热成型、注塑成型和/或包覆成型的微流控结构及其制造技术的制作方法
热成型、注塑成型和/或包覆成型的微流控结构及其制造技术
1.相关申请的交叉引用
2.本申请要求于2019年1月31日提交的名称为“thermoformed,injection molded,and/or overmolded microfluidic structures and techniques for making the same”的美国临时专利申请第62/799,648号的优先权,其全部内容通过引用并入本文。
3.发明背景
4.可以通过使用微流控结构在不同位置之间输送流体的系统执行化学和生物分析技术,例如基因组测序。这样的微流控结构可以采取层压玻璃或聚合物结构的形式,其具有封装在其中的内部流动路径、通孔、隔膜泵、阀等。但是,液体或其他试剂可以存储在未集成到微流控结构中的储器中。这是由于多种原因。例如,用于给定微流控结构的试剂的总量可以超过微流控结构内的可用自由体积,从而使得在微流控结构内存储不可行。在某些情况下,由于此类结构的结构和密封限制,在微流控结构中长期存储可能会出现问题,因此需要更稳健的离结构型(off
‑
structure)存储方案。
5.可以用于存储用于微流控结构的试剂的一种储器类型是柔性囊状物,其可以使用压敏粘合剂固定至微流控结构,并且可以具有可破裂的释放阀,该阀可以密封到微流控结构上的小端口,以便在向囊状物施加足够的压力时,释放阀将爆裂打开,并使包含在囊状物中的试剂流入微流控结构中。
6.可用于存储用于微流控结构的试剂的另一示例性储器类型可以位于与微流控结构完全不同的位置,例如,在可以容纳包含微流控结构的盒的分析仪器内。在这样的系统中,可以使用某种形式的流体路由机制,例如柔性流体导管,来将外部储器连接到微流控结构外部上的一个或多个端口;这样的连接可以通过压敏粘合剂贴片或可提供足够密封的其他机构来进行。
7.一般而言,微流控结构倾向于在微流控结构内无泄漏,但是这种微流控结构与其他部件之间的流体界面为泄漏的发生提供了机会。本文讨论的概念提供了新的制造技术和结构,其提供了用于减少微流控结构的泄漏机会的机制。
8.发明概述
9.本文公开了用于微流控结构的各种制造方法,以及可以通过这种技术制造的各种结构,并且其可以提供增强的微流控结构,该微流控结构提供减少的泄漏机会、更紧凑的设计以及更好的整体操作。本文讨论的技术可以分为几类,例如涉及热成型、注塑成型和/或注射共成型或包覆成型的技术;应当理解,在一些实施方式中,可以在制造微流控结构的过程中的不同阶段组合或使用这些技术,而在其他实施方式中,可以在给定的微流控结构制造中执行这样的技术中的仅一种或两种。
10.在一些实施方式中,可以提供一种微流控结构,其特征在于用于试剂存储的整体孔。这样的微流控结构通常可以具有与微流控板结构类似的结构,即,大体上是实质平坦的,但是可以具有其中“板”被膨胀的区域(例如,从板的平面向外凸起)以形成孔。这样的微流控结构可以包括内部流动通路或通道,其从位于孔的底部的吸取端口(sipper port)延伸到膨胀的区域/孔之外的另一位置;存在于孔中的液体可以通过吸取端口经过孔壁中的
通道从孔抽出,并进入微流控结构中的一个或多个下游位置。
11.可以通过多种技术来提供这样的微流控结构。在一种这样的技术中,可以根据各种技术使用聚合物材料来制造平面层压式微流控结构,例如,在各个层中形成通道、通孔和其他微流控特征,然后将该层粘结在一起以形成层压式微流控结构。平面层压式微流控结构可以包括例如,可在随后的制造步骤中膨胀的微流控结构的区域中的通道和吸取端口。然后,可以对层压式微流控结构进行热成型处理,其中使这些区域膨胀或变形;膨胀区域中层压式微流控结构内的通道可以随着层压式微流控结构的形变而变形,从而产生沿着与这样的变形所形成的孔壁相符合的路径的通道。
12.在可选的技术中,层压式微流控结构的变形可以在层压体形成或至少完成之前发生。在这样的技术中,例如通过热成型,两个或更多个层或层的集合可以独立地变形以具有互补的孔形状,使得一层或层的集合的变形的区域可以嵌套在另一个层或层的集合的变形区域内;一个或两个层或层的集合的配合表面可具有在变形区域内形成的通道,该通道从“内部”变形区域内的吸取端口通向变形区域之外的位置。然后可将两层或层的集合堆叠在一起,将变形的区域嵌套在一起并粘结以提供类似于先前讨论的层压结构。可以使用的可选技术可以使用注塑成型法代替热成型法来形成具有已经存在的孔、通道和端口的各个层;然后可以将这些层堆叠在一起,将孔嵌套在一起并粘结。
13.上面讨论的层压式微流控结构可以提供可用于存储试剂的相对大体积的储器(“孔”);这些孔可以保持“开放”以允许这些试剂在使用过程中用某种形式的移液器或滴管添加,或者可以预填充这些试剂和然后用或与每一个这样的孔周围的未变形周边粘结的不可渗透的膜层密封以提供高质量的且通常防漏的密封。
14.在一些其他或另外的实施方式中,微流控结构可以进行共成型或包覆成型工艺。共成型或包覆成型(有时也称为二次成型、模内复膜或模内装饰)是指其中将预先存在的部件整体或部分地插入注塑成型腔中,和然后将熔融材料注入腔中;熔融材料围绕预先存在的部件或其一部分流动,从而填充注入腔的空隙的注塑成型工艺。因此,所得的注塑成型部件是来自先前存在的部件的材料与注入模具腔中并使其冷却的固化的熔融材料的杂合体。取决于所用材料的性质,预先存在的部件可以与注塑成型部件机械互锁、与注塑成型部件化学联结(例如,当来自熔融的注塑成型材料的热量导致预先存在部件的外表面部分熔化并与熔融的注入材料融合时)或两者兼而有之。在一些实施方式中,可以将热致粘合剂施加到预先存在的部件或其一部分。例如,可以在将热致粘合剂放入模具之前将其施加到膜上以增强膜与模制部件之间的粘结。在这种过程中使用的预先存在的部件本身可以是注塑成型部件,或可以使用其他技术制造,例如,机械加工、热成型、层压等;不同的材料可以用于预先存在的部件和用于注塑成型过程。
