拨动式治具推进装置及其循环生产线的制作方法
1.本实用新型涉及机械制造治具领域,尤其涉及一种拨动式治具推进装置。
背景技术:
2.治具是生产领域常见的用于夹持的装置,一条生产线上往往具有多个工位,而现有的装置一般是通过底部的输送装置将治具运输至任一工位进行相应的加工,然而这样的方式输送至任一工位的位置精确度比较低,无法满足现有的生产需求。
3.为解决上述问题,有必要提供一种拨动式治具推进装置。
技术实现要素:
4.本实用新型的一目的在于提供一种结构简单的拨动式治具推进装置。
5.本实用新型的另一目的在于提供一种具有拨动式治具推进装置的循环生产线。
6.为了实现上述目的,本实用新型提供的拨动式治具推进装置包括机架、治具、第一导轨、第二导轨、拨叉推动装置和定位组件,所述第一导轨和第二导轨呈并列且间隔开地安装于所述机架上,所述治具用于装载工件,所述治具滑动地设于所述第一导轨,所述拨叉推动装置具有拨动组件,所述拨动组件滑动地设于所述第二导轨,所述拨动组件可与所述治具对接并带动所述治具移动至下一工位,所述定位组件用于定位移动后的所述治具。
7.较佳地,所述拨叉推动装置还包括驱动装置和滑移板,所述拨动组件安装于所述滑移板上,所述滑移板滑动地设于所述第二导轨,所述拨动组件具有可伸缩的所述锁定开口,所述治具对应所述锁定开口开设有锁定件,所述锁定开口伸出时与所述锁定件卡合以锁定所述拨动组件与所述治具的相对位置,所述滑移板在所述驱动装置的驱动下向前移动并带动所述拨动组件和治具向前移动一个单位的距离,所述锁定开口缩回时与所述锁定件退卡以释锁所述拨动组件与所述治具的相对位置,所述滑移板在所述驱动装置的驱动下移动并带动所述拨动组件复位。
8.具体地,所述拨动组件呈间隔开地安装于所述滑移板上,相邻两所述拨动组件通过一连接板连接。
9.具体地,所述拨动组件还包括伸缩驱动装置,所述伸缩驱动装置安装于所述滑移板,所述锁定开口安装于所述伸缩驱动装置的输出端,所述锁定开口在所述伸缩驱动装置的驱动下移动,以使得所述锁定开口伸出或者缩回。
10.较佳地,所述定位组件包括移动驱动装置和卡块,所述治具上对应所述卡块设有卡口,所述移动驱动装置安装于所述机架,所述卡块在所述移动驱动装置的驱动下移动以伸入卡口或退出卡口,以定位所述治具于所述第一导轨上的位置。
11.具体地,所述定位组件还包括导轨组件,所述导轨组件包括导向滑块和滑轨,所述滑轨安装于所述机架,所述导向滑块设于所述卡块的底部,所述导向滑块滑动地设于所述滑轨。
12.较佳地,所述第一导轨的各工位上均设有所述定位治具。
13.为了实现上述目的,本实用新型提供的循环生产线,其特征在于,包括第一升降装置、第二升降装置和上述的拨动式治具推进装置,所述拨动式治具推进装置设置有两组且沿所述机架的高度方向呈间隔开地安装于所述机架,所述第一升降装置的输入端与上方的所述拨动式治具推进装置之输出端对接,所述第一升降装置的输出端与下方的所述拨动式治具推进装置之输入端对接,所述第二升降装置的输入端与下方的所述拨动式治具推进装置之输出端对接,所述第二升降装置的输出端与上方的所述拨动式治具推进装置之输入端对接。
14.较佳地,所述第一升降装置上设有升降台,所述升降台上设有与所述第一导轨对接的轨道。
15.较佳地,所述第二升降装置上设有升降台,所述升降台上设有与所述第一导轨对接的轨道。
16.与现有技术相比,本实用新型的拨动式治具推进装置通过将机架、治具、第一导轨、第二导轨、拨叉推动装置和定位组件等结合在一起,第一导轨和第二导轨呈并列且间隔开地安装于机架上,治具用于装载工件,治具滑动地设于第一导轨,拨叉推动装置具有拨动组件,拨动组件滑动地设于第二导轨,拨动组件可与治具对接并带动治具移动至下一工位,换句话说,拨动组件能够带动工件向滑动一个单位的距离,这样子可以使得第一导轨上的治具整体向前一个单位地步进式前进,定位组件用于定位移动后的治具,由于治具是滑动地设于第一导轨,定位组件能够在治具调节位置后立刻快速调整其位置,从而提高治具的位置精确度,从而便于各工位处外部装置的加工操作。
