用于3D打印设备的粉末自动供给装置及3D打印设备的制作方法
用于3d打印设备的粉末自动供给装置及3d打印设备
技术领域
1.本发明涉及3d打印粉末供给技术领域,具体为一种用于3d打印设备的粉末自动供给装置及3d打 印设备。
背景技术:
2.作为增材制造技术之一的选择性激光烧结技术,其成型的基本过程是:送粉装置将一定量粉末送至 工作台面,铺粉辊筒将一层粉末材料平铺在成型缸已成型零件的上表面,多余的粉末落到溢粉箱里,加 热装置将粉末加热至设定的温度,振镜系统控制激光器按照该层的截面轮廓对实心部分粉末层进行扫 描,使粉末熔化并与下面已成型的部分实现粘接;当一层截面烧结完后,工作台下降一个层的厚度,铺 粉辊筒又在上面铺上一层均匀密实的粉末,多余的粉末又落到溢粉箱里,进行新一层截面的扫描烧结, 经若干层扫描叠加,直至完成整个原型制造。
3.公开号为cn210211384u提供的一种用于3d打印设备的粉末供给装置包括溢粉回收机构、筛粉机构、 新粉供应机构和上料机构,溢粉回收机构用于将3d设备烧结过程中的溢粉回收,并自动输送至筛粉机 构,筛粉机构用于对溢粉进行自动过滤,并将过滤完成的粉末进入上料机构的加粉斗中,新粉供应机构 用于将新粉输送至上料机构的加粉斗中,上料机构将新粉和/或过滤完成的粉末输送至3d打印设备的工 作区域,以完成粉末自动供应。
4.但是上述3d打印设备的粉末自动供给装置在使用过程中仍存在以下几个缺陷:
5.1.该供粉装置由溢粉回收机构、筛粉机构、新粉供应机构和上料机构组成,整个供给装置占地空间 大,且溢粉回收机构结构复杂,需手动控制;
6.2.整个供粉系统都使用气泵进行输送,在输送过程中粉末会掺杂空气,空气中的水分会使粉末表面 潮湿,影响粉末的流动性,粉末的流动性不佳会影响铺粉的厚度和均匀性,同时空气中的氧会使粉末氧 化,增加了粉末的氧含量,粉末氧含量增加会使粉末易氧化,形成氧化膜,并导致球化现象,影响产品 的致密度及品质;
7.3.3d打印设备中会对粉末进行预热,但该装置将溢粉回收后需要气泵通过多个管道将溢粉输送至 筛分机构,再输送至供粉机构进行供粉,这样预热的粉末就会冷却,需要重新加热,造成资源的浪费, 降低3d打印机的工作效率。
技术实现要素:
8.本发明的目的在于提供一种3d打印设备的粉末供给装置及3d打印设备,以解决上述背景技术中提 出的问题。
9.为实现上述目的,本发明提供如下技术方案:
10.一种用于3d打印设备的粉末自动供给装置,包括打印箱,所述打印箱内部左侧固定设置有供粉平 台,所述供粉平台右侧活动设置有成型活塞,所述成型活塞上方为成品,所述成品正上方的打印箱内侧 固定设置有激光扫描系统,所述供粉平台上方活动设置有
铺粉系统,所述铺粉系统上方活动套设有供粉 系统,所述成型活塞右侧和打印箱之间固定设置有收粉系统;
11.所述供粉系统包括供粉箱,所述供粉箱箱体上方开设有加粉口,所述供粉箱箱体下方左右两侧分别 开设有出粉口和入粉口,所述供粉箱内部下方依次固定设置有第一斜块、第二斜块和挡块,所述挡块上 端固定内嵌有第一电机,所述第一电机上固定有第一锥齿轮,所述第一斜块和第二斜块对称设置且形成 的缺口与出粉口对应设置,所述第二斜块和挡块形成的缺口与入粉口对应设置,所述供粉箱下方固定设 置有第一u型槽,所述第一u型槽在入粉口处开设有出轴孔,所述第一u型槽与供粉箱之间的空隙形成 第一限位槽,所述第一u型槽下方固定设置有第二u型槽,所述第二u型槽与第一u型槽的空隙形成第 二限位槽;