15.在微流控结构的情况中,可以将层压式微流控结构(例如层压式微流控结构或其中形成有孔的层压式微流控结构,如上所述)用作共共成型或二次模塑成型过程中的预先存在的部件,该过程可用于包覆成型或共成型较大的外壳,例如盒外壳,该外壳以液密方式联接到层压式微流控结构。这样的外壳可以包括例如,可以用来存储试剂的储器(或至少其侧壁)和/或凹陷或突起,该凹陷或突起的尺寸可以设计为与分析仪器上的相应配合特征接合以供流体运送至层压式微流控结构和/或来自层压式微流控结构。在一些这样的实施方式中,层压式微流控结构可以包括弹性膜作为外表面,使得注塑成型材料可以与膜的一些
区域接合,同时保持膜的其他区域不接触注塑成型材料。这样的布置可以帮助相对于层压式微流控结构固定膜,同时允许例如,向膜的选定区域施加压缩空气以允许致动结合该膜的隔膜泵和阀。
16.尽管以上讨论给出了本公开的材料的总体概述,但是至少以下具体实施方式被认为在本公开的范围内;以下实施方式并非旨在成为实施方式的排他性列表,并且其他实施方式将从本公开的其余部分和附图中变得显而易见并被认为在本公开的范围内。
17.在一些实施方式中,可以提供一种方法,该方法包括(a)形成具有第一主表面和第二主表面的层压式微流控结构,其中该第二主表面沿垂直于第一主表面的轴线与第一主表面偏移第一距离。该层压式微流控结构可以包括至少两个层(每一层由聚合物材料制成)、可以在平行于第一主表面的一个或多个方向上延伸并可以位于层压式微流控结构内的至少一个通道以及一个或多个将第一主表面上的一个或多个开口与该至少一个通道流体连接的吸取端口。该方法可以进一步包括(b)将层压式微流控结构放置在热成型设备中,以及(c)在一个或多个吸取端口周围对层压式微流控结构的第一区域热成型以使第一区域远离由第一主表面的非膨胀部分所限定的参考平面膨胀,从而与位于膨胀的第一区域内的一个或多个吸取端口形成孔。
18.在该方法的一些实施方式中,层压式微流控结构可以进一步包括在所述第一区域中的一个或多个排气端口。所述一个或多个排气端口可以与一个或多个通向所述第一区域外部的位置的通气通道流体连接。
19.在该方法的一些实施方式中,(c)可包括将至少第一区域加热至高于所述至少两个层的一种或多种聚合物材料的玻璃化转变温度的第一温度,将至少两个层放置在(i)第一模具和(ii)第二模具之间,其中当沿着垂直于所述参考平面的轴线观察时,所述第一模具在对准第一区域的位置处具有突出部,和其中当沿着垂直于参考平面的轴线观察时,所述第二模具在对准第一区域的位置处具有凹陷部,并且在将第一区域加热到第一温度的同时,使第一模具和第二模具中的一个或两个沿第一轴移动以压迫第一模具和第二模具之间的至少两个层并使第一区域膨胀到凹陷部中。
20.在该方法的一些这样的实施方式中,所述突出部和所述凹陷部中的至少一个可以在其表面上包括释放槽,并且被定位成使得当沿着垂直于参考平面的轴线观察时,在(c)期间释放槽与所述至少一个通道至少部分重叠。
21.在该方法的一些实施方式中,(c)可以包括将第二主表面靠肯有凹陷部的模具放置,当沿垂直于参考平面的轴线观察时,该凹陷部位置与第一区域对准,将至少第一区域加热至高于至少两个层的一种或多种聚合物材料的玻璃化转变温度的第一温度,和在第二主表面靠模具放置并且凹陷部位于与第一区域对准的位置时,向层压式微流控结构施加压力差,以使第一区域热塑性地膨胀到凹陷部中。
22.在该方法的一些这样的实施方式中,凹陷部在其表面上包括释放槽,且被定位成使得当沿着垂直于所述参考平面的轴线观察时,在(c)期间所述释放槽与所述至少一个通道至少部分地重叠。
23.在该方法的一些实施方式中,(c)可包括将第一主表面靠具有突出部的模具放置,该突出部位置与第一区域对准,将至少第一区域加热至高于至少两个层的一种或多种聚合物材料的玻璃化转变温度的第一温度,和在第一主表面靠模具放置且突出部位于与第一区
域对准的位置时,向层压式微流控结构施加压力差,以使第一区域在突出部上热塑性膨胀。
24.在该方法的一些这样的实施方式中,所述突出部在其表面上包括释放槽,且被定位为使得当沿着垂直于所述参考平面的轴线观察时,在(c)期间所述释放槽与所述至少一个通道至少部分重叠。
25.在该方法的一些实施方式中,(c)可包括将至少第一区域加热至高于至少两个层的一种或多种聚合物材料的玻璃化转变温度的第一温度;和在将第一区域加热到第一温度的同时,使第一压力场施加到第一区域上的第一主表面的和第二压力场施加到第一区域的第二主表面。在这样的实施方式中,第一压力场可以平均大于第二压力场,并可以导致第一主表面和第二主表面之间的压力场差,和该压力场差可以使得第一区域远离第一主表面膨胀。
26.在该方法的一些实施方式中,该方法可以进一步包括:将一定量的试剂分配到膨胀的第一区域中,和在将该一定量的试剂分配到膨胀的第一区域中之后,将密封部件粘结或粘附在膨胀的第一区域上。
27.在该方法的一些实施方式中,该方法可以进一步包括(d)在(c)之后,将层压式微流控结构定位在注塑成型机模具的模具腔内;和(e)将熔融聚合物材料注入模具腔中,以使至少一些熔融聚合物材料流向层压微的流体结构位于其中的一个或多个部分。
28.在该方法的一些实施方式中,该方法可以进一步包括获得由聚合物材料制成的外壳,将层压式微流控结构加热到高于所述至少两个层的一种或多种聚合物材料的玻璃化转变温度的温度,将层压式微流控结构的一个或多个部分压靠在外壳上,以将层压式微流控结构与外壳粘结。
29.在该方法的一些实施方式中,层压式微流控结构可以在第一主表面和第二主表面中的一个或两个上包括一个或多个端口,并且该注塑成型机模具可以包括一个或多个突出部,这些突出部在(e)期间在一个或多个端口中的全部或子集的每一个端口周围与层压式微流控结构接触,从而防止(e)期间熔融的聚合物材料流入一个或多个端口的全部或子集的端口中。
30.在一些实施方式中,可以提供一种方法,该方法包括(a)获得第一微流控层,其具有第一主表面和在第一微流控层的与第一主表面相反侧上的第二主表面。该第一主表面可以在第一微流控层的第一区域中具有凹入形状,且该第二主表面可以在第一微流控层的第一区域中具有对应的凸出形状。此外,该第一微流控层可以包括位于第一区域内并穿过第一微流控层的一个或多个吸取端口。该方法可以进一步包括(b)获得第二微流控层,其具有第三主表面和在第二微流控层的与第三主表面相反侧上的第四主表面。该第三主表面可以在第二微流控层的第二区域中具有凹入形状,并且第四主表面可以在第二微流控层的第二区域中具有对应的凸出形状;第二主表面和第三主表面可以具有匹配的轮廓,并且第一主表面和第二主表面中的一个或两个可以包括一个或多个通道。该方法可以进一步包括(c)堆叠第一微流控层和第二微流控层,使得第一区域嵌套在第二区域中,并且一个或多个通道与在第一主表面和第四主表面之间的一个或多个吸取端口流体连通,和(d)将第一微流控层的第二主表面的至少一部分与第二微流控层的第三主表面的至少一部分粘结。