附图说明
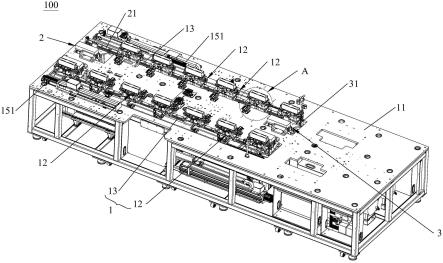
17.图1是本实用新型的拨动式治具推进装置的立体图。
18.图2是本实用新型的拨动式治具推进装置的内部立体图。
19.图3是本实用新型的拨动式治具推进装置的拨叉推动装置的立体图。
20.图4是本实用新型的拨动式治具推进装置的拨叉推动装置的立体图。
21.图5是图1中a处的局部放大图。
22.图6是图2中b处的局部放大图。
具体实施方式
23.请参阅图1至图6,展示了本实用新型的循环生产线100,循环生产线100 包括第一升降装置2、第二升降装置3和拨动式治具推进装置1,拨动式治具推进装置1设置有两组且沿机架11的高度方向呈间隔开地安装于机架11,两组拨动式治具12推进装相互平行且呈一上一下地设置,请参阅图1至图2,第一升降装置2的输入端与上方的拨动式治具推进装置1之输出端对接,第一升降装置2的输出端与下方的拨动式治具推进装置1之输入端对接,第二升降装置3 的输入端与下方的拨动式治具推进装置1之输出端对接,第二升降装置3的输出端与上方的拨动式治具推进装置1之输入端对接,从而形成一闭环式的治具 12传输装置。可以理解的是,外部设置有上料装置和下料装置,从而对治具12 上的工件进行上下料,而治具12一直在第一升降装置2、第二升降装置3和拨动式治具推进装置1的共同驱动下使得治具12可以依次移动至各个工位,从而实现流水线式的加工。具体地,本实用新型的拨动
式治具推进装置1包括机架11、治具12、第一导轨13、第二导轨14、拨叉推动装置15和定位组件16,第一导轨13和第二导轨14呈并列且间隔开地安装于机架11上,治具12用于装载工件,治具12滑动地设于第一导轨13,拨叉推动装置15具有拨动组件153,拨动组件153滑动地设于第二导轨14,拨动组件153可与治具12对接并带动治具12移动至下一工位,换句话说,拨动组件153能够带动工件向滑动一个单位的距离,这样子可以使得第一导轨13上的治具12整体向前一个单位地步进式前进,拨动组件153不断循环地移动治具12,这样就会使得治具12一个工位一个工位地向前递进,并最终与第一升降装置2或第二升降装置3对接。定位组件16用于定位移动后的治具12,由于治具12是滑动地设于第一导轨13,定位组件16能够在治具12调节位置后立刻快速调整其位置,从而提高治具12的位置精确度,从而便于各工位处外部装置的加工操作。更为具体地,如下:
24.请参阅图2至图3以及图6,拨叉推动装置15还包括驱动装置151和滑移板152,拨动组件153安装于滑移板152上,滑移板152滑动地设于第二导轨 14,拨动组件153具有可伸缩的锁定开口1531,治具12对应锁定开口开设有锁定件121,锁定开口1531伸出时与锁定件121卡合以锁定拨动组件153与治具 12的相对位置,滑移板152在驱动装置151的驱动下向前移动并带动拨动组件 153和治具12向前移动一个单位的距离,锁定开口1531缩回时与锁定件121退卡以释锁拨动组件153与治具12的相对位置,滑移板152在驱动装置151的驱动下移动并带动拨动组件153复位,拨动组件153与治具12锁定时的移动方向与拨动组件153复位时的移动方向相反,从而每次带动治具12前进一个单位的距离,通循环重复不断地带动治具12前进并停留在各个工位。
