一种开合模具循环装置的制作方法
1.本实用新型涉及自动化机械领域,特别涉及一种开合模具循环装置。
背景技术:
2.塑料瓶是使用聚酯、聚乙烯、聚丙烯等为原料,经过高温加热后,通过塑料模具经过吹塑、挤吹、或者注塑成型的塑料容器,具有方便携带、不怕摔、耐酸耐碱特性、生产方便,利于回收等优点,在日常领域应用广泛。随着塑料制品工业的日益发展,塑料瓶产品的品质不断进步,对塑料瓶的制作机械的技术要求也越来越高。
3.塑料瓶胚料的挤出往往保持一个固定的速度和方向,而现有技术中的自动化吹瓶机,模具都是沿圆形轨道循环设置,沿圆形轨道循环设置的吹瓶开合模具很难与挤出模头对接,尤其是多料道的模头,模具与挤出胚料只有在很短时间保持方向一致,开合模具合模时经常因与挤出模头对接不理想而出现大量的溢边料,对生产造成很大影响。
技术实现要素:
4.本实用新型目的在于提供一种开合模具循环装置,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
5.为解决上述技术问题所采用的技术方案:
6.一种开合模具循环装置,包括:
7.机架,
8.驱动板,所述驱动板呈圆盘状,所述驱动板的轴向沿左右方向设置,所述驱动板转动安装于所述机架;
9.模具开合组件,所述模具开合组件包括:
10.固定块,所述固定块有两个,两个所述固定块沿左右方向对齐;
11.导向杆,所述导向杆有两条,两条所述导向杆的轴向沿左右方向设置于两个所述固定块之间,两条所述导向杆的左右两端均相互平齐,所述固定块与所述导向杆固定连接;
12.合模气缸,所述合模气缸有两个,两个所述合模气缸沿左右方向设置于两个所述固定块之间,两个所述合模气缸沿左右方向相向设置,所述合模气缸的缸体与所述导向杆固定连接;
13.模具安装板,模具安装板有两块,两块所述模具安装板设于两个所述合模气缸之间,所述模具安装板与两条所述导向杆沿左右方向滑动连接,所述合模气缸的活塞杆与所述模具安装板固定连接;
14.模具本体,所述模具本体设有第一开合模板和第二开合模板,所述模具本体设有成型腔,所述成型腔由所述第一开合模板和第二开合模板围成,所述成型腔的长度方向与两条所述导向杆的连线方向相平行,所述第一开合模板和第二开合模板设于两块所述模具安装板之间并分别与两块所述模具安装板固定连接;
15.导向轮机构,所述导向轮机构有四个,四个所述导向轮机构分别设于两条导向杆
的左右两端,所述导向轮机构设有安装座,所述安装座设有两个导向滚轮,两个所述导向滚轮轴向沿左右方向设置并绕轴向转动安装于所述安装座的一侧,所述安装座的另一侧的中部与所述导向杆的端部转动连接;
16.循环导轨,所述循环导轨为闭环导轨,所述循环导轨至少有一段沿直线方向设置,所述循环导轨有两个,两个所述循环导轨所在的平面均与所述驱动板相平行,两个所述循环导轨分别设于所述驱动板的左右两侧,两个所述循环导轨沿左右方向相互镜向对称;设于左侧的所述循环导轨卡设于所述导向杆左端的所述导向轮机构的两个所述导向滚轮之间,设于右侧的所述循环导轨卡设于所述导向杆右端的所述导向轮机构的两个所述导向滚轮之间,两个所述循环导轨均与所述机架固定连接;所述导轨与所述安装座之间还设有滚动轮,所述滚动轮的轴向沿两个所述导向滚轮的连线方向设置,所述滚动轮转动安装于所述安装座;
17.动力传递组件,所述动力传递组件设有驱动杆和驱动块,所述驱动杆呈圆柱形,所述模具开合组件有多个,所述驱动杆数量与所述模具开合组件数量一致,多条所述驱动杆沿所述驱动板的径向均匀分布于所述驱动板,所述驱动杆与所述驱动板固定连接;每个所述驱动杆上均滑动套设有一个驱动块,所述驱动块设有沿左右方向设置的转动通孔,所述转动通孔沿轴向与所述模具开合组件转动连接。