12.所述铺粉系统包括转轴,所述转轴活动设置在第二限位槽中,所述转轴上固定设置有若干第三弹簧, 所述第三弹簧另一端固定连接有弧形板,所述弧形板对齐固定有若干螺旋扇叶,所述螺旋扇叶内部开设 有空腔,所述空腔中间固定设有固定板,所述固定板两侧均设置有若干第四弹簧,所述第四弹簧的另一 端固定连接有扩展扇叶,所述螺旋扇叶上活动套设有空心管,所述空心管上螺旋开设有缝隙,所述螺旋 扇叶的外侧壁与空心管的缝隙对应重合,所述转轴两端活动套设有卡板,所述卡板的侧壁内嵌有内齿轮, 所述转轴远离内齿轮的一端固定设有第二锥齿轮,所述第二锥齿轮在转轴为竖直状态时与第一锥齿轮啮 合;
13.所述收粉系统包括集粉平台,所述集粉平台上端开设有活动槽,所述活动槽右侧的集粉平台上内嵌 有第二电机,所述第二电机上固定连接有齿轮,当所述卡板运动到与活动槽对齐时,所述齿轮与内齿轮 啮合,第二电机带动卡板转动、直至转轴处于竖直状态。
14.优选的,所述第一限位槽内部左右两侧分别在第一u型槽内壁上固定设置有第一弹簧和第二弹簧, 所述第一弹簧和第二弹簧的另一端分别固定连接有第一挡板和第二挡板。
15.优选的,所述激光扫描系统包括激光扫描器,激光烧结器和激光位移器。
16.一种3d打印设备,包括3d打印设备主体,还包括3d打印设备的粉末自动供给装置。
17.与现有技术相比,本发明的有益效果是:
18.本发明的3d打印设备的粉末自动供给装置及3d打印设备,铺粉系统中的转轴通过水平驱动装置在 铺粉平台,成型活塞和收粉系统上方水平运动,当铺粉系统运动到铺粉平台最左侧时,供粉箱中的粉末 通过自身重力落在供粉平台上,水平驱动装置驱使铺粉系统向右运动,将粉末均匀铺设在成型上方,然 后将多余的溢粉推至收粉系统的活动槽上,当铺粉系统运动至收粉系统最右端时,收粉系统中第二电机 的齿轮与卡板中的内齿轮啮合转动,进而将铺粉系统旋转至竖直状态,同时,铺粉系统中转轴与弧形板 中间设置的气囊充气膨胀,将弧形板抵至空心管处,螺旋扇叶随之从空心管的缝隙中伸出,形成提升螺 杆状,此时,铺粉系统中的第二锥齿轮与供粉系统中的第一锥齿轮啮合,通过第一电机的转动带动铺粉 系统旋转,进而将活动槽上的溢粉提升到供粉箱中,从而将溢粉进行回收,随后激光扫描系统对铺好的 粉末进行烧结,当烧结完成后,收粉系统中的第二电机进行反转,将铺粉系统旋转至水平状态,同时, 气囊进行放气,弧形板被第三弹簧拉回至原状态,螺旋扇叶缩回到空心管中,再由水平驱动装置驱动铺 粉系统的转轴向左运动,成品活塞向下下
降固定高度,如此循环即可形成3d打印的成品。
19.本发明的整个供粉,铺粉,收粉和烧结流程都在封闭的3d打印设备中进行,所占空间小,且粉末 始终在封闭环境中,保持了粉末的干燥和不被氧化,增加产品的致密度,溢粉的快速回收,也避免了预 热的粉末在回收中散失热量,增加了3d打印机的工作效率。
附图说明
20.图1为3d打印设备的主视结构示意图;
21.图2为图1中a区的放大结构示意图;
22.图3为图2中b区的放大结构示意图;
23.图4为3d打印设备的俯视结构示意图;
24.图5为3d打印设备的仰视结构示意图;
25.图6为铺粉前供粉系统和铺粉系统的主视结构示意图
26.图7为铺粉后供粉系统和铺粉系统的主视结构示意图;
27.图8为图7中c区的放大结构示意图;
28.图9为收粉时供粉系统和铺粉系统的主视结构示意图;
29.图10为收粉时供粉系统和铺粉系统的俯视结构示意图;
30.图11为铺粉时铺粉系统的主视结构示意图;
31.图12为铺粉时铺粉系统的立体结构示意图;
32.图13为图12中d区的放大结构示意图;
33.图14为图10的剖面结构示意图;
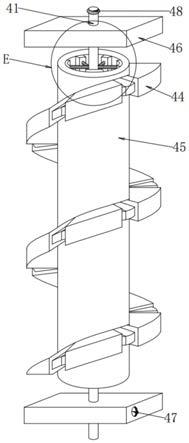
34.图15为收粉时铺粉系统的立体结构示意图;
35.图16为图15中e区的放大结构示意图;
36.图17为弧形板和螺旋扇叶的立体结构示意图;
37.图18为扩展扇叶展开前螺旋扇叶的剖面结构示意图;
38.图19为扩展扇叶展开后螺旋扇叶的剖面结构示意图。
