一种空调摆叶的制备方法与流程
1.本发明涉及空调器生产技术领域,尤其是一种空调摆叶的制备方法。
背景技术:
2.随着人们物质生活水平的不断提高,对家电产品的美观性和舒适性的要求也随之不断提高,近年来家用空调行业中,空调出风口的摆叶由过去的多条、细窄、分段形式,逐渐转变为整体大摆叶形式,空调的外观变得简洁、大气、美观。
3.在空调的运行过程中,空调的出风口在制冷时吹冷风,在制热时吹热风,过去空调出风口的摆叶都比较窄,两端和中间都有连接结构与空调的框体进行连接,由于摆叶都为塑料制件,在长时间热风的吹拂下都会产生一定量的热变形,但小摆叶的变形量相对较小,摆叶闭合后不会明显影响外观,用户基本还能接受。但随着近年来大摆叶结构的流行,越来越多的空调厂家都采用了加大出风口摆叶尺寸的设计方案,通过改变出风口处高温或低温气流的出风方向、速度、流向来达到柔风的效果,使空调出风不会直接吹到用户身上,从而提高用户体验的舒适性,同时满足对空调器外观流畅、简洁的要求。但空调摆叶加大后,空调摆叶的迎风面增加,在热风的吹拂下空调摆叶的变形量增大,长时间时候后还会产生永久变形,非常影响空调的外观和空调的柔风效果;另外,空调摆叶的变形加大还会使空调摆叶的转轴与空调框体上转轴孔的配合关系发生变化,理论上转轴与转轴孔应该保持同轴,但变形后转轴与转轴孔会发生相交,在空调摆叶的摆动过程中二者碰撞就产生异响声,夜晚使用时非常影响用户的睡眠。目前针对上述问题,空调厂家一般都采用设置双层摆叶或通过局部增加钣金件的方式来增加摆叶的抗热变形能力,但这样无疑会增加摆叶的重量、增大控制摆叶摆动的电机功率,同时还会增加材料成本和加工难度。
技术实现要素:
4.本发明所要解决的技术问题是:提供一种空调摆叶的制备方法,能够有效提高空调摆叶的抗热变形能力。
5.为解决上述技术问题本发明所采用的技术方案是:一种空调摆叶的制备方法,在空调摆叶的注塑成型过程中,向空调摆叶的内侧面注入混合有玻璃纤维的注塑材料。
6.进一步的是:包括以下步骤:
7.步骤一、制备注塑模具,在注塑模具上设置第一浇口和第二浇口,第一浇口的注塑位置位于空调摆叶内侧面的四周周边上,第二浇口的注塑位置位于空调摆叶内侧面长度方向的中线上;
8.步骤二、准备两种注塑材料,第一种注塑材料为常规的塑料材料,第二种注塑材料为塑料材料与玻璃纤维的混合注塑材料;
9.步骤三、向第一浇口内注入第一种注塑材料,第二浇口内注入第二种注塑材料。
10.进一步的是:步骤一中,第一浇口的数量为六个,第一浇口均匀布置在注塑模具上与空调摆叶内侧面周边相对应处。
11.进一步的是:步骤一中,第二浇口的数量为两个,第二浇口对称布置在注塑模具上与空调摆叶长度方向中线相对应处。
12.进一步的是:步骤三中,先向第一浇口内注入第一种注塑材料,然后向第二浇口内注入第二种注塑材料。
13.本发明的有益效果是:本发明通过对空调摆叶的制备方法进行改进,在空调摆叶的注塑模具上增加可向空调摆叶内侧面进行注塑的第二浇口,通过第二浇口向空调摆叶内侧面内注入混合了玻璃纤维的注塑材料,在空调摆叶与出风口热风直接接触的内侧面上进行局部加强,从而提高了空调摆叶的抗热变形能力;并且本发明采用常规的注塑材料对空调摆叶的其他部位进行注塑成型,不会改变空调摆叶的外观,保证空调外观面的美观度;本发明相较于现有的制备工艺,未额外增加加工工序,能够有效控制生产成本与材料成本;采用本发明所制备的空调摆叶的重量几乎没有增加,能够保证步进电机运行的稳定性和可靠性。