18.本实用新型的有益效果是:所述模具开合组件通过两端的导向轮机构卡设于两个所述循环导轨之间,所述驱动板通过所述驱动轴和驱动块带动多个所述模具开合组件沿所述循环导轨运动;所述模具开合组件通过两个合模气缸分别带动两块模具安装板沿所述导向杆左右滑动;安装在相向的两个模具安装板上的第一开合模板和第二开合模板,在两个合模气缸与模具安装板的作用下沿左右方向互相靠近或远离,以实现第一开合模板和第二开合模板的开合模动作,当所述模具开合组件沿所述循环导轨的直线段运动时,所述第一开合模板和第二开合模板均沿直线运动,所述成型腔沿其长度方向作直线运动,使得所述模具本体能够与挤出胚料保持同向运动的情况下进行合模,大大改善合模效果。
19.作为上述技术方案的进一步改进,所述驱动板有两个,两个所述驱动板同轴设置,两个所述驱动板之间设有连接杆,所述连接杆有多所述连接杆沿所述驱动板的轴向设置,所述连接杆的两端分别与两块所述驱动板固定连接。
20.通过上述的技术方案,所述模具开合组件有多个,同时带动多个所述模具开合组件需要较大的作用力,利用两个驱动板来带动多个所述模具开合组件使得每个所述模具开合组件的受力更加均匀,运动更加稳定。
21.作为上述技术方案的进一步改进,所述驱动块的转动通孔转动套设于所述模具开合组件的其中一条导向杆上。
22.通过上述的技术方案,所述驱动杆沿所述驱动板的径向设置,所述导向杆始终沿左右方向设置,所述驱动杆与所述导向杆始终保持垂直,通过驱动块的转动通孔即可与所述导向杆转动连接,使得驱动板能够带动所述模具开合组件运动。
23.作为上述技术方案的进一步改进,所述合模气缸的活塞杆与所述模具安装板之间还设有倍力气缸,所述倍力气缸沿左右方向设置,所述倍力气缸的两端分别与所述合模气缸的活塞杆以及所述模具安装板固定连接。
24.通过上述的技术方案,模具所需的合模力一般较大,倍力气缸在相同的气压源下
出力为同缸径气缸的数倍,动作速度又比液压缸快,十分适合用于模具开合组件的场合。
25.作为上述技术方案的进一步改进,两所述合模气缸的活塞杆固定连接于所述模具安装板与两个所述导向杆的滑动连接处之间,两个所述导向杆于所述模具安装板的滑动连接处的连线将所述模具安装板分为第一侧和第二侧,所述第一开合模板和第二开合模板分别固定安装于两块所述模具安装板的第一侧,两个所述模具安装板的第二侧之间设有圆柱形的限位支撑柱,所述限位支撑柱轴向沿左右方向固定安装于其中一个所述模具安装板,两个所述第一侧之间的距离与两个所述第二侧之间的距离一致,所述限位支撑柱的轴向长度与所述第一开合模板和第二开合模板沿左右方向的厚度之和一致。
26.通过上述的技术方案,所述第一开合模板和第二开合模板固定安装于所述模具安装板的一侧,使得胚料挤出装置能与所述第一开合模板和第二开合模板的合模位置对应设置,避免胚料的挤出装置与导向杆或合模气缸干涉;通过限位支撑柱来平衡合模时所述模具安装板所受到的作用力,减少所述模具安装板受到除左右方向以外的作用力。
27.作为上述技术方案的进一步改进,两个所述模具安装板上各设有一个顶针气缸,所述第一开合模板和第二开合模板均设有沿左右方向设置的脱模孔,所述脱模孔与所述成型腔相连通,设于左侧的所述顶针气缸朝右正对所述第一开合模板的脱模孔并固定安装于设于左侧的所述模具安装板,设于右侧的所述顶针气缸朝左正对所述第二开合模板的脱模孔并固定安装于设于右侧的所述模具安装板。
28.通过上述的技术方案,成型模具开模后,成型产品有可能仍卡在模具的成型腔内,顶针气缸在所述第一开合模板和第二开合模板开模分离后伸出,穿过所述脱模孔将成型产品从模具的成型腔内顶出,确保成型产品不会留在模具内。