31.在该方法的一些实施方式中,该方法可以进一步包括通过分别注塑成型第一微流控层和第二微流控层中的至少一个提供至少以下之一:(i)所述第一主表面的凹入形状和
所述第二主表面的凸出形状和(ii)所述第三主表面的凹入形状和所述第四主表面的凸出形状。
32.在该方法的一些实施方式中,该方法可以进一步包括分别通过热成型第一微流控层和第二微流控层中的至少一个提供至少以下之一:(i)所述第一主表面的凹入形状和所述第二主表面的凸出形状,和(ii)所述第三主表面的凹入形状和所述第四主表面的凸出形状。
33.在该方法的一些这样的实施方式中,该第二主表面可以包括一个或多个通道中的至少一个,第一微流控层可以使用具有凹陷部的模具进行热成型,使得凹陷的表面定位成与第一区域内的第二主表面接触,和该凹陷部可以包括击凹特征(debossing feature),该击凹特征是凹陷的表面的隆起,并且在第一微流控层的热成型期间在第二主表面中形成通道。
34.在该方法的一些实施方式中,第三主表面可以包括一个或多个通道中的至少一个,第二微流控层可以使用具有突出部表面的模具进行热成型,其定位为与第二区域内的第三主表面接触,和该突出部可以包括击凹特征,该击凹特征是突出部表面的隆起,并且在第二微流控层的热成型期间在第三主表面中形成通道。
35.在一些实施方式中,可以提供一种设备,该设备包括具有第一主表面和与第一主表面偏离的第二主表面的层压式微流控结构。该层压式微流控结构可以具有第一膨胀区域,该第一膨胀区域可以包括第一主表面的凹入部分和第二主表面的对应突出部分,吸取端口可以位于第一膨胀区域内的第一主表面上,和将吸取端口流体连接到第一膨胀区域之外的位置并介于第一主表面和第二主表面之间的通道。
36.在该设备的一些实施方式中,该设备可以进一步包括位于第一主表面的凹入部分内的第一量的试剂,和密封部件,该密封部件围绕第一膨胀区域的外围密封到第一主表面。
37.在该设备的一些实施方式中,该设备可以进一步包括排气端口,其位于第一膨胀区域内的第一主表面上,和通气通道,其将排气端口流体连接到第一膨胀区域之外的位置并且介于第一主表面和第二主表面之间。
38.在该设备的一些实施方式中,所述层压式微流控结构可以是包括至少第一层和第二层的层压式微流控结构,其中该第一层可以包括第三主表面,第二层可以包括第四主表面,第三主表面可以粘结到第四主表面,和通道可以位于第三主表面和第四主表面之一或两者中。
39.在该设备的一些实施方式中,第一膨胀区域可以被层压式微流控结构的第一非膨胀区域围绕,层压式微流控结构的第一非膨胀区域可以限定第一参考平面,和吸取端口可以定位在沿垂直于第一参考平面的轴线与第一参考平面间隔开一定距离的位置,该距离为第一参考平面和距第一参考平面最远的第一膨胀区域内第一主表面的一部分之间距离的90%至100%。
40.在该设备的一些实施方式中,该设备可以进一步包括一个或多个附加的膨胀区域,每一个附加的膨胀区域具有对应的附加吸取端口和将所述附加的吸取端口流体连接到相应的附加膨胀区域之外的位置且其介于第一主表面和第二主表面之间的对应的附加通道。
41.在该设备的一些实施方式中,该设备可以进一步包括共成型的外壳,其在共成型
过程中融合到层压式微流控结构上。
42.在该设备的一些实施方式中,该设备可以进一步包括共成型的外壳并且所述层压式微流控结构可以位于所述共成型的外壳内防止所述层压式微流控结构从所述共成型的外壳移出而不会使所述共成型的外壳或所述层压式微流控结构变形的位置。
43.在一些实施方式中,该设备可以进一步包括由聚合物材料制成的模制外壳,该模制外壳在热成型过程中可以融合到层压式微流控结构,并因此可以通过与层压式微流控结构的聚合物材料分子缠结的模制外壳的聚合物材料的区域与模制外壳粘结。
44.在该设备的一些实施方式中,层压式微流控结构可以包括一个或多个刚性聚合物层及可以在一侧与所述刚性聚合物层之一接触并可以在相反侧与共成型外壳接触的弹性膜。
45.在该设备的一些实施方式中,可以与弹性膜接触的所述刚性聚合物层可以包括隔膜凹陷部,并且当沿着垂直于所述第一膨胀区域内的第一主表面的轴线观察时,所述共成型的外壳可以在所述隔膜凹陷部周围延伸但可以不与所述隔膜凹陷部重叠。
46.在该设备的一些实施方式中,该设备可以包括具有第一主表面和与第一主表面偏离的第二主表面的层压式微流控结构。所述层压式微流控结构可以包括一个或多个介于第一主表面和第二主表面之间的通道和通孔。该设备还可以包括共成型的外壳,其可以在共成型过程中融合于层压式微流控结构。
47.在这种设备的一些实施方式中,该设备可以进一步包括共成型的外壳。层压式微流控结构可以位于所述共成型的外壳内防止所述层压式微流控结构从所述共成型的外壳中移出而不会使所述共成型的外壳或所述层压式微流控结构变形的位置。
48.在该设备的一些实施方式中,所述层压式微流控结构可以包括一个或多个刚性聚合物层以及可以在一侧上与所述刚性聚合物层之一接触并且可以在相反侧与所述共成型的外壳接触的弹性膜。
49.在该设备的一些实施方式中,可以与所述弹性膜接触的所述刚性聚合物层可以包括隔膜凹陷部,并且当沿着垂直于第一膨胀区域内的第一主表面的轴线观察时,所述共成型的外壳可以围绕所述隔膜凹陷部延伸但可以不与所述隔膜凹陷部重叠。
50.应当理解,前述概念和下面更详细讨论的附加概念的所有组合被认为是本文公开的发明主题的一部分,并且可以以任何组合实施以实现本文所述的益处。
51.附图简述
52.在附图的图中,以示例性而非限制的方式示出了本文公开的各种实施方式,其中相似的附图标记指代相似的元件。
53.图1a至图1g描绘了用于层压式微流控结构的热成型制造过程中各个阶段的截面图。
