钢筋棒体的制造方法及其中使用的浸渍器与流程
1.本发明涉及制造可以适用于混凝土的增强等的钢筋棒体的方法及其中使用的浸渍器。
背景技术:
2.作为这种钢筋棒体,代替现有的铁制钢筋棒体,不生锈并且能够长时间维持混凝土的强度的使用了玄武岩纤维的钢筋棒体受到瞩目。作为这样的钢筋棒体,例如如专利文献1所示那样,提出了以玄武岩纤维束为芯材并以规定厚度的热塑性树脂层覆盖其周围的结构的钢筋棒体。而且作为在芯材的周围形成树脂层的方法,以往如上述专利文献1所示那样,大多利用使芯材在树脂的熔融溶液、乳液中通过的浸渍法。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2012-251378
技术实现要素:
6.发明所要解决的问题
7.然而,在使用了浸渍法的情况下,存在如果热塑性树脂材料对作为增强纤维材料的玄武岩纤维的含浸不充分、则无法得到足够的强度的钢筋棒体的问题。
8.因此,本发明解决这样的问题,其目的在于:提供使热塑性树脂材料充分地在增强纤维材料内含浸并与其一体化、发挥足够的强度的钢筋棒体的制造方法及其中使用的浸渍器。
9.用于解决问题的手段
10.为了达成上述目的,本第一发明涉及一种钢筋棒体的制造方法,其特征在于,其是用于制造使热塑性树脂材料在增强纤维材料内含浸并一体化而成的钢筋棒体的方法,其中,使多条增强纤维材料在蓄积有液态的热塑性树脂材料的蓄积槽内通过,并重复至少一次下述工序:使这些增强纤维材料在其通过方向上向外侧位置扩散、以及向内侧位置收拢。
11.根据本第一发明的制造方法,通过重复至少一次下述工序,能够促进热塑性树脂在增强纤维中含浸并变得充分而得到增强纤维与热塑性树脂一体化而成的足够的强度的钢筋棒体,上述工序是使通过液态的热塑性树脂材料中的增强纤维在其通过方向上向外侧位置扩散、以及向内侧位置收拢。
12.在本第二发明中,在使上述增强纤维材料在蓄积槽内通过之前实施蓬松(bulky)加工。
13.在本第二发明中,可以使热塑性树脂更高效地含浸于经蓬松加工的增强纤维材料。
14.在本第三发明中,由箱状的浸渍器(1)构成上述蓄积槽,在该浸渍器(1)的空间内沿着上述增强纤维材料(fb)的通过方向设置多个引导构件(4a、4b),以一个上述引导构件
(4a)将上述增强纤维材料(fb)向外侧位置引导,并且以相邻的其他上述引导构件(4b)将上述增强纤维材料(fb)向内侧位置引导。
15.通过使用本第三发明的浸渍器,能够容易地实现本第一发明的制造方法。
16.在本第四发明中,在上述一个引导构件(4a)中,在外侧位置形成使上述增强纤维材料(fb)通过的通孔(41),在上述其他引导构件(4b)中,在内侧位置形成使上述增强纤维材料(fb)通过的通孔(42)。
17.根据本第四发明,能够通过通孔简易地进行增强纤维向内外方向的引导。
18.上述括号内的符号参考性地示出与后述的实施方式所记载的具体机构的对应关系。
19.发明效果
20.如上所述,根据本发明,热塑性树脂材料能够充分地浸渍于增强纤维内并与其一体化而得到具有足够的强度的钢筋棒体。
附图说明
21.图1是示出用于实施本发明方法的装置的整体构成的图。
22.图2是本发明的第一实施方式中的浸渍器的分解立体图。
23.图3是成型模具的透视立体图。
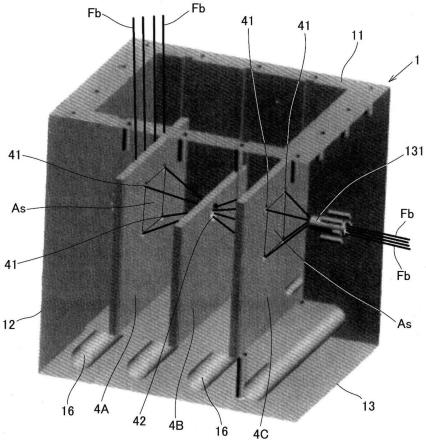
24.图4是浸渍器的概要透视立体图。
25.图5是本发明的第二实施方式中的浸渍器的分解立体图。
26.图6是引导构件的立体图。
27.图7是浸渍器的概要透视立体图。
28.符号说明
[0029]1…
浸渍器、3
…
连结金属件、4a、4b、4c
…
引导板(引导构件)、41、42
…
通孔、5
…
成型模具、7
…
引导体、72、73、74、75
…
引导构件、722、733、742、754
…
通孔、fb
…
玄武岩纤维(增强纤维材料)、rt
…
聚丙烯树脂(热塑性树脂材料)。
具体实施方式
[0030]
此外,以下进行说明的实施方式只是一个例子,在不脱离本发明的主旨的范围内,本领域技术人员所进行的各种设计的改良也包含于本发明的范围中。
[0031]
图1中示出具备浸渍器1的用于实施本发明的钢筋棒体的制造方法的装置的整体构成。在图1中,设置有公知结构的挤出机2,并从设置于其一端上表面的进料斗21向挤出机2内供给作为热塑性树脂材料的聚丙烯(pp)树脂rt。pp树脂rt在挤出机2内被加热至规定温度而成为熔融状态,并被供给至通过内设的螺杆与挤出机2的另一端结合的浸渍器1内,该浸渍器1的详细情况在以下进行说明。