29.作为上述技术方案的进一步改进,所述驱动板设有水气滑环,所述水气滑环包括外轴套、中轴、密封圈,所述外轴套呈圆柱形套筒状,所述外轴套同轴转动套设于所述中轴的外侧,所述中轴的外侧面设有绕轴向设置的环形的流动槽,所述流动槽与所述外轴套的内侧面围成环形的流动通道,所述流动槽的轴向两侧均设有密封槽,所述密封圈固定安装于所述密封槽内;所述外轴套设有与所述流动通道相连通的外轴孔,所述中轴设有与所述流动通道相连通的中轴孔,所述外轴套与所述机架固定连接,所述中轴与所述驱动板固定连接,所述外轴孔与所述合模气缸气连接,所述中轴孔与压缩气源相连通。
30.通过上述的技术方案,通过设置密封槽内的密封圈使得流动通道内的流体不会泄漏;当所述驱动板相对所述机架转动时,所述中轴和外轴套相对转动,中轴孔和外轴孔能够通过流动通道相互连通,提供稳定的流体流道;使得所述模具开合组件作循环运动时,其上所连接的冷却水管道或气管等不会出现缠绕拉扯的现象。
31.作为上述技术方案的进一步改进,所述导轨由多段拼接而成。
32.通过上述的技术方案,所述导轨所占空间较大,通过分段制作拼接而成可以大大降低其制作成本。
33.作为上述技术方案的进一步改进,所述导向轮机构分别设于所述导向杆的左右两端,其中一端的所述导向轮机构的滚动轮与所述安装座之间设有弹簧,所述弹簧沿左右方向设置。
34.通过上述的技术方案,通过设置在其中一端的导向轮机构的所述弹簧使各个所述模具开合组件往另一端抵紧,设于另一端的所述导向轮机构的所述滚动轮抵在所述循环导
轨的端面上,使得各个模具开合组件在左右方向上的位置能够保持一致。
附图说明
35.下面结合附图和实施例对本实用新型做进一步的说明;
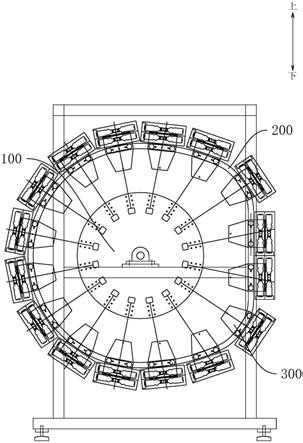
36.图1是本实用新型所提供的开合模具循环装置,其一实施例的侧视图;
37.图2是本实用新型所提供的开合模具循环装置,其一实施例的侧视图;
38.图3是本实用新型所提供的开合模具循环装置,其一实施例的侧视图,为避免图中线条过于密集,只显示部分的模具开合组件;
39.图4是本实用新型所提供的模具开合组件,其一实施例的立体示意图;
40.图5是本实用新型所提供的导向轮机构的截面示意图;
41.100、驱动板,110、水气滑环,120、连接杆,
42.200、导轨,
43.300、模具开合组件,310、固定块,320、导向杆,330、合模气缸,340、模具安装板,350、模具本体,351、第一开合模板,352、第二开合模板,360、导向轮机构,361、安装座,362、导向滚轮, 363、滚动轮,370、倍力气缸,380、限位支撑柱,
44.400、动力传递组件,410、驱动杆,420、驱动块。
具体实施方式
45.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
46.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
47.在本实用新型的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。
48.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
49.参照图1至图5,本实用新型的开合模具循环装置作出如下实施例:
50.一种开合模具循环装置,包括:机架、驱动板100、循环导轨200、模具开合组件300和动力传递组件400。
51.所述驱动板100呈圆盘状,所述驱动板100有两个,两个所述驱动板100沿左右方向同轴设置并转动安装于所述机架。两个所述驱动板100之间设有连接杆120,所述连接杆120有多根,所述连接杆120 沿所述驱动板100的轴向设置,所述连接杆120的两端分别与两块所述驱动板100固定连接。
52.所述驱动板100
53.所述模具开合装置包括固定块310、导向杆320、模具安装板340、合模气缸330和模具本体350。