54.图2a至图2d描绘了用于热成型层压式微流控结构的可选热成型设备和技术。
55.图3a至图3d描绘了用于热成型层压式微流控结构的另一种可选热成型设备和技术。
56.图4描绘了示例性热成型设备的透视剖面图,该示例性热成型设备可用于热成型层压式微流控结构中的六个单独的孔。
57.图5描绘了另一个示例性热成型设备的透视剖面图,该设备可以用于热成型层压
式微流控结构中的六个单独的孔。
58.图6描绘了另一个示例性热成型设备的透视剖面图,该设备可以用于热成型层压式微流控结构中的六个单独的孔。
59.图7与图6相似,除了第一模具和第二模具在凹陷部和突出部中包括释放槽。
60.图8和图9分别是在热成型之前和在热成型之后的图7的凹陷部和突出部之一的详细视图。
61.图10a至图10j描绘了涉及热成型的制造过程中的各个阶段和在热成型之后组装的层压式微流控结构。
62.图11描绘了共成型或包覆成型的微流控盒的实施例的分解图。
63.图12以组装的形式示出了图11的盒。
64.图13a至图13h描绘了示例性包覆成型或共成型过程的各个阶段。
65.以上附图仅仅是落入本公开范围内的实施方式的代表性实施例,并且本公开应理解为不仅限于附图中所描绘的实施方式。其他实施方式对于本领域普通技术人员将是显而易见的,并且也被认为在本公开的范围内。
66.发明详述
67.如先前所讨论的,构想了用于制造层压式微流控结构的新技术,其允许这种层压式微流控结构不同于均匀厚度的平坦结构并采用大体上均匀厚度的非平坦结构。特别地,这种层压式微流控结构可以包括用于容纳试剂的孔;微流控通道可以延伸到孔区域中,从而允许这些通道与位于孔内的吸取端口流体连接,并允许从孔抽出孔中包含的试剂。如本文所用,术语“吸取端口”将被理解为是指被定位成允许流体从孔或构造成容纳流体的其他结构中抽取的端口。下面参考附图讨论用于制造这种层压式微流控结构的各种技术。
68.一种用于制造这样的层压式微流控结构的技术包括组装层压式微流控结构和然后,在这种组装之后,使层压式微流控结构经受热成型过程以使原本总体平坦的层压式微流控结构的一个或多个部分膨胀并形成一个或多个相应的孔用于试剂存储。图1a至1g描绘了这种制造过程中各个阶段的截面图。
69.图1a描绘了由多个层102(在这种情况下,三个层—尽管根据层压式微流控结构的复杂性,可以使用更多或更少的层)形成的层压式微流控结构100的剖视图。在一些实施方式中,层102可以例如各自为0.1mm至1mm(包括端值)厚,且可由诸如聚苯乙烯、聚碳酸酯、聚甲基丙烯酸甲酯、聚对苯二甲酸乙二醇酯(pet)的材料以及其他合适的材料制成。对于本文讨论的基于热成型的技术,层压式微流控结构的总厚度可以为约0.5mm或0.3mm至3mm(包括端值)厚。
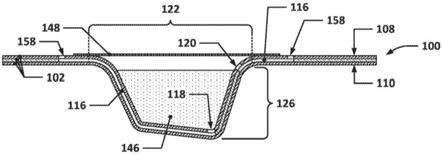
70.层压式微流控结构100的最外层102可以限定第一主表面108和第二主表面110,其中该第二主表面110沿垂直于第一主表面108(或就此而言,第二主表面110)的轴线与第一主表面108偏离第一距离(等于层压式微流控结构100的总厚度)。可以选择层压式微流控结构的第一区域122以通过热成型工艺来膨胀。
71.在该实施例中,第一区域122具有两个延伸到其中的通道116;一个通道116与通向第一主表面中的开口的吸取端口118流体连接,而另一个通道116与通向第一主表面中的另一个开口的排气端口120流体连接(这些通道在此也可以分别称为“吸取通道”和“通气通道”)。通道116通常沿平行于第一主表面108的一个或多个方向延伸,并且位于层压式微流
控结构100内。吸取端口118和排气端口120均位于第一区域122内并且可以经由其各自的通道116与层压式微流控结构100内的其他特征流体连接。在该特定实施例中,每个通道116通向位于第一区域122外部的另一个相应端口158,尽管应当理解,取决于层压式微流控结构100的特定设计,这样的通道116可以通向层压式微流控结构100内的其他特征,例如阀、泵、其他通道等。
72.在图1b中,已经将图1a的层压式微流控结构100放置为第二主表面110接触热成型设备124。热成型设备124可以包括模具128,其具有为所需的孔的形状的凹陷部136;层压式微流控结构100可以相对于模具128定位,使得当沿着垂直于参考平面的轴线观察时,第一区域122与凹陷部136对准,例如,当沿垂直于参考平面的轴线观察时,第一区域122可以一般地与凹陷部136共延。在一些实施方式中,可在模具128中提供一个或多个真空端口138,以当层压式微流控结构100邻近凹陷部136的外围时允许在凹陷部136上抽取到负表压。
73.一旦层压式微流控结构100相对于模具128就位,可以将层压式微流控结构100加热至高于玻璃化转变温度,但理想地,低于层压式微流控结构100的材料转变为粘性状态的温度的温度;但是用于热成型操作的合适温度的范围可以因材料而异,尽管在本文中通常将其称为“热成型温度”等。当聚合物材料处于该范围内的温度时,它通常会变得软和柔韧,从而允许进行热成型。一旦层压式微流控结构100处于适合于热成型的温度范围内,可以将压力场施加到层压式微流控结构100,使得在第一区域122内的第一主表面108和第二主表面110之间存在正压差,即,第一区域122中的第一主表面上的平均压力大于第一区域122中的第二主表面上的平均压力。可以通过在真空端口138上抽真空,加压紧邻第一主表面108上方的空间,或两者来产生这种压力差。该压力差将导致软化的层压式微流控结构100膨胀到凹陷部136中,如图1c所示(在图1c中,对第一主表面108施加了正压,并通过真空端口138对第二主表面110施加了负压;甚至在没有施加负压的实施方式中仍可能希望具有真空端口138,以便为捕获在凹陷部136内的空气提供逸出的路径)。可以看出,层压式微流控结构100在第一区域122中的膨胀使得膨胀部分从由层压式微流控结构100的非膨胀部分限定的参考平面130移位。
