棒料精密加工上料系统的制作方法
本技术属于机械,特别涉及一种棒料精密加工上料系统。
背景技术:
1、目前,高精度长轴型部件在办公自动化设备、金融设备和流通设备中应用越来越广泛,棒料精密加工中,自动化程度高的上料进料设备将大大提高加工效率,节约成本。
2、公开号为cn110562687a的专利公开了一种长棒料的自动上料机构,其包括:移载料车;长棒料载架单元,其包括桁架、形成长棒料承载区的支撑架,其中支撑架包括固定在移载料车上且具有进料端和出料端的架座、栏板、以及能够打开或闭合栏板与架座出料端所形成卸载口的闸门组件;长棒料上料单元,其包括环形传送带和驱动组件。
3、在上述现有技术中,无法实现棒料的逐根上料,且无法实现导向输送的效果,输送效率也较低。
技术实现思路
1、本实用新型的目的是针对现有技术存在的上述问题,提出了一种可逐根定向输送、输送效率高的棒料精密加工上料系统。
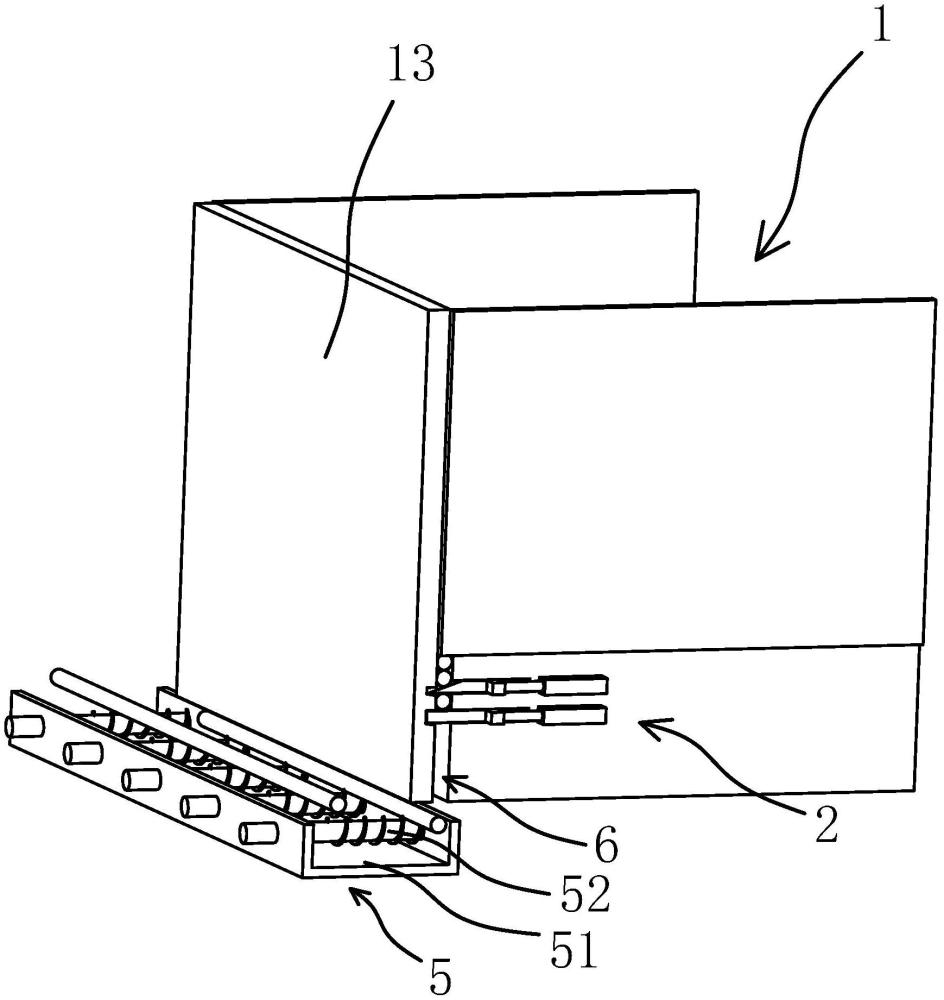
2、为了实现创新本实用新型的目的可通过下列技术方案来实现:一种棒料精密加工上料系统,包括:
3、存料机构,用于存放棒料,在该存料机构内的最低位置开设有出料通道,棒料从该出料通道依次输出;
4、挡料机构,设置于出料通道的出料路径上,用于控制棒料间隔式地逐一落下;
5、进料机构,设置于出料通道下方,用于将棒料向其长度延伸方向运输,同时垂直长度延伸方向移动以让位。
6、本实用新型适用于圆柱形长棒料的逐次输送进料,棒料堆放于存料机构中,在存料机构的最低位置设有出料通道,棒料的长度方向与出料通道的长度方向相平行,出料通道的宽度与棒料的直径相匹配,使棒料只能依次从出料通道输出,挡料机构设置于出料路径上,挡料机构通过阻断或打开出料通道实现棒料逐一落下的效果,在出料通道下方设置有进料机构,棒料从挡料机构被放开后,落至进料机构上,棒料在输送面上斜向平移移动,棒料的运动方向与其长度延伸方向成一定角度,相当于在棒料被轴向输送的同时,还存在向垂直于其长度方向的导向移动,棒料横向移动离开出料通道的正下方,使得下一根棒料可以被释放落下至进料机构上,输送效率高。
7、在上述的棒料精密加工上料系统中,所述的存料机构包括存料座和挡壁,所述的存料座的上端面为导料斜面,且该导料斜面近挡壁的一侧为低侧,所述的导料斜面和挡壁之间形成存料空间,所述的存料座和挡壁之间形成所述的出料通道,该出料通道的宽度等于或略大于棒料的直径。
8、存料座的上端面为导料斜面,导料斜面近挡壁的一侧为低侧,棒料堆放于导料斜面与挡壁之间的存料空间中,位于导料斜面上,棒料始终具有向挡壁方向移动的趋势,出料通道形成于存料座和挡壁之间,棒料具有向出料通道上口滑动的趋势,由于出料通道的宽度等于或略大于棒料的直径,棒料从出料通道中依次输出。
9、在上述的棒料精密加工上料系统中,所述的挡料机构包括第一挡料单元和第二挡料单元,所述的第一挡料单元和第二挡料单元至少一个处于阻断出料通道的状态,所述的第一挡料单元包括第一挡料板、第一安装槽和第一直线驱动组件,所述的第一安装槽横向开设于所述的存料座上,与出料通道相通,所述的第一挡料板滑动连接于上述的第一安装槽中,所述的第一直线驱动组件的输出端与第一挡料板固定连接,控制第一挡料板垂直于其长度方向平移移动,该第一挡料板进出所述的出料通道以阻断或打开该出料通道。