39.图中:1打印箱、2供粉平台、3供粉系统、4铺粉系统、5收粉系统、6成型活塞、7成品、8激光 扫描系统、41转轴、42第三弹簧、43弧形板、44螺旋扇叶、45空心管、46卡板、47内齿轮、48第二 锥齿轮、51集粉平台、52活动槽、53第二电机、54齿轮、301供粉箱、302加粉口、303出粉口、304 入粉口、305第一斜块、306第二斜块、307挡块、308第一u型槽、309出轴孔、310第一限位槽、311 第一弹簧、312第一挡板、313第二弹簧、314第二挡板、315第二u型槽、316第二限位槽、317第一 电机、318第一锥齿轮、441空腔、442固定板、443第四弹簧、444扩展扇叶。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然, 所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普 通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.请参阅图1至图19,本发明提供一种技术方案:
42.一种用于3d打印设备的粉末自动供给装置,包括用于封闭3d打印空间的打印箱1,防止外界空气 和水分进入,打印箱1内部左侧固定设置有供粉平台2,可以承载供粉系统3落下的粉末,供粉平台2 右侧活动设置有成型活塞6,承载粉末和烧结完成的成品7,当激光烧结完成时可以下降一定高度,完 成再次铺粉,成型活塞6上方为成品7,成品7正上方的打印箱1内侧固定设置有激光扫描系统8,可 对下方的粉末进行扫描烧结,供粉平台2上方活动设置有铺粉系统4,可将供粉系统3落下的粉末均匀 的铺到成型活塞6上,铺粉系统4上方活动套设有供粉系统3,用于不断提供烧结所需要的粉末,成型 活塞6右侧和打印箱1之间固定设置有收粉系统5,可联动铺粉系统4将多余的溢粉收集到供粉系统中, 达到循环利用。
43.供粉系统3包括供粉箱301,供粉箱301箱体上方开设有加粉口302,当供粉箱301里的粉末用完 时,通过该口添加粉末,供粉箱301箱体下方左右两侧分别开设有出粉口303和入粉口304,铺粉时, 供粉箱301内的粉末依靠自身重力下降,经过出粉口303下落到供粉平台2上,当收集溢粉时,铺粉系 统4旋转通过入粉口304成竖直状态,供粉箱301内部下方依次固定设置有第一斜块305、第二斜块306 和挡块307,挡块307上端固定内嵌有第一电机317,第一电机317上固定有第一锥齿轮318,第一斜 块305和第二斜块306对称设置且形成的缺口与出粉口303对应设置,第二斜块306和挡块307形成的 缺口与入粉口304对应设置,供粉箱301下方固定设置有第一u型槽308,第一u型槽308在入粉口304 处开设有出轴孔309,能使转轴41旋转时从该孔转出,第一u型槽308与供粉箱301之间的空隙形成第 一限位槽310,用于限制第一挡板312和第二挡板314不会掉落并且只能左右移动,第一u型槽308下 方固定设置有第二u型槽315,第二u型槽315与第一u型槽308的空隙形成第二限位槽316,用于限制转 轴41的滑动位置。
44.铺粉系统4包括转轴41,转轴41活动设置在第二限位槽316中,转轴41上固定设置有若干第三 弹簧42,第三弹簧42另一端固定连接有弧形板43,第三弹簧42可以将弧形板43拉回复位,本实施例 中,弧形板43和转轴41中间设置有气囊,气囊的充放气可以控制弧形板43的扩张和收缩,弧形板43 对齐固定有若干螺旋扇叶44,螺旋扇叶44内部开设有空腔441,空腔441中间固定设有固定板442, 固定板442两侧均设置有若干第四弹簧443,第四弹簧443的另一端固定连接有扩展扇叶444,第四弹 