74.膨胀的第一区域122中的通道116通常可以与层压式微流控结构100的周围部分协同地膨胀,从而使它们采取与通道116及第一主表面108和第二主表面110之间的层或层的部分相同的膨胀横截面轮廓。如图1d和图1e所示,其中图1d示出了模具128内处于完全膨胀构型的层压式微流控结构100,而图1e示出了从模具128移除后的热成型的层压式微流控结构100,结果是具有总体均匀的厚度的组件(尽管在层压式微流控结构100的变形/膨胀的区域中由于被拉伸而具有一些变薄),但提供了具有整合的吸取端口118的孔126,该吸取端口位于底部并与位于孔126壁内的通道116连接(从而允许孔126的全部内容物容易通过孔126的底部抽出并被输送到层压式微流控结构100中位于层压式微流控结构100的非膨胀部分中的位置)。
75.一般而言,在一些实施方式中,层压式微流控结构中的通道116可以具有一般为正方形的横截面纵横比,或者可以具有例如1.5:1或1:1.5(含端点)的深宽比。在一些实施方式中,通道116可以例如为0.3mm深
×
0.3mm宽。将理解的是,其他通道实施方式可以具有不同的尺寸。
76.一旦对层压式微流控结构100进行了热成型,热成型的层压式微流控结构100可以
用试剂146准备,例如,可以将预定量的试剂146输送到孔126中,如图1f所示。一旦试剂被输送到孔126,可以将密封部件148施加到围绕孔126的未变形的第一主表面108上,从而防止试剂离开孔126(除通过通道116之一离开外)。容纳在孔126中的试剂可以包括例如,可以在分析过程中使用的各种不同的液体,其包括例如,缓冲溶液、洗涤溶液、溶剂、指示剂等。应当理解,作为本文所用的术语,“试剂”旨在包括在与其他物质结合时意图发生反应的物质,以及在与其他物质结合时不意图发生反应的物质。例如,作为本文所使用的术语试剂可以包括非反应性载体溶液,其被选择来稀释另一种试剂而不与之反应。在一些情况下,试剂可以包括干燥的材料,例如干粉或冻干试剂形式的试剂,其可以被容纳在孔中和然后在从孔输送之前通过添加液体来重构。
77.将理解的是,可以提供排气端口120和与其流体连接的通道116以允许从孔126更容易地吸取试剂
‑
当从孔126移除试剂时,密封部件148可防止孔126内的压力均等化。但是,如果包括排气端口120并且与之流体连接的通道116与周围环境(或类似环境)流体连通,这可以允许这种压力均等化发生。实际上,在一些实施方式中,可以在将试剂146加载到其中之前密封孔126,并且可以通过吸取端口118或排气端口120将试剂146输送到孔中。在某些情况下,排气端口120可以用作将压缩空气或其他流体输送到孔126中以将流体通过吸取端口118从孔126推出并例如进入与其流体连接的流体回路的端口。
78.然而,在一些实施方式中,在这种结构中可以仅提供吸取端口118,而省略排气端口120和相关的通道116。在一些这样的实施方式中,可以在使用之前例如通过分析仪器中的穿刺机构的动作或者通过操作者执行的手动动作来对密封部件148进行穿孔以提供通气路径。在再其他实施方式中,密封部件148可以由弹性材料制成,从而当通过抽出孔126中的反应物而降低孔126中的压力时,允许密封部件148变形到孔126中。
79.在一些实施方式中,吸取端口可以被定位在使得吸取端口在垂直于第一参考平面130的方向上与第一参考平面130偏离或间隔开在第一参考平面与距第一参考平面130最远的第一区域内第一主表面的一部分之间的距离的90%至100%之间的距离的位置。换句话说,吸取端口可以位于孔的“底部”,像水槽里的下水管一样。
80.在一些实施方式中,通道116可以配备有阀或易碎的密封部件,以允许试剂146被完全密封在孔126内直到使用层压式微流控结构100时。
81.图2a至2d描绘了用于热成型层压式微流控结构200的可选热成型设备和技术。图2a至2d中的元件在性质上与先前关于图1a至1g讨论的元件相似;在图1a至1g中用具有与图2a至2d中的项目相同的后两位数字的标注编号引用的元件的描述可以被认为适用于图2a至2d中的那些对应元件。
82.在图2a中,具有多个层202的层压式微流控结构200位于热成型设备224的模具228上,使得当沿垂直于层202的方向观察时,层压式微流控结构200的第一区域222与模具228中的突出部234对准;层压式微流控结构200,类似于层压式微流控结构100,具有第一主表面208和第二主表面210。与层压式微流控结构100一样,层压式微流控结构200包括通道216,该通道216将位于第一区域222内的吸取端口218和排气端口220与位于第一区域222外部的端口258或者位于第一区域222外部的其他微流控结构(例如阀、泵、通孔等,)流体连接。
83.与模具128不同,模具228具有突出部234而不是凹陷部136,如图2b和2c所示,当层
压式微流控结构200的第一区域222(当其处于用于热成型的温度范围内时)与模具228接触时,其使得该层压式微流控结构200从参考平面230向上隆起。如图2d所示,然后可以以类似于图1f和1g中的层压式微流控结构100的方式来处理所得的具有孔226的热成型的层压式微流控结构200。
84.图3a至3d描绘了用于热成形具有多个层302的层压式微流控结构300的另一种可选的热成形设备和技术。图3a至3d中的元件在性质上与先前关于图1a至1g和图2a至2d讨论的元件相似;在图1a至1g或图2a至2d中用具有与图3a至3d中的项目相同的最后两位数字的标注编号引用的元件的描述可以被认为适用于图3a至3d中的那些对应元件。
85.在该热成型技术中,可以具有第一主表面308和第二主表面310的层压式微流控结构300可以定位于包括第一模具342和第二模具344的热成型设备324中。类似于层压式微流控结构100,层压式微流控结构300可具有通道316,其将第一区域322内的吸取端口318和排气端口320与第一区域322外部的端口358或其他微流控特征流体连接。第一模具342可包括突出部334,和第二模具344可包括对应的凹陷部336;凹陷部336和突出部334的尺寸可以设置成使得第一模具342和第二模具344可以相对于彼此定位,从而在第一模具342和第二模具344的相对表面之间存在基本恒定尺寸或接近恒定尺寸的间隙。换句话说,突出部334和凹陷部336的形状一般地可以互补,以使得突出部与凹陷部对准并嵌套在凹陷部中,从而留出足够的间隙以在第一模具342和第二模具344配合在一起时在其间容纳层压式微流控结构。