10、第一挡料单元和第二挡料单元设于出料通道上,且其中至少一个保持阻断出料通道的状态,使挡料机构以上的棒料处于被控的状态,不至于倾泻而下。第一挡料单元的第一挡料板插设于存料座侧壁的第一安装槽中,可在第一安装槽中垂直于长度方向平移移动,第一安装槽与出料通道相通,保证了第一挡料板可伸出进入出料通道以阻挡出料,在第一挡料板的两端各设有一组第一直线驱动组件,第一直线驱动组件的输出端与第一挡料板固定,通过第一直线驱动组件输出端的伸缩实现控制第一挡料板进出出料通道的效果,第一挡料板伸出时,阻挡棒料落下,第一挡料板缩回时,释放棒料。
11、在上述的棒料精密加工上料系统中,所述的第二挡料单元位于第一挡料单元上方,所述的第二挡料单元包括第二挡料板、第二安装槽和第二直线驱动组件,所述的第二安装槽横向开设于所述的存料座上,与出料通道相通,所述的第二挡料板滑动连接于上述的第二安装槽中,所述的第二直线驱动组件的输出端与第二挡料板固定连接,控制第二挡料板垂直于其长度方向平移移动,该第二挡料板进出出料通道以阻断或打开该出料通道。
12、第二挡料单元设于第一挡料单元的上方,用于阻挡棒料,在第一挡料单元释放棒料时,第二挡料单元为阻断出料通道的状态,保证仅第一挡料单元和第二挡料单元之间的棒料被释放,实现控制棒料逐根落下的效果,在第一挡料单元释放完棒料关闭时,第二挡料单元打开,补充棒料至第一挡料单元和第二挡料单元中以待释放,之后第二挡料单元再次关闭。第二挡料单元的第二挡料板插设于存料座侧壁的第二安装槽中,可在第二安装槽中垂直于长度方向平移移动,第二安装槽与出料通道相通,保证了第二挡料板可伸出进入出料通道以阻挡出料,在第二挡料板的两端各设有一组第二直线驱动组件,第二直线驱动组件的输出端与第二挡料板固定,通过第二直线驱动组件输出端的伸缩实现控制第二挡料板进出出料通道的效果,第二挡料板伸出时,阻挡棒料落下,第二挡料板缩回时,释放棒料。
13、作为优化,第一直线驱动组件和第二直线驱动组件可以是气缸、电缸等直线驱动器。
14、在上述的棒料精密加工上料系统中,所述的第一挡料板和第二挡料板之间间距在棒料直径的1-1.5倍之间。
15、第一挡料板和第二挡料板之间的间距在1-1.5倍的棒料直径之间,保证了第二挡料板伸出时可插入至第一挡料板上方的第一根和第二根棒料之间,即第一挡料板和第二挡料板之间仅可容纳一根棒料,保证了逐根释放棒料的效果。
16、在上述的棒料精密加工上料系统中,所述的第二挡料板的挡料端为缩小部,该缩小部可插入至两根棒料之间以阻止上面的棒料落下。
17、第二挡料板的挡料端为缩小部,有利于顺利插入至两根棒料之间。
18、在上述的棒料精密加工上料系统中,所述的挡壁上开设有搭靠槽,该搭靠槽的位置与所述的第一挡料板和第二挡料板相对,所述的第一挡料板和第二挡料板可伸入搭靠槽中,前端搭于搭靠槽上。
19、在第一安装槽和第二安装槽对面的挡壁上开设有搭靠槽,第一挡料板和第二挡料板伸出至搭靠槽中,提高竖直方向的支撑能力。
20、在上述的棒料精密加工上料系统中,所述搭靠槽的下壁为导向斜面,该导向斜面的外侧为低侧。
21、导向斜面为斜面,最低端低于挡料板的下底面,有助于第一挡料板和第二挡料板顺利插入搭靠槽中。
22、在上述的棒料精密加工上料系统中,还包括感应检测机构,所述的感应检测机构包括光学传感组件和提示报警组件,该光学传感组件固定于存料座上,且位于第一挡料板以下,通过检测第一挡料板做出释放棒料动作后,是否确实有棒料落下,进而判断所述的存料机构中的棒料是否输出尽,或者棒料的输出是否存在卡滞异常,在异常时,提示报警组件放出异常信号。