[0032]
将浸渍器1的详细结构示于图2。浸渍器1的主体11设为向上方开放的方型的箱状,在其一个端壁12固定有与挤出机2的另一端22(图1)结合的连结金属件3。连结金属件3由圆柱状的基部31和形成于其一端的大直径的法兰盘32构成,在基部31的中心形成有贯通孔311,从挤出机2输出的pp树脂rt在该贯通孔311内流通。就连结金属件3而言,在形成于其法兰盘32的外周部的安装孔312中插入螺栓而与主体11的端壁12结合,并在从法兰盘32的内
周部起贯通设置于筒壁内的安装孔313中插入螺栓而与挤出机2结合。
[0033]
在主体11的端壁12上,在圆形区域形成有多个与连结金属件3的筒内连通的小直径的贯通孔121(参照图5),从挤出机2输出的pp树脂rt在经由这些贯通孔121而进行了整流的状态下流入主体11内并蓄积于该主体11内。
[0034]
在与浸渍器1的主体11对置的侧壁14、15上分别对置地形成有多个(在本实施方式中为三个)引导槽141、151,该引导槽141、151从端壁12侧起向端壁13侧隔开间隔地向上下方向延伸至底壁,引导板4a、4b、4c分别从上方插入这些引导槽141、151而进行安装。这些引导板4a~4c浸渍于从挤出机2供给并蓄积于浸渍器1内的pp树脂rt内。
[0035]
在浸渍器1的主体11的端壁13上固定有圆柱形的成型模具5。以透视图的方式将成型模具5的详细情况示于图3。在成型模具5中,中心形成有成型用贯通孔51,该贯通孔51从基端侧起直径逐渐缩小且前端侧与作为最终产品的钢筋棒体的外径变得相等。就成型模具5而言,在贯通孔51的周围,在多个(在本实施方式中为四个)贯通形成的安装孔52内插入螺栓而与浸渍器1的端壁13结合。在固定于浸渍器1的端壁13的状态下,上述成型模具5的贯通孔51与形成于端壁13的贯通孔131(图2)连通。
[0036]
此外,在浸渍器1的主体11底壁上多处形成有向侧方开放的一端封闭的横孔16(图2),在这些横孔16内插入有用于将pp树脂rt维持为规定温度的棒状加热器。
[0037]
图4中示出配设于浸渍器1的主体11内的引导板4a~4c的详细情况。在安装于引导槽141、151(图2)的引导板4a~4c中,位于接近各端壁11、12的一侧的两片引导板4a、4c为相同形状,在该板面上,在正方形区域as的各个角形成有小直径的通孔41。而且在位于两个引导板4a、4c的中间的引导板4b上,在与上述正方形区域的中心对应的位置形成有大直径的通孔42。
[0038]
在图2中,在浸渍器1的箱状主体11上,从上方起相互相接地覆盖有长板状和方形状的两片盖板17、18。而且在盖板17上,在其长度方向、即浸渍器的宽度方向上等间隔地在多处(在本实施方式中为四处)形成有纤维通过孔172。此外,就盖板17、18而言,通过在设置于该盖板17、18的安装孔171、181中插入的螺栓而固定于浸渍器1的箱状主体11的端壁12、13及侧壁14、15的上端面。
[0039]
在制造钢筋棒体的情况下,如图1所示,将从线圈61分别抽出的作为增强纤维材料的玄武岩纤维束fb供给至浸渍器1,在位于浸渍器1后段的冷却装置64的冷却水中通过,然后,从上下夹持于最后段的安装带65。此外,玄武岩纤维束fb的粗度的一个例子为4800tex。
[0040]
即,从各线圈61抽出的玄武岩纤维束fb在中途分别在蓬松用喷嘴62中通过,并通过供给至该蓬松用喷嘴62的空气进行蓬松加工。经蓬松加工的玄武岩纤维束fb经由张力辊63而通过浸渍器1的盖板17(图2)的各纤维通过孔172。如图4所示,通过了纤维通过孔172的各玄武岩纤维束fb分别在形成于引导板4a的正方形区域as的各个角的通孔41内通过而成为向外侧位置扩散的状态,该引导板4a浸渍于向主体11供给并蓄积的pp树脂rt中,接着通过形成于引导板4b的与上述正方形区域as的中心对应的位置的通孔42而成为向内侧位置收拢的状态。而且,进一步分别在形成于引导板4c的正方形区域as的各个角的通孔41内通过而成为向外侧位置扩散的状态,然后在形成于与上述正方形区域as的中心对应的位置的主体11的端壁13的贯通孔131中通过而成为向内侧位置收拢的状态。
[0041]
这样一来,在本实施方式中,在玄武岩纤维束fb在pp树脂rt中通过期间,重复两次