54.所述固定块310有两个,两个所述固定块310沿左右方向设置,两个所述固定块310之间设有沿左右方向平行设置的两根圆柱形导向杆320,两根导向杆320的左右两端均相互平齐,所述导向杆320 的两端分别与两个所述固定块310固定连接。
55.所述模具本体350包括第一开合模板351和第二开合模板352。所述模具本体350设有成型腔,所述成型腔由所述第一开合模板351 和第二开合模板352围成。
56.所述模具安装板340有两块,两块所述模具安装板340的中部与两根所述导向杆320滑动连接,两根所述导向杆320均滑动穿设于所述模具安装板340的中部,两个所述导向杆320于所述模具安装板 340的滑动连接处的连线将所述模具安装板340分为第一侧和第二侧。所述成型腔的长度方向与两条所述导向杆320的连线方向相平行,所述第一开合模板351和第二开合模板352分别固定安装于两块所述模具安装板340的第一侧。
57.两个所述模具安装板340的第二侧之间设有圆柱形的限位支撑柱380,所述限位支撑柱380轴向沿左右方向固定安装于其中一个所述模具安装板340。两个所述第一侧之间的距离与两个所述第二侧之间的距离一致,所述限位支撑柱380的轴向长度与所述第一开合模板 351和第二开合模板352沿左右方向的厚度之和一致。
58.两个所述模具安装板340上各设有一个顶针气缸,设于左侧的所述顶针气缸朝右正对所述第一开合模板351并固定安装于设于左侧的所述模具安装板340,设于右侧的所述顶针气缸朝左正对所述第二开合模板352并固定安装于设于右侧的所述模具安装板340。
59.所述合模气缸330有两个,两个所述合模气缸330均沿左右方向设置,其中一个所述合模气缸330设于左侧的模具安装板340与左侧的固定块310之间,另一个所述合模气缸330设于右侧的模具安装板 340与右侧的固定块310之间,所述合模气缸330的缸体与所述导向杆320固定连接,所述合模气缸330的活塞杆固定连接于所述模具安装板340与两个所述导向杆320的滑动连接处之间。
60.每条所述导向杆320的两个端部均设有导向轮机构360,所述导向轮机构360设有安装座361,所述安装座361设有两个导向滚轮 362,两个所述导向滚轮362轴向沿左右方向设置并绕轴向转动安装于所述安装座361的一侧,所述安装座361的另一侧的中部与所述导向杆320的端部转动连接。
61.所述循环导轨200有两个,两个所述循环导轨200所在的平面均与所述驱动板100相平行,两个所述循环导轨200分别设于两块所述驱动板100之外的左右两侧,所述循环导轨200为闭环导轨200,所述循环导轨200有一段沿直线方向设置,两个所述循环导轨200沿左右方向相互镜向对称。
62.设于左侧的所述循环导轨200卡设于所述导向杆320左端的所述导向轮机构360的两个所述导向滚轮362之间,设于右侧的所述循环导轨200卡设于所述导向杆320右端的所述导向轮机构360的两个所述导向滚轮362之间,两个所述循环导轨200均与所述机架固定连接。所述导轨200与所述安装座361之间还设有滚动轮363,所述滚动轮 363的轴向沿两个所述导向滚轮362的连线方向设置,所述滚动轮363 转动安装于所述安装座361。
63.所述模具开合组件300有多个,两块所述驱动板100上均设有多条驱动杆410,每块
所述驱动板100上的所述驱动杆410数量与所述模具开合组件300数量一致,多条所述驱动杆410沿所述驱动板100 的径向均匀分布于所述驱动板100,所述驱动杆410与所述驱动板100 固定连接;每个所述驱动杆410上均滑动套设有一个驱动块420,所述驱动块420设有沿左右方向设置的转动通孔,所述转动通孔沿轴向与所述模具开合组件300转动连接。