簧443可以自动将扩展扇叶444弹出,扩展扇叶444展开时可以填补螺旋扇叶44之间的空隙,可以更 好的提升粉末,螺旋扇叶44上活动套设有空心管45,空心管45上螺旋开设有缝隙,螺旋扇叶44的外 侧壁与空心管45的缝隙对应重合,当螺旋扇叶44缩回时与空心管45形成滚筒,可均匀铺设粉末,转 轴41两端活动套设有卡板46,卡板46的侧壁内嵌有内齿轮47,转轴41远离内齿轮47的一端固定设 有第二锥齿轮48,第二锥齿轮48在转轴41为竖直状态时与第一锥齿轮318啮合,通过第一电机317 的转动带动整个转轴41转动,从而带动螺旋扇叶44和空心管45一起转动提升溢粉。
45.收粉系统5包括集粉平台51,集粉平台51上端开设有活动槽52,给铺粉系统4预留旋转空间,活 动槽52右侧的集粉平台51上内嵌有第二电机53,第二电机53上固定连接有齿轮54,当卡板46运动 到与活动槽52对齐时,齿轮54与内齿轮47啮合,通过第二电机53转动从而带动铺粉系统4旋转改变 状态。
46.具体的,第一限位槽310内部左右两侧分别在第一u型槽308内壁上固定设置有第一弹簧311和第 二弹簧313,第一弹簧311和第二弹簧313的另一端分别固定连接有第一挡
板312和第二挡板314,该 处的第一挡板312和第二挡板314不仅可以防止粉末自动掉落,还可以通过卡板46的挤压带动整个供 粉系统3的移动。
47.具体的,激光扫描系统8包括激光扫描器、激光烧结器和激光位移器,用来选择性烧结下方的粉末。
48.一种3d打印设备,包括3d打印设备主体,还包括3d打印设备的粉末自动供给装置。
49.工作原理:当水平驱动装置带动转轴41向左水平运动时,卡板46会挤压第一挡板312和第一弹簧 311带动供粉箱301一起向左运动,当供粉箱301触碰到打印箱1内壁后,转轴41继续向左运动挤压 第一挡板312和第一弹簧311,第一挡板312无法挡住出粉口303后,粉末通过自身重力从出粉口303 处落到供粉平台2上;
50.当粉末下落一定量后,水平驱动装置驱动转轴41向右水平运动,卡板46也随之向右水平运动,第 一弹簧311将第一挡板312复位,挡住出粉口303,停止供粉,继续向右运动后,卡板46挤压第二挡 板314和第二弹簧313,带动供粉箱301向右水平运动,与此同时转轴41带动铺粉系统4一起向右水 平运动,从而将供粉平台2上的粉末向右铺设到成型活塞6上方;
51.当转轴41继续向右运动至卡板46和活动槽52对齐时,卡板46挤压第二挡板314和第二弹簧313, 使卡板46和入粉口304也对齐,铺设多余的粉末落入活动槽52上,此时转动的第二电机53上的齿轮 54和卡板46上的内齿轮47啮合,从而带动整个铺粉系统4一起旋转至竖直状态,与此同时转轴41和 弧形板43中的气囊充气膨胀,挤压弧形板43将螺旋扇叶44从空心管45的缝隙中伸出,形成提升螺杆, 同时,转轴41上的第二锥齿轮48和供粉系统3中的第一锥齿轮318啮合,通过第一电机317带动转轴 41旋转,从而带动空心管45和螺旋扇叶44一起旋转,同时激光扫描系统8对刚刚铺设好的粉末进行 烧结,本实施例中在活动槽52远离第二电机53的一端固定有吹风机,可将粉末吹至另一端集中,方便 铺粉系统4将溢粉提升至供粉箱301中;
52.当溢粉提升完成后,第二电机53反转,将铺粉系统4旋转至水平状态,水平驱动装置再次驱动转 轴41向左水平运动,如此循环往复即可打印出完美的成品7。
53.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发 明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权 利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1