在其通过方向上向外侧位置扩散、以及内侧位置收拢的工序,由此可以在玄武岩纤维束fb内充分含浸pp树脂rt。而且,经由贯通孔131而到达与其连通的成型模具5的贯通孔51(图3),在此使其直径逐渐缩小至作为最终产品的钢筋棒体的外径。然后,如上所述,以冷却装置64(图1)进行冷却,使玄武岩纤维fb与充分含浸于其中的pp树脂rt牢固地一体化而得到具有足够的强度的钢筋棒体。
[0042]
此外,引导板4a、4c的贯通孔41并不必须形成于正方形区域as的角,而且引导板4b的贯通孔42并不必须形成于与正方形区域as的中心对应的位置。
[0043]
(第二实施方式)
[0044]
图5中示出本发明的第二实施方式中的浸渍器1。浸渍器1的主体11为与第一实施方式同样的箱状,与主体11的一端结合的连结金属件3也在其中心的圆形区域中形成有多个小直径的贯通孔314,除此以外,与第一实施方式同样。这些贯通孔314与形成于浸渍器1的主体11的端壁12的多个贯通孔121分别连通,从挤出机2(图1)输出的pp树脂rt在经由这些贯通孔314、121而进行了整流的状态下流入主体11内。另外,与浸渍器1的主体11的端壁13结合的成型模具5、覆盖主体11的盖板17、18的结构也与第一实施方式相同。因此,对与第一实施方式相同的构件标记相同符号。
[0045]
在本实施方式中,在浸渍器1的主体11内设置有引导体7。将引导体7的详细情况示于图6。引导体7具备固定于浸渍器1的主体11的底壁的长条的基台71,如图5所示,从主体11的端壁12侧向端壁13侧设置该基台71。在基台71上,沿着长度方向从靠近端壁12的位置起隔开规定间隔地依次直立设置有引导构件72、73、74、75。
[0046]
引导构件72、74为相同形状,整体形成为环状,在该环部721、741中,沿着圆周方向隔开间隔地在多处(在本实施方式中为五处)形成有小直径的通孔722、742。而且引导构件73在板状的支撑部731上形成有中心具有大直径的通孔733的环部732。引导构件75在壁状的支撑部751上形成有环状的保持部752,在保持部752内以可装卸的方式保持有具有规定直径的通孔754的筒体753。此外,引导构件72、74的环部721、741的中心和引导构件73、75的各通孔733、754的中心位于同一条线上。
[0047]
制造钢筋棒体时,如图7所示,通过了盖板17的纤维通过孔172(图5)的各玄武岩纤维束fb分别在形成于在pp树脂rt中浸渍的引导构件72的环部721的通孔722内通过而成为向外侧位置扩散的状态,接着通过引导构件73的通孔733而成为向内侧位置收拢的状态。然后进一步分别在形成于引导构件74的环部741的通孔742内通过而成为向外侧位置扩散的状态,然后通过引导构件75的通孔754(图6)而成为向内侧位置收拢的状态。此外,在图7中,为了容易理解,将引导体7及与其对应的主体端壁13的贯通孔131的位置绘制于比实际更靠近上方。
[0048]
这样一来,在本实施方式中,也同样在玄武岩纤维束fb在pp树脂rt中通过期间,重复两次在其通过方向上向外侧位置扩散、以及向内侧位置收拢的工序,在此期间,使pp树脂rt充分在玄武岩纤维fb内含浸。然后,经由主体端壁13的贯通孔131而到达与其连通的成型模具5的贯通孔51(图5),在此使其直径逐渐缩小至作为最终产品的钢筋棒体的外径,在此期间,使玄武岩纤维fb与充分含浸于其中的pp树脂rt一体化,以冷却装置64(图1)进行冷却而成为足够的强度的钢筋棒体。这里,钢筋棒体的直径的一个例子为约5mm,实现了的钢筋棒体的拉伸强度为15kn左右。
[0049]
此外,引导构件72、74的环部721、741的中心和引导构件73、75的各通孔733、754的中心并不必须位于同一条线上。
[0050]
在上述各实施方式中,重复了两次玄武岩纤维向外侧位置的扩散和向内侧位置的收拢,但可以与pp树脂向玄武岩纤维的含浸状态相应地进行一次~三次以上。
[0051]
在上述各实施方式中,将玄武岩纤维开纤后供给至浸渍器,但这并不是必须的加工。
[0052]
在上述各实施方式中,通过通孔将玄武岩纤维引导至外侧位置~内侧位置,但也可以以除通孔以外的结构进行引导。
[0053]
作为上述各实施方式中的热塑性树脂材料,除pp树脂以外,可使用聚乙烯树脂、尼龙树脂、聚酯树脂等。另外,作为增强纤维,除玄武岩纤维以外,可使用玻璃纤维、碳纤维等无机纤维、芳纶纤维、丙烯酸纤维等有机纤维。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1