64.在使用本实用新型的开合模具循环装置时,所述模具开合组件 300通过左右两端的导向轮机构360卡设于两个所述循环导轨200之间。所述导向轮机构360的两个导向滚轮362始终分别沿所述循环导轨200的内外两侧滚动,所述滚动轮363则始终抵在所述循环导轨 200的端面上。
65.所述驱动板100绕其轴线保持匀速转动,固定安装于所述驱动板 100上的驱动杆410随之运动,所述驱动杆410通过所述驱动块420 带动所述模具开合组件300沿所述循环导轨200运动。
66.在所述模具开合组件300沿所述循环导轨200运动的过程中,所述模具开合组件300的导向杆320与所述驱动板100的轴线的距离发生变化,所述驱动块420始终滑动套设于所述驱动杆410上:当所述模具开合组件300的导向杆320与所述驱动板100的轴线的距离增大时,所述驱动块420往所述驱动杆410远离所述驱动板100轴线的一端滑动;当所述模具开合组件300的导向杆320与所述驱动板100的轴线的距离减少时,所述驱动块420往所述驱动杆410的另一端滑动。
67.所述模具开合组件300的两条导向杆320的两端均设有所述导向轮机构360,在所述模具开合组件300沿所述循环导轨200运动的过程中,所述导向轮机构360的两个导向滚轮362始终分别沿所述循环导轨200的内外两侧滚动。当所述模具开合组件300运动到所述循环导轨200的直线段时,所述模具开合组件300沿直线运动,固定安装于所述模具安装板340的所述第一开合模板351和第二开合模板352 也沿直线运动,所述成型腔沿其长度方向保持直线运动。将用于挤出胚料的挤出模头沿该直线运动方向设置与所述第一开合模板351和第二开合模板352之间,所述第一开合模板351和第二开合模板352 与挤出胚料在所述循环导轨200的直线段内保持同向运动。此时,两个所述合模气缸330的活塞杆相向伸出,带动两块所述模具安装板 340沿左右方向相向滑动,安装在两块所述模具安装板340上的第一开合模板351和第二开合模板352相向运动直至相互抵接贴合,第一开合模板351和第二开合模板352处于合模状态。需要开模时,两个合模气缸330动作带动两个模具安装板340分别向两侧滑动使得所述第一开合模板351和第二开合模板352向两侧开模分离。
68.在一些实施例中,所述合模气缸330的活塞杆与所述模具安装板 340之间设有倍力气缸370,所述倍力气缸370沿左右方向设置,所述倍力气缸370的两端分别与所述合模气缸330的活塞杆以及所述模具安装板340固定连接。
69.在一些实施例中,所述驱动板100设有水气滑环110,所述水气滑环110包括外轴套、中轴、密封圈,所述外轴套呈圆柱形套筒状,所述外轴套同轴转动套设于所述中轴的外侧,所述中轴的外侧面设有绕轴向设置的环形的流动槽,所述流动槽与所述外轴套的内侧面围成环形的流动通道,所述流动槽的轴向两侧均设有密封槽,所述密封圈固定安装于所述密封槽内;所述外轴套设有与所述流动通道相连通的外轴孔,所述中轴设有与所述流动通道相连通的中轴孔,所述外轴套与所述机架固定连接,所述中轴与所述驱动板100固定连接,所述外轴孔与所述合模气缸330气连接,所述中轴孔与压缩气源相连通。
70.在一些实施例中,设于所述导向杆320左端的所述导向轮机构 360的滚动轮363与所述安装座361之间设有弹簧,所述弹簧沿左右方向设置,所述弹簧的弹力沿左右方向作用于所述滚动轮363与所述安装座361。通过所述弹簧使各个所述模具开合组件300右端的导向轮机构360的所述滚动轮363往右抵在右侧的所述循环导轨200的端面,使得各个模具开合组件300在左右方向上的位置能够保持一致。
71.以上对本实用新型的较佳实施方式进行了具体说明,但本实用新型并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1