘232铰接,既能通过连接杆234将上滑动盘232和下摆杆233连接,又能作为收料架23卷收边丝的卷筒,使得卷收的边丝均能缠绕于若干连接杆234围成的结构上。当上滑动盘232在转轴22上沿转轴22的轴向移动时,上滑动盘232能带动连接杆234移动,从而使得连接杆234能带动下摆杆233在下安装套231上摆动,即通过下料机构3中的压杆33能作用于上滑动盘232,而上滑动盘232能通过连接杆234作用于下摆杆233,从而实现下摆杆233状态的调节,当压杆33下压上滑动盘232而使其下移时,上滑动盘232下压连接杆234,连接杆234下压下摆杆233,使得下摆杆233在下安装套231上朝下倾斜偏摆,从而使得若干下摆杆233共同组成的结构在水平面内的投影尺寸减小,同时,连接杆234也跟随下摆杆233倾斜,使得连接杆234的下端均朝向靠近转轴22的一侧倾斜,实现了若干连接杆234围成的结构的下端尺寸的缩小,从而使得绕设于若干连接杆234围成的结构上的边丝能在重力的作用下掉落,实现自动下料操作。
31.更加具体的,每一下摆杆233背离下安装套231的一端均倾斜朝下弯曲,使得下摆杆233摆动幅度大的一端能形成斜面,既能为边丝卷收时进行导向,将边丝限定于连接杆234围成的结构上,保证了卷收过程的正常进行,另外,也为后续下料时,卷收的边丝能从连接杆234围成的结构上脱落提供了导向,下料更顺畅,结构设计更合理。
32.更加具体的,上滑动盘232上且位于每一连接杆234处均开设有一贯穿的偏摆孔2321,同时,每一偏摆孔2321的上端开口处均设置有一偏摆座2322,通过偏摆座2322在对应的偏摆孔2321处形成安装结构,利于后续连接杆234的安装。并且,每一偏摆座2322均固定安装于上滑动盘232上,优选的,偏摆座2322和上滑动盘232焊接连接,实现了偏摆座2322在上滑动盘232上的稳定安装。同时,与偏摆孔2321对应的连接杆234的上端穿过偏摆孔2321后与对应的偏摆座2322铰接,使得连接杆234与上滑动盘232的连接点位于上滑动盘232的上方,即偏摆座2322处于受压的状态,使得偏摆座2322能被上滑动盘232完全支撑,结构更牢固,稳定性更高,避免了将偏摆座2322设置于上滑动盘232的下端而使得偏摆座2322受拉力作用而易脱落的问题,结构设计更合理。
33.更加具体的,上滑动盘232上的每一偏摆座2322的一侧面形状均呈“n”字形结构布置,并且,偏摆座2322的两侧分别焊接于偏摆孔2321的两侧,偏摆座2322的开口正对偏摆孔2321的上端开口,穿过偏摆孔2321与偏摆座2322连接的连接杆234的端部位于偏摆座2322
的开口内,从而使得连接杆234安装于偏摆座2322上后,连接杆234的两端均能被支撑,保证了连接杆234受力的均匀性,结构设计更合理。值得指出的是,每一偏转孔均为条形孔,并且,每一偏转孔均沿转轴22的径向布置,使得偏转孔能长度方向为连接杆234摆动方向,为连接杆234提供了足够大的避让空间,确保了连接杆234运动的顺畅性,同时也避免了偏转孔过宽而导致上滑动盘232结构强度减小的问题。
34.更加具体的,下料机构3中的压杆33的一侧面形状呈“y”字形布置,使得压杆33具有一岔开端,同时,压杆33岔开的一端位于上滑动盘232的上方,并且在压杆33安装于支撑座32上后,压杆33的岔开的两部分分别位于转轴22的两侧,从而使得上滑动盘232上且位于转轴22的两侧均能有压杆33接触,从而保证了上滑动盘232受力的均匀性,有效防止了压杆33单侧下压上滑动盘232而导致上滑动盘232倾斜而与转轴22摩擦增大的问题。
35.图5为本实用新型一较佳实施例的进料导向件的结构图。如图1和图5所示,本实施例提供的板材分切收边丝结构还包括进料导向件4,此时,进料导向件4具有一导向孔431,分切设备裁切产生的边丝从其出口中送出后能经过导向孔431,通过导向孔431进行方向的改变,为后续能顺利到达收卷机构2处并被卷收提供了条件。值得指出的是,进料导向件4设置于机架1上且位于收卷机构2和分切设备的出口之间,即进料导向作为分切设备的出口和收卷机构2之间的过渡结构,为边丝在两者之间移动提供了导向,确保了收边丝过程的顺利进行。
