瓦楞纸板传送系统的制作方法
1.本实用新型属于纸板加工技术领域,尤其涉及一种瓦楞纸板传送系统。
背景技术:
2.瓦楞纸板在裁切完成后,要进行碰线,使瓦楞纸板产生折边,方便后续将瓦楞纸折成多个面,以加工成纸箱。在对瓦楞纸进行碰线后,要将瓦楞纸转移至装订工序或粘接工序,对瓦楞纸板进行装订或粘接。瓦楞纸板碰线速度非常快,碰线后,要快速及时输送出去。一般是先将碰线后的瓦楞纸板码放到叉车板上,之后再用叉车将叉车板运送到纸箱装订的工序附近。通过叉车板运送瓦楞纸板工作不连续,且叉车本身较重,在转移过程中自身的耗能较高,从而提高了纸板转移的成本。
技术实现要素:
3.有鉴于此,有必要提供一种不需要叉车进行运送的、高效连续、低能耗的瓦楞纸板传送系统。
4.一种瓦楞纸板传送系统包括第一运送机构、第二运送机构、第一挡板机构、第二挡板机构,所述第一运送机构与第二运送机构的运送方向为水平方向且运送方向相垂直,第一运送机构的运送面高于第二运送机构的运送面,以使瓦楞纸板能够从第一运送机构码放到第二运送机构上,所述第一挡板机构位于第二运送机构的末端,且第一挡板机构延伸至第一运送机构远离第二运送机构的一侧,以将瓦楞纸板阻挡在第二运送机构上,第二挡板机构位于第二运送机构的运送的起始位置处,以阻止第二运送机构对瓦楞纸板的运送,所述第二运送机构包括固定支架、运送辊、运送板、传动链条、第一驱动电机,所述固定支架的上端与运送辊的两侧转动连接,运送板搭设在运送辊上,运送辊的两侧还设有齿轮,传动齿轮与齿轮啮合连接,第一驱动电机与其中一个运送辊的转轴固定连接,以带动运送辊转动。
5.优选的,所述第一挡板机构包括第一挡板、水平伸缩杆,所述第一挡板与第一运送机构相正对,水平伸缩杆的一端与第一挡板固定连接,水平伸缩杆的另一端与第一运送机构连接。
6.优选的,所述第二挡板机构包括第二挡板、竖向伸缩模块、第二驱动电机,所述第二挡板的底部与竖向伸缩模块的上端固定连接,竖向伸缩模块的下端与第二驱动电机连接,第二驱动电机带动竖向伸缩模块上下移动。
7.优选的,所述竖向伸缩模块包括竖直伸缩杆、横向连接杆、竖向连接杆、曲柄,所述竖向伸缩杆的上端与第二挡板固定连接,竖向伸缩杆的下端与横向连接杆固定连接,竖向连接杆的上端设有卡槽,竖向连接杆与横向连接杆通过卡槽滑动连接,竖向连接杆的下端与曲柄的一端铰接,曲柄的轴心与第二驱动电机固定连接,以带动曲柄转动,所述固定支架上还设有套筒,竖向伸缩杆与套筒套设连接。
8.优选的,所述瓦楞纸板运送装置还包括控制机构,以控制第二挡板机构的运行,所述控制机构包括控制器、红外线接收器、红外线发射器,所述控制器与红外线接收器电性连
接,红外线接收器与红外线发射器相正对,且红外接收器与红外发射器分别位于固定支架的两侧,以检测运送板的位置。
9.有益效果:本实用新型的瓦楞纸板传送系统在运行时,瓦楞纸板先通过第一运送机构的运送落入到第二运送机构上,由于第一挡板机构的阻挡,瓦楞纸板不会飞出第二运送机构,同时,在第二挡板机构的作用下,瓦楞纸板不会被随时运送离开,而是在码放到预定高度后,撤出第二挡板机构后,瓦楞纸板垛将沿着第二运送机构被运送离开。第一运送机构与第二运送机构的衔接,能够使瓦楞纸板的运送更加流畅连续,相比于叉车,全程不需要人工参与,减少了人力的投入。第二运送机构全程只是运送辊在耗能,相比于叉车,能耗得到了有效的降低。同时,通过第二运送机构运送,比叉车更加稳定,瓦楞纸板也不容易发生倒伏。
附图说明
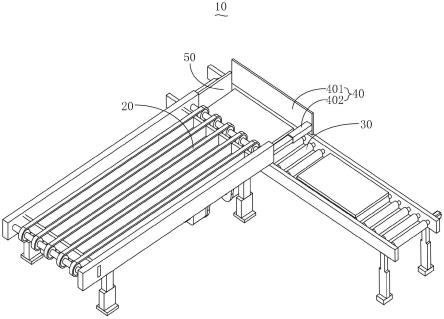
10.图1为本实用新型的瓦楞纸板运送装置的一较佳角度的结构示意图。
11.图2为本实用新型的瓦楞纸板运送装置的另一较佳角度的结构示意图。
12.图3为图2的局部结构示意图。
13.图4为本实用新型的第二挡板机构的结构示意图。
14.图中:瓦楞纸板运送装置10、第一运送机构20、第二运送机构30、固定支架301、运送辊302、运送板303、传动链条304、第一驱动电机305、第一挡板机构40、第一挡板401、水平伸缩杆402、第二挡板机构50、第二挡板501、竖向伸缩模块502、竖直伸缩杆5021、横向连接杆5022、竖向连接杆5023、曲柄5024、第二驱动电机503。
具体实施方式