86.当使层压式微流控结构300达到合适的热成型温度时,第一模具342和/或第二模具344可相对于彼此移动,层压式微流控结构300介于其间并定位成使得当沿着垂直于参考平面(类似于先前讨论的参考平面,例如与将保持不变形的第一主表面308的部分重合的参考平面)的轴线观察时,第一区域与该凹陷部336和突出部334对准。层压式微流控结构300与第一模具342和第二模具344之间的最终接触然后导致层压式微流控结构300的第一区域322膨胀,如图3b和3c所示;如图3d所示,可以以类似于图1f至1g中的层压式微流控结构100的方式来处理所得的具有孔326的变形层压式微流控结构300。将理解的是,在一些实施方式中,第一模具342和第二模具344的相对取向/位置可以相反,例如,第一模具342可以在第二模具344上方。
87.一般而言,适用于产生本文所讨论的微流控结构的热成型工艺可以利用一个或多个热成型模具以控制热成型操作;最终,无论使用何种热成型工艺,都可能涉及将层压式微流控结构加热到高于层压式微流控结构中使用的聚合物材料的玻璃化转变温度的温度,然后在待膨胀的区域上施加第一压力场到第一主表面以及在同一区域上施加第二压力场到第二主表面(这些压力场也可以分别施加于整个第一主表面和第二主表面)。当在待膨胀区域上进行评估时,第一压力场可能平均大于第二压力场,这可能在所讨论区域中产生由于寻求两个压力场之间的平衡而导致其膨胀的压力差。此类压力场可由施加与层压式微流控结构接触的加压流体(例如空气)(或降低流体如空气的压力)产生;这样的压力场也可以或者可选地由通过机械接触施加的力产生,例如,由于施加到例如模具突出部和层压式微流控结构之间的接触区域上的力。
88.图4描绘了示例性热成型设备的透视剖面图,该示例性热成型设备可用于热成型层压式微流控结构400中的六个单独的孔。在该实施例中,层压式微流控结构400包括吸取
端口418和排气端口420,以及多个通道416。在该实施例中的热成型设备包括具有凹陷部436的模具428。模具428中的每一个凹陷部436包括真空端口438以允许在每一个凹陷部436上抽吸负压或用于从每一个凹陷部436释放压力。当使层压式微流控结构400达到适当的热成型温度时,层压式微流控结构400的各个区域可以例如通过向层压式微流控结构400的上表面施加正压力或通过在真空端口438上抽真空而膨胀到凹陷部436中。可以看出,有可能在层压式微流控结构400中同时产生多个变形的区域,例如孔。图的上部示出了在热成型之前的这种布置,而图的下部示出了在热成型之后(但是在去除所得的热成型部件之前)的这种布置。该技术类似于关于图1a至1d讨论的技术。
89.图5描绘了另一个示例性热成型设备的透视剖面图,该设备可用于热成型层压式微流控结构500中的六个单独的孔。在该实施例中,层压式微流控结构500包括吸取端口518和排气端口520,以及多个通道516。该实施例中的热成型设备包括具有突出部536的模具528。当使层压式微流控结构500达到适当的热成型温度时,层压式微流控结构500的各个区域可以通过将他们牵引到突出部534上膨胀。如可看到的,在层压式微流控结构500中同时形成多个变形区域,例如孔是可能的。图的上部示出了在热成型之前的这种布置,而图的下部示出了在热成型之后(但是在去除所得的热成型部件之前)的这种布置。该技术类似于相对于图2a至2d讨论的技术。
90.图6描绘了另一个示例性热成型设备的透视剖面图,该设备可用于热成型层压式微流控结构600中的六个单独的孔。在该实施例中,层压式微流控结构600包括吸取端口618和排气端口620,以及多个通道616。在该实施例中,热成型设备包括具有突出部634的第一模具642和具有凹陷部636的第二模具644。当使层压式微流控结构600达到适当的热成型温度时,可以通过在第一模具642和第二模具644之间轻微压迫层压式微流控结构600来使层压式微流控结构600的各个区域膨胀,例如,通过使第一模具642和第二模具644中的一个或两个沿着第一轴线640相对于另一者平移,使突出部634将层压式微流控结构600的区域变形至凹陷部636中。可以看出,有可能在层压式微流控结构600中同时形成多个变形区域,例如孔。图的上部示出了在热成型之前的这种布置,而图的下部示出了在热成型之后(但是在去除所得的热成型部件之前)的这种布置。该技术类似于相对于图3a至3d讨论的技术。
91.在一些实施方式中,可以使用热成型设备,其中按照,模具(或者如果使用多个模具,则模具之一或两者)可以在凹陷部或突出部或两者的表面上包括释放槽或通道。这样的释放槽可以被定位和定向以使得在热成型操作期间变形的区域内的通道被覆盖在释放槽上。释放槽通常可以与它们意图重叠的通道具有相同的宽度或者略大。这样的释放槽可用于减少在通道紧邻的区域中施加到层压式微流控结构上的力或压力的量;这可以帮助减小通道通过层压式微流控结构的厚度变形的程度,从而有助于保持其原始的横截面几何形状并减少堵塞或通道意外塌陷的可能性。
92.图7与图6相似,除了第一模具742和第二模具744在凹陷部736和突出部734中包括释放槽750(如图8和9所示),如上所述。图8和图9分别是在热成型之前和在热成型之后图7的凹陷部736和突出部734之一的详细视图。可以看出,在突出部734和凹陷部736两者上设置有释放槽750,尽管在其他类似的实施方式中,可以在例如突出部734或凹陷部736上仅提供单一释放槽750。在该实施例中,层压式微流控结构700包括流体连接到通道716(或其他通道)的多个吸取端口718和排气端口720;当沿着第一轴线740观察时,待膨胀区域内的通
道716可以覆盖释放槽750。
93.如前所述,如果使用释放槽的话,释放槽可以与它们对准的通道的宽度大致相同。在一些实施方式中,释放槽可以在它们所对应的通道的宽度的100%至200%之间。释放槽的深度可以例如为0.1mm(含)至2mm(含)。