36.更加具体的,进料导向件4又包括导向支架41、导向轴42以及导向圈43。此时,将导向支架41的一端转动安装于机架1上,优选的,导向支架41的端部安装有一轴承,轴承安装于机架1上,实现了导向支架41在机架1上的转动安装。同时,导向支架41的另一端伸出至机架1外,另外,导向圈43的内孔为导向孔431,同时,于导向圈43的外沿上沿导向圈43的径向设置有导向轴42,并将导向轴42转动安装于导向支架41上,实现了导向圈43在导向支架41上的转动安装,此时,导向支架41上开设有插孔,导向轴42插设于插孔内,满足导向轴42在导向支架41上的转动需求。同时,导向支架41与导向轴42呈垂直布置,使得在将导向支架41安装于机架1上,导向圈43安装于导向支架41上时,导向圈43在两相互垂直的平面内偏转,从而改变导向圈43上导向孔431的方向,满足不同边丝的通过需求。
37.更加具体的,导向支架41呈“y”字形布置,导向圈43设置于导向支架41的岔口端内,同时,导向轴42设置有两根,两根导向轴42对称设置于导向圈43的两侧且均沿导向圈43的径向布置,同时,两导向轴42分别转动安装于导向支架41的岔口端的两侧上,使得导向圈43的两侧均能被导向支架41支撑,确保了导向圈43受力的均匀性,防止了导向圈43单侧受力而发生弯曲、倾斜等问题,结构设计更合理。
38.更加具体的,进料导向件4还包括导向框44,此时,导向框44设置于机架1上,同时,将导向框44具有一沿竖直方向布置的调节槽441,并且,于调节槽441内滑动安装有一滑块45,通过调节槽441为滑块45的滑动提供了导向,同时滑块45的滑动方向为竖直方向,即滑块45的滑动方向为转轴22的轴向,使得后续可通过滑块45的滑动来控制达到收料架23处的高度,从而使得边丝能在收料架23的不同高度处进入,使得边丝能缠绕于收料架23的不同位置上,实现对边丝的紧凑性卷收。另外,导向支架41安装于机架1上的一端转动安装于滑块45上,即导向支架41跟随滑块45在竖直方向上移动,从而使得导向圈43跟随滑块45在竖直方向上移动,从而实现通过导向圈43的导向孔431中的边丝的高度的调节,满足上述紧凑
卷收于收料架23上的使用需求。
39.更加具体的,机架1上还设置有一升降驱动器46,升降驱动器46沿竖直方向布置,同时,将升降驱动器46的驱动轴延伸至调节槽441内并与滑块45连接,使得能通过升降驱动器46带动滑块45在调节槽441内移动,从而实现滑块45在竖直方向上的自动升降运动,结构设计更合理。
40.更加具体的,本实施例提供的板材分切收边丝结构还包括保护框架5,此时,保护框架5设置于机架1的旁侧且位于机架1的下部,并且,保护框架5套设于收卷机构2外,使得在收卷机构2对边丝进行卷收时,保护框架5能围设于收料架23的外部,防止了操作人员或外部物品碰到锋利的边丝而引发安全问题,结构设计更合理。
41.本实施例提供的板材分切收边丝结构,包括机架1、收卷机构2和下料机构3,将收卷机构2和下料机构3均设置于机架1上,且设置于板材的分切设备的出口处,同时,下料机构3作用于收卷机构2上,能通过收卷机构2将分切设备产生的废料边丝进行卷收,并在卷收完成后通过下料机构3驱动收卷机构2发生形变,使得被卷收的边丝在自身重力的作用下自动从收卷机构2上掉落,实现了边丝的自动卷收、自动下料,提高了边丝的收料效率,同时,也提高了边丝卷收时的紧凑性,避免了边丝随意堆放导致存放空间大的问题,另外,收料过程无需人工参与,既减轻了工作负担,又能防止边丝划伤操作人员的安全问题,安全保障性更高,利于生产制造。
42.以上仅为本实用新型较佳的实施例,并非因此限制本实用新型的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本实用新型说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1