附图说明
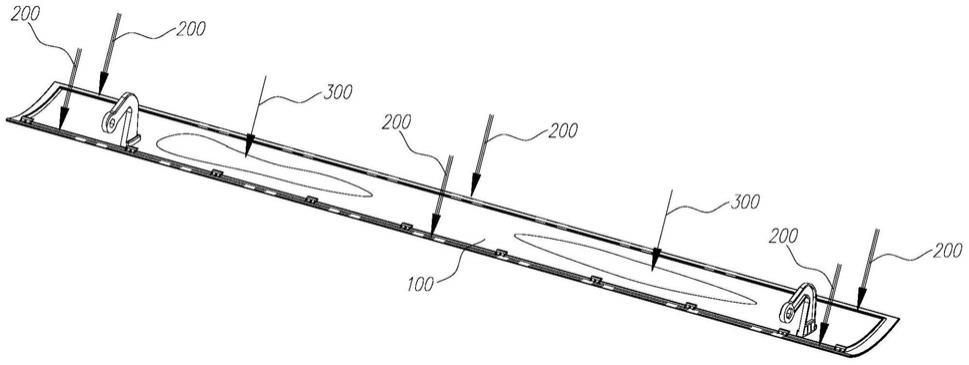
14.图1为本发明中空调摆叶的注塑位置示意图;
15.图2为本发明中空调摆叶的注塑位置示意图;
16.图中标记为:100
‑
空调摆叶、200
‑
第一浇口、300
‑
第二浇口。
具体实施方式
17.为了便于理解本发明,下面结合附图对本发明进行进一步的说明。
18.本发明所公开的一种空调摆叶的制备方法,通过对空调摆叶制备的注塑工艺进行改进,在空调摆叶常规的塑料材料中添加玻璃纤维,并对注塑的位置进行改进,在空调摆叶内侧面上增加注塑部位,从而提高空调摆叶成品的抗热变形能力。
19.采用本发明所述的方法进行空调摆叶的制备时,具体步骤如下:
20.步骤一、制备注塑模具,注塑模具可采用现有的空调摆叶注塑模具进行改进,对注塑模具上浇口的数量和位置进行改进,如图1和图2所示,在注塑模具上设置第一浇口200和第二浇口300,第一浇口200的注塑位置位于空调摆叶100内侧面的四周周边上,第二浇口300的注塑位置位于空调摆叶100内侧面长度方向的中线上;
21.由于空调摆叶100的主要受热面为空调摆叶100的内侧面,在空调器工作时,空调器的出风口直接与空调摆叶100的内侧面相对,空调器出风口吹出的热风直接喷吹在空调摆叶100的内侧面上,空调摆叶100内侧面的抗热变形能力决定着整个空调摆叶100的抗热变形能力,因此本发明在空调摆叶100的内侧面上增加注塑位置,在注塑模具上增加可对空调摆叶100内侧面进行注塑的第二浇口300;为了提高注塑的均匀性,本发明中采用了六个第一浇口200和两个第二浇口300,六个第一浇口200均匀布置在注塑模具上与空调摆叶100内侧面周边相对应处,通过第一浇口200从空调摆叶100的周边进行注塑,两个第二浇口300对称布置在注塑模具上与空调摆叶100长度方向中线相对应处,通过第二浇口300从空调摆叶100的内侧面进行注塑;
22.步骤二、准备两种注塑材料,本发明所采用的两种注塑材料中第一种为现有技术中空调摆叶100注塑工艺常用的塑料材料,第二种注塑材料为第一种注塑材料与玻璃纤维
的混合注塑材料;玻璃纤维具有良好的耐热性和抗腐蚀性,本发明通过向塑料材料中添加玻璃纤维来提高注塑材料的强度和刚性,从而提高空调摆叶100内侧面的抗热变形能力;但如果制备空调摆叶100的全部注塑材料中都添加玻璃纤维会降低塑料的韧性,空调摆叶100成型后表面的光泽度会降低、脆性增加,最终会影响空调摆叶100成品的可靠性和美观度,因此本发明中采用两种注塑材料,第一种注塑材料用于成型空调摆叶100的外表面和周边部位,第二种注塑材料用于成型空调摆叶100的内侧面;
23.步骤三、先向第一浇口内注入第一种注塑材料,然后向第二浇口内注入第二种注塑材料,利用第一种注塑材料先成型空调摆叶100的外表面和周边,然后注入第二种注塑材料来成型空调摆叶100的内表面;成型后的空调摆叶100外表面即外观面还是原来成分的塑料,不会影响外观的稳定性和美观度,而直接面对空调出风口的内侧面局部覆盖的塑料增加了玻璃纤维,增加了空调摆叶100的抗热变形能力,而空调摆叶100的整体重量几乎未增加,不用加大步进电机的功率,保证了原步进电机运行的可靠性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1