94.如上所述,具有多种可以用于形成具有集成孔的层压式微流控结构的技术,其中吸取端口位于孔的底部和通道嵌入孔的壁内。除了上面讨论的热成型技术(其中将基本平坦的层压式微流控结构热成型以产生孔)外,其他技术可能涉及形成两个或更多个层以具有匹配的孔结构,然后在形成孔结构之后将这两个或更多个层粘结在一起以产生相似的结构。
95.图10a至图10j描绘了这种制造过程中的各个阶段。在图10a中,可以提供聚合物材料的第一层1004。第一层1004可以具有第一主表面1008和与第一主表面1008相对的第二主表面1010。第二主表面1010可以靠热成型设备1024a的模具1028a放置,如图10b所示。模具1028a可以包括真空端口1038a以允许在模具1028a的凹陷部1036a上抽负压,或者允许加压空气在第一层1004的热成型期间逸出。在这种情况下,模具1028a包括两个击凹特征1080,该击凹特征1080可以是升高的部分,当其在第一层1004变形的同时被压入第一层1004中时,该凸起部分可压印接触的第二主表面1010以形成通道1016,如图10c所示。换句话说,击凹特征1080可以是形成大部分凹陷部1036的凹陷表面的隆起。所得的热成型的第一层1004在图10d中示出,并且可以看出,其包括通道1016,该通道在此时在第二层主表面1010中是开放的沟槽或沟渠。在形成通道1016之后,可以例如通过钻孔、激光切割或模切在第一层1004中形成吸取端口1018、排气端口1020和端口1058,并如图10e所示。在一些实施方式中,各种端口也可以在热成型过程之前和/或在热成型过程期间产生(例如,击凹特征1080可以在任一端包括凸起的台面,其在热成型期间可以刺穿第一层1004)。应理解的是,在一些实施方式中,具有突出部的模具可具有击凹特征1080以允许相反地(或另外地)在例如第二层1006中形成通道。
96.在图10f中,可以提供具有第三主表面1012和第四主表面1014的聚合物材料的第二层1006。如图10g所示,第四主表面1014可以靠热成型设备1024b的模具1028b放置,和然后例如通过在真空端口1038b上抽负压以将第二层1006拉入凹陷部1036b中而热成型,如图10h所示。然后可以从热成型设备1024b移除第二层1006,然后将热成型的第一层1004嵌套到热成型的第二层1006中,如图10i所示,并且将两层粘结在一起以形成层压式微流控结构1000,如图10j所示。可以例如,利用诸如紫外线固化的粘合剂或热固化的粘合剂的粘合剂,利用溶剂粘合,利用激光焊接或任何其他合适的粘结技术来执行这种粘结。还应当理解,可以根据其他技术代替上述的热成型技术来制造第一层1004和第二层1006。例如,可以使用注塑成型技术来制造第一层1004和/或第二层1006,例如,可以在注塑成型机中形成第一层1004和/或第二层1006,在这种情况下,无需执行后续的热成型操作,因为第一层1004和/或第二层1006可以与已定位的孔一起形成。
97.一般而言,不管如何形成两个材料层,第一层可以包括在第一层的第一区域中具有凹入形状的第一主表面和具有在位置、形状和大小(但是考虑到第一层的厚度)上与第一主表面上的凹入形状大致匹配的凸出形状的第二主表面。类似地,第二层可包括在第二层的第二区域中具有凹入形状的第三主表面和具有在位置、形状和大小(但是考虑第二层的
厚度)上与第三主表面中的凹入形状大致匹配的凸出形状的第四主表面。可以在形成凹入/凸出形状之前、期间或之后提供穿过第一层的一个或多个吸取端口,以及可以在第二和/或第三表面中提供一个或多个通道,每一个通道从该一个或多个吸取端口中的一个通向第一/第二区域外部的位置
‑
然后这两个层可以利用第二主表面的凸出形状嵌套到第三主表面的凹入形状中而粘结在一起,如上所述。
98.如先前所论述的,在一些实施方式中,可将层压式微流控结构并入共成型或包覆成型结构中。例如,可以将层压式微流控结构(具有或不具有热成型或注塑成型的孔)插入注塑成型机的模具腔中以用作预先存在的部分,和然后将熔融的聚合物材料在层压的微流控结构或其部分周围注塑成型。
99.图11描绘了共成型或包覆成型的微流控盒的实施例的分解图。在图11中,层1102a
‑
1102f可以堆叠在一起并且彼此粘结以形成层压式微流控结构1100,该层压式微流控结构1100在其中具有例如通道1116、流动池1152和多个隔膜凹陷部1154。该层压式微流控结构还可包括诸如硅树脂或热塑性弹性体的弹性材料的膜1160,其可在由虚线圆圈指示的区域上加压以使那些区域暂时膨胀到相应的隔膜凹陷部1154中,这可用于阻止流体流过这些隔膜凹陷部1154或推动已处于隔膜凹陷部1154中的流体。例如,当三个或更多个此类结构连续串联链接在一起和然后按特定的顺序致动时,此类隔膜凹部1154可以是微流控泵的一部分,例如,对系列中的第二和第三隔膜加压以“关闭”它们,对系列中的第一隔膜减压以“打开”它,对第二隔膜进行减压以将其打开并将流体吸入相应的隔膜凹陷部中,对第一隔膜进行加压以将其关闭,对第三隔膜阀进行减压以将其打开,对第二隔膜进行加压以将其关闭和推动其中的流体以排出到用于第三隔膜的隔膜凹陷部中,和然后对第三隔膜加压以推动其中的流体从第三隔膜的隔膜凹陷部排出。然后可以重复此事件序列多次而以或多或少连续的方式将流体泵送通过该隔膜阀链。
100.实际上,可以在包覆成型或共成型过程中将层压式微流控结构1100熔合到和/或嵌入到外壳1156中以提供单一集成的盒1162,如图12所示。在一些可选的技术中,例如,可以使用单次注塑成型工艺在没有共成型或包覆成型层压式微流控结构的情况下制造注塑成型的外壳。在这样的技术中,随后可以使用例如在热成型过程中将层压式微流控结构与外壳融合。例如,如本文前面所讨论的,可以对层压式微流控结构进行热成型操作以产生试剂孔。然后,可以将热成型的层压式微流控结构在由于热成型过程中而仍热的同时,将其压靠在外壳的表面上,使得接触表面在冷却时熔合到外壳上,从而使两个接触面的材料发生分子缠结,并在层压式微流控结构和外壳之间形成液密的密封。在一些这样的技术中,外壳也可以被加热到相似的温度以帮助促进这种热成型融合。