23、光学传感组件设置于第一挡料板下方,对挡料机构下方的出料通道进行检测,当第一挡料板缩回释放棒料时,光学传感器检测是否确实有棒料落下,以此判断是否存在棒料已经放完或者棒料的出料是否存在异常,提示报警组件在出现异常时发生异常信号,比如发出声光信号,以提醒管理者检查。
24、在上述的棒料精密加工上料系统中,所述的进料机构包括进料架、输送辊和转动驱动组件,所述的输送辊至少三组,相互平行地转动连接于进料架上,所述的输送辊和转动驱动组件的输出轴连接联动,所述的输送辊的长度方向与落下棒料的长度方向相垂直。
25、棒料被挡料机构释放后,逐根落到输送辊上,输送辊转动连接于进料架上,输送辊设有至少三组,可架起棒料,通过输送辊的转动实现垂直于输送辊输送棒料的效果,各输送辊通过同一转动驱动组件驱动转动,实现转速一致。
26、优化的,转动驱动组件可以是电机等其他驱动器。
27、在上述的棒料精密加工上料系统中,所述的输送辊包括螺旋段和光杆段,所述的螺旋段位于所述的出料通道下方,棒料在螺旋段上斜向平移移动,所述的光杆段与螺旋段的后段相连,棒料在光杆段上轴向输送,同时可互相靠拢。
28、螺旋段和光杆段相连,螺旋段位于出料通道下方,棒料自出料通道落于螺旋段上,在输送辊转动时,棒料向其长度延伸方向输送,同时,螺旋段将棒料横向导向,棒料垂直于其长度延伸方向偏移移动,总体上,形成斜向的平移移动路径,在棒料横向移动离开出料通道的正下方后,下一根棒料可被释放至螺旋段上;棒料横向移动一段距离后来到光杆段上,在光杆段上没有横向的偏移导向,棒料仅被控制着沿长度延伸方向输送,同时还可自发随意性的横向运动,随着一根根棒料来到光杆段,棒料可互相靠拢以承托、输送更多根的棒料。
29、与现有技术相比,
30、1.本棒料精密加工上料系统的出料通道宽度与棒料直径相适应,实现了棒料依次通过出料通道的效果;
31、2.挡料机构设置第一挡料单元和第二挡料单元,用于阻断出料通道,第二挡料单元设于第一挡料单元的上方,在第一挡料单元释放棒料时,第二挡料单元为阻断出料通道的状态,保证仅第一挡料单元和第二挡料单元之间的棒料被释放,实现控制棒料逐根落下的效果,在第一挡料单元释放完棒料关闭时,第二挡料单元打开,补充棒料至第一挡料单元和第二挡料单元中以待释放,之后第二挡料单元再次关闭;
32、3.第一挡料板和第二挡料板之间的间距在1-1.5倍的棒料直径之间,保证了第二挡料板伸出时可插入至第一挡料板上方的第一根和第二根棒料之间,即第一挡料板和第二挡料板之间仅可容纳一根棒料,保证了逐根释放棒料的效果;
33、4.棒料落至输送辊上,输送辊包括螺旋段和光杆段,螺旋段和光杆段相连,螺旋段位于出料通道下方,棒料自出料通道落于螺旋段上,在输送辊转动时,棒料向其长度延伸方向输送,同时,螺旋段将棒料横向导向,棒料垂直于其长度延伸方向偏移移动,总体上,形成斜向的平移移动路径,在棒料横向移动离开出料通道的正下方后,下一根棒料可被释放至螺旋段上,棒料横向移动一段距离后来到光杆段上,在光杆段上没有横向的偏移导向,棒料仅被控制着沿长度延伸方向输送,同时可以自发随意性的横向运动,随着一根根棒料来到光杆段,棒料可互相靠拢以承托输送更多根的棒料。
- 还没有人留言评论。精彩留言会获得点赞!