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.请参看图1至图4,一种瓦楞纸板运送装置10包括第一运送机构20、第二运送机构30、第一挡板机构40、第二挡板机构50,所述第一运送机构20与第二运送机构30的运送方向为水平方向且运送方向相垂直,第一运送机构20的运送面高于第二运送机构30的运送面,以使瓦楞纸板能够从第一运送机构20码放到第二运送机构30上,所述第一挡板机构40位于第二运送机构30的末端,且第一挡板机构40延伸至第一运送机构20远离第二运送机构30的一侧,以将瓦楞纸板阻挡在第二运送机构30上,第二挡板机构50位于第二运送机构30的运送的起始位置处,以阻止第二运送机构30对瓦楞纸板的运送,所述第二运送机构30包括固定支架301、运送辊302、运送板303、传动链条304、第一驱动电机305,所述固定支架301的上端与运送辊302的两侧转动连接,运送板303搭设在运送辊302上,运送辊302的两侧还设有齿轮,传动齿轮与齿轮啮合连接,第一驱动电机305与其中一个运送辊302的转轴固定连接,以带动运送辊302转动。
17.在一较佳实施方式中,所述第一运送机构20为输送带,通过输送带将瓦楞纸板运送到第二运送机构30上。在开始阶段,运送板303在第二挡板机构50的作用下,将停留在第
一运送机构20的下方。瓦楞纸板在第一挡板机构40的作用下,从输送带落到运送板303上。在预定时间后,或者瓦楞纸板达到预定数量或高度后,第二挡板机构50从第二运送机构30上撤离,运送辊302提供动力使得码放有瓦楞纸板的运送板303沿着第二运送机构30的运送方向前进,直至将瓦楞纸板运送到预定位置。整个过程,与叉车运送相比,运送辊302只对瓦楞纸板以及运送板303做功,因此能耗较小。同时在第二运送机构30的作用下,整个运送过程的连续性较好。
18.进一步的,所述第一挡板机构40包括第一挡板401、水平伸缩杆402,所述第一挡板401与第一运送机构20相正对,水平伸缩杆402的一端与第一挡板401固定连接,水平伸缩杆402的另一端与第一运送机构20连接。
19.水平伸缩杆402可调节距离,从而能够适应不同尺寸的瓦楞纸板。
20.进一步的,所述第二挡板机构50包括第二挡板501、竖向伸缩模块502、第二驱动电机503,所述第二挡板501的底部与竖向伸缩模块502的上端固定连接,竖向伸缩模块502的下端与第二驱动电机503连接,第二驱动电机503带动竖向伸缩模块502上下移动。
21.在一较佳实施方式中,所述竖直伸缩模块为齿条,齿条的上端与第二挡板501固定连接,齿条的下端与第二驱动电机503啮合连接,相应的,第二驱动电机503上设有齿轮,以带动齿条移动。所述第二驱动电机503为伺服电机。
22.在另一较佳实施方式中,所述竖向伸缩模块502包括竖直伸缩杆5021、横向连接杆5022、竖向连接杆5023、曲柄5024,所述竖向伸缩杆的上端与第二挡板501固定连接,竖向伸缩杆的下端与横向连接杆5022固定连接,竖向连接杆5023的上端设有卡槽,竖向连接杆5023与横向连接杆5022通过卡槽滑动连接,竖向连接杆5023的下端与曲柄5024的一端铰接,曲柄5024的轴心与第二驱动电机503固定连接,以带动曲柄5024转动,所述固定支架301上还设有套筒,竖向伸缩杆与套筒套设连接。
23.曲柄5024在转动过程中带动竖向连接杆5023的下端摆动,同时,竖向连接杆5023的上端沿着横向连接杆5022移动并带动横向连接杆5022在竖直方向上移动,横向连接杆5022还带动竖向伸缩杆同步移动,从而带动第二挡板501同步移动。曲柄5024做圆周运动,相应的,第二挡板501有上升的行程和下降的行程。通过调整第二驱动电机503的转速,可以控制第二挡板501在第二运送机构30上方的驻留时间,从而能够控制瓦楞纸板的码放数量。
24.所述竖向伸缩模块502可以对称设置两个,使得第二挡板501的受力更加稳定。
25.相比于通过气缸升降或者齿轮齿条升降的传动方式,以连杆的方式进行升降,不需要再设置控制器,第二驱动电机503一直转动,就可以持续运行。
26.当然通过气缸升降或齿轮、齿条升降辅助控制机构也能实现及时挡住运送板303的功能。较佳的,所述瓦楞纸板运送装置10还包括控制机构,以控制第二挡板机构50的运行,所述控制机构包括控制器、红外线接收器、红外线发射器,所述控制器与红外线接收器电性连接,红外线接收器与红外线发射器相正对,且红外接收器与红外发射器分别位于固定支架301的两侧,以检测运送板303的位置。
27.当红外接收器没有检测到红外信号时,说明有运送板303通过,那么控制器就控制电机或者电磁阀,使得挡板上升,同时,控制器内的计数器进行技术,当达到预定时间时,就控制电机或电磁阀,使得第二挡板501下降。
28.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型
之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1