101.图13a至13h描绘了这种示例性包覆成型或共成型过程的各个阶段。在图13a中,可以提供层压式微流控结构1300。在该实施例中,层压式微流控结构1300包括多个层1302、通道1316、隔膜凹陷部1354和由弹性材料制成的膜1360;可认识到,也可以使用其他层压式微流控结构1300,包括不包括膜1360或未热成型成试剂孔的层压式微流控结构。
102.在图13b中,可以将层压式微流控结构1300放置在注塑成型机模具1364的模具腔1368中,该模具可以包括第一模具1342和第二模具1344,其在彼此配合时形成模具腔1368。在该实施例中,第一模具1342包括多个突出部1374,这些突出部可以与层压式微流控结构1300的可能需要清除注塑成型塑料的区域啮合,例如覆盖隔膜凹陷部1354的膜1360的区域
可以各自与突出部1374之一的顶表面啮合。在该实施例中,层压式微流控结构1300也可以与第二模具1344啮合,第二模具1344可以将层压式微流控结构1300压迫到突出部1374中,从而有助于确保没有熔融的聚合物材料被迫进入具有隔膜凹陷部1154的层压式微流控结构1100的区域中(这可能导致膜1160变形到隔膜凹陷部1154中,并且一旦熔融的聚合物材料固化,将导致位于这些区域中的隔膜阀不再正常发挥作用)。
103.在该实施例中,第一模具1342还包括注入端口1370,当第一模具1342和第二模具1344密封在一起时,注入端口1370可用于将熔融的聚合物材料引入注塑成型机模具1364中;注入端口1370还可以或者可选地位于第二模具1344中。除了注入端口1370之外,第一模具1342还包括顶出销1366,其可以在注塑成型操作完成之后被致动并且用于从第一模具1342排出冷却的模制部件。
104.在图13c中,第一模具1342和第二模具1344已被密封在一起,层压式微流控结构1300夹在它们之间;在图13d和13e中,熔融的聚合物材料注入到模具腔1368中,从而填充模具腔并流向和与接触位于其中的层压式微流控结构1300的至少一些部分。在完成注塑成型操作并且所得的共成型或包覆成型的组件已经充分冷却之后,然后可以将第一模具1342和第二模具1344解封并拉开,如图13f所示,从而允许顶出销1366用于排出共成型或包覆成型的部件,如图13g所示。
105.如图13h所示,所得到的包覆成型或共成型部件可在层压式微流控结构1300内具有微流控特征,其与“宏观”结构紧密集成,这样可以使层压式微流控结构与其他设备(例如分析仪器或其他设备上的气动控制或流体供应端口)之间的连接更加牢固。
106.例如,三个突出部1374可以是圆形凸台,其尺寸与各自对应的隔膜凹陷部1354的直径相同或略大,从而在共成型或包覆成型部件的底侧留有圆形凹陷部,其之后可以与具有直径稍小的凸起圆形凸台并在圆周上具有o形密封圈的分析仪器的接口对接,该o形密封圈可在每个此类凹陷部的壁与相应凸台之间提供气密和/或液密的密封,从而提供了可用于将流体例如反应物、洗涤流体或压缩气体输送到层压式微流控结构或从层压式微流控结构输送出来的流体流动导管。实际上这样的结构可以充当衔接器,其允许在微流体层压板上非常小的微流体端口特征(例如,直径约1
‑
2毫米或更小)与共成型的微流体结构可以安装到其中的装置中的较大的更强健的流体连接器(例如直径或标称尺寸4至5毫米或更大,例如10mm)偶联。这样的配置可以避免将微流控结构上的非常小的端口与相应小的连接器对准的困难。还将认识到,即使不使用弹性膜,也可以使用这样的突出部来防止熔融的聚合物材料流入层压式微流控结构外表面上的开口中。在这些情况下,突出部可以简单地直接压在层压式微流控结构的表面上而不是压靠在弹性膜上。
107.在本公开和权利要求中使用(如果有的话)序次指示符,例如(a)、(b)、(c)
…
等,应理解为不传达任何特定的次序或顺序,除非在明确指示这种次序或顺序的情况下。例如,如果存在标记为(i)、(ii)和(iii)的三个步骤,则除非另外指出,否则应理解为这些步骤可以以任何顺序(或甚至同时地,如果没有其他禁忌的话)进行。例如,如果步骤(ii)涉及处理步骤(i)中产生的元素,则可以将步骤(ii)视为在步骤(i)之后的某个时刻发生。同样,如果步骤(i)涉及处理步骤(ii)中产生的元素,则应理解为相反。
108.还应当理解,“将(to)”的使用(例如,“盒的气体入口将从(is to)温度控制系统接收气体”)可以用诸如“配置成(configured to)”(例如,“盒的气体入口配置成从温度控制
系统接收气体”)的语言代替,等。
109.当涉及量或类似的可量化特性时,除非另有说明,否则诸如“约”、“大约”、“基本上”、“标称”等之类的术语应理解为包括所指定的值的
±
10%以内的值。
110.应当理解,如果在本文中使用短语“对于一个或多个<项目>的每一个<项目>”、“一个或多个<项目>的每一个<项目>”等,应该理解为包括单项目组和多项目组,即,短语“对于
…
每一个”以其在编程语言中用于指代所引用的所有项目中的每一个项目的意义被使用。例如,如果所引用的项目群体是单一项目,则“每一个”将仅指该单一项目(尽管“每一个”的字典定义经常将术语定义为指“两个或多个事物中的每个”),并且不意味着必须有这些项目中的至少两个。
111.还应理解,除非另有明确说明,否则在本文中使用时,短语“一个或多个<项目>”、“至少一个<项目>”和“一(个)<项目>”等应为始终解释并理解为包括单一项目以及允许超过一个该项目。例如,如果系统包含或包括一小部件,则该系统可以包含或包括一个、两个或任意数量的小部件,并且应与包含或包括至少一个小部件或者一个或多个小部件的系统一致地解释。
112.应当理解,前述概念的所有组合(假设这样的概念并不相互矛盾)被认为是本文公开的发明主题的一部分。特别地,出现在本公开的结尾处的要求保护的主题的所有组合被认为是本文公开的发明主题的一部分。还应当理解,也可能出现在通过引用并入的任何公开中的本文明确采用的术语应被赋予与本文公开的特定概念最一致的含义。
113.尽管已经参考附图描述了本文的概念,但是应当理解,本领域技术人员可以在不脱离本公开的精神的情况下做出许多修改和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1