25.请参阅图2至图3以及图6,拨动组件153呈间隔开地安装于滑移板152上,相邻两拨动组件153通过一连接板154连接,连接板154的设置不仅起到加强的作用,而且能够提高位置的准确性,同一组的拨动组件153能够同时拨动两治具12向前移动。拨动组件153还包括伸缩驱动装置1532,伸缩驱动装置1532 安装于滑移板152,锁定开口1531安装于伸缩驱动装置1532的输出端,锁定开口1531在伸缩驱动装置1532的驱动下移动,以使得锁定开口1531伸出或者缩回,利用锁定开口1531的伸出或缩回能够实现锁定开口1531对治具12的锁定或者释锁。较佳地,伸缩驱动装置1532为水平移动驱动装置,但不限于此。
26.请参阅图5,定位组件16包括移动驱动装置161和卡块162,治具12上对应卡块162设有卡口122,移动驱动装置161安装于机架11,卡块162在移动驱动装置161的驱动下移动以伸入卡口122或退出卡口122,以定位治具12于第一导轨13上的位置。定位组件16的设置主要为了弥补治具12在被拨动组件 153拨动移动后的位置偏差,当治具12移动到位时,定位组件16的卡块162的伸出和缩回动作,就可以快速纠正治具12的位置偏差,从而达到定位目的。较佳地,定位组件16还包括导轨组件163,导轨组件163包括导向滑块1631和滑轨1632,滑轨1632安装于机架11,导向滑块1631设于卡块162的底部,导向滑块1631滑动地设于滑轨1632,从而使得卡块162做更加顺畅的移动。较佳地,第一导轨13的各工位上均设有定位治具12。
27.请参阅图1至图4,第一升降装置2上设有升降台,升降台上设有与第一导轨13对接的轨道21。第二升降装置3上设有升降台,升降台上设有与第一导轨 13对接的轨道31。轨道的设置能够使得拨动组件153将治具12拨动到轨道上,从而实现第一升降装置2与拨动式治具推进装置1之间的对接以及第二升降装置3与拨动式治具推进装置1之间的对接。
28.综上所述,请参阅图1至图6,对本实用新型的拨动式治具推进装置1的安装过程做一详细说明:
29.将工件放置在治具12上,治具12滑动地设于第一导轨13,锁定开口1531 伸出时与锁定件121卡合以锁定拨动组件153与治具12的相对位置,滑移板152 在驱动装置151的驱动下向前移动并带动拨动组件153和治具12向前移动一个单位的距离,锁定开口1531缩回时与锁定件121退卡以释锁拨动组件153与治具12的相对位置,滑移板152在驱动装置151的驱动下移动并带动拨动组件153 复位,拨动组件153不断循环地移动治具12,这样就会使得治具12一个工位一个工位地向前递进,并最终与第一升降装置2或第二升降装置3对接,即,治具12行进的路径为位于上方的拨动式治具推进装置1、第一升降装置2、位于下方的拨动式治具推进装置1和第二升降装置3,从而对治具12形成一个闭环的循环输送路径。
30.通过将机架11、治具12、第一导轨13、第二导轨14、拨叉推动装置15和定位组件16等结合在一起,第一导轨13和第二导轨14呈并列且间隔开地安装于机架11上,治具12用于装载工件,治具12滑动地设于第一导轨13,拨叉推动装置15具有拨动组件153,拨动组件153滑动地设于第二导轨14,拨动组件153可与治具12对接并带动治具12移动至下一工位,换句话说,拨动组件153 能够带动工件向滑动一个单位的距离,这样子可以使得第一导轨13上的治具12 整体向前一个单位地步进式前进,定位组件16用于定位移动后的治具12,由于治具12是滑动地设于第一导轨13,定位组件16能够在治具12调节位置后立刻快速调整其位置,从而提高治具12的位置精确度,从而便于各工位处外部装置的加工操作。
31.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1