一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备的制作方法
1.本实用新型属于聚乙烯绝缘电缆技术领域,具体涉及一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备。
背景技术:
2.近年来,中国科技大学瞿保均教授团队对紫外光交联法进行了改进优化,紫外光交联工艺获得了长足发展。紫外光交联聚乙烯相较于目前常用的硅烷交联聚乙烯,由于紫外光交联工艺是边挤塑边交联,无需硅烷交联所需的温水交联以及相关的复绕等工序,节约了大量能耗的同时也提高了生产电缆的效率,一经推出就获得了广大电缆制造企业的关注和尝试。
3.目前已公开的专利、文献等资料显示市面上一般都是电缆材料企业将各自的紫外光交联聚乙烯料生产好,然后电缆制造企业拿造好的紫外光交联聚乙烯料进行挤塑加工。此方法中,紫外光交联聚乙烯料的生产和使用是独立分开的。由于紫外光交联料配方体系中会使用大量的低分子量的光引发剂和助交联剂,由于这些助剂的分子量小,闪点低,紫外光交联材料单独生产过程中势必会让低分子量的光引发剂和助交联剂受热从体系中外逸到空气中,造成环境污染,为达到好的交联效果势必需要额外增加这些助剂的使用,来填补外逸部分的缺失,从而造成成本的增加。
4.另外一方面,经过我们长期的使用验证发现,当前市面上很多电缆料企业提供的紫外光交联聚乙烯绝缘料在使用后往往会出现绝缘层老化后抗张强度变化率不合格的问题,在高速挤出放线的时候越明显。我们分析造成这个现象的原因是,紫外光交联料熔融包覆到导体表面后快速经紫外光辐照交联,这个过程中材料内部积累了大量热应力,但是没有获得充分释放,导致绝缘层老化前抗张强度不稳定,进而导致老化后抗张强度变化率时有不合格。而目前常用的硅烷交联工艺由于挤塑后有数个小时的高温蒸煮温水工艺,材料内部积累的热应力能获得很好的释放,从而不会出现类似现象。
5.此外,目前的紫外光辐照交联绝缘电缆或挤塑电缆的生产线中,辐照交联站点与其他生产线不在同一生产线上,需要将电缆移至专门的辐照交联站点进行辐照交联,而且绝缘或挤塑挤出时不能实现智能控制挤出,工作效率降低。
6.基于以上背景,开发能满足电缆企业高速挤塑工艺绝缘材料性能的紫外光交联聚乙烯绝缘配方及与之相适应的生产使用工艺是本技术专利的研究重点。
技术实现要素:
7.为解决现有技术中的问题,本实用新型的目的在于提供一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备。
8.为实现上述目的,达到上述技术效果,本实用新型采用的技术方案为:
9.一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备,包括沿电缆前进方向依次设置的放线机、上牵引机、储线轮、较直轮、挤塑机、紫外光辐照交联设备、冷却水槽、下牵引
机和收线机,所述挤塑机上配有自动加料系统,自动加料系统包括精确计量控制模块、若干个加料筒、若干个计量称模块和若干个预加料料筒,加料筒与计量称模块连通,计量称模块与预加料料筒连通再与挤塑机喂料口连通,精确计量控制模块与计量称模块连接,通过精确计量控制模块获取挤塑机的螺杆转数参数并控制计量称模块的喂料速度,反馈至计量称模块。
10.进一步的,所述加料筒通过料管连通计量称模块入口,所述计量称模块出口设置与精确计量控制模块连接的电磁阀。
11.进一步的,所述料管呈圆台状结构。
12.进一步的,所述料管内壁设置超滑层,所述超滑层的厚度为0.05
‑
0.8mm。
13.进一步的,所述加料筒和计量称模块分别设有四个,所述预加料料筒设有一个,一个加料筒与一个计量称模块连通,所有的计量称模块连通同一个预加料料筒。
14.进一步的,所述预加料料筒与电机连接,通过电机控制预加料料筒轴向旋转。
15.与现有技术相比,本实用新型的有益效果为:
16.本实用新型公开了一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备,包括沿电缆前进方向依次设置的放线机、上牵引机、储线轮、较直轮、挤塑机、紫外光辐照交联设备、冷却水槽、下牵引机和收线机,挤塑机上配有自动加料系统,自动加料系统包括精确计量控制模块、若干个加料筒、若干个计量称模块和若干个预加料料筒,加料筒与计量称模块连通,计量称模块与预加料料筒连通再与挤塑机喂料口连通,精确计量控制模块与计量称模块连接。本实用新型提供的一步法紫外光辐照交联聚乙烯绝缘电缆生产设备,通过精确计量控制模块获取挤塑机的螺杆转数参数并控制计量称模块的喂料速度,反馈至计量称模块,精确控制计量树脂和相关助剂等物料的输出,实现绝缘物料的生产、挤出到导体表面和交联一次性完成,使交联聚乙烯电缆的生产成本大大降低,减少了物料运输的中间环节,提高了生产效率。
附图说明
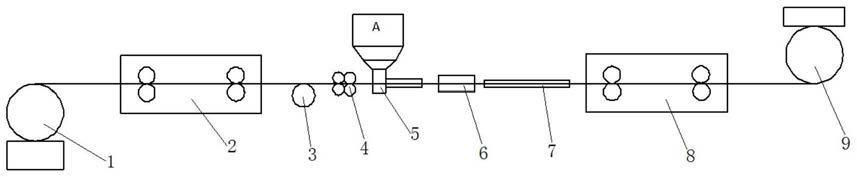
17.图1为本实用新型的结构示意图;
18.图2
‑
3为本实用新型的自动加料系统的结构示意图。
具体实施方式
19.下面对本实用新型的实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
20.如图1
‑
3所示,一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备,包括沿电缆前进方向依次设置的放线机1、上牵引机2、储线轮3、较直轮4、挤塑机5、紫外光辐照交联设备6、冷却水槽7、下牵引机8和收线机9,挤塑机5上配有相适配的自动加料系统,自动加料系统包括若干个加料筒10、若干个计量称模块11、精确计量控制模块12和若干个预加料料筒13,一个加料筒10与一个计量称模块11相对应并互相连通,计量称模块11与预加料料筒13连通再与挤塑机5喂料口连通,精确计量控制模块12与所有的计量称模块11连接,通过精确计量控制模块12获取挤塑机5的螺杆转数参数并控制每个计量称模块11的喂料速度,反馈至每个计量称模块11。
21.加料筒10通过料管101连通计量称模块11入口,计量称模块11出口设置与精确计量控制模块12连接的电磁阀。
22.加料筒10通过料管101连通计量称模块11入口,计量称模块11出口设置与精确计量控制模块12连接的电磁阀,计量称模块11与预加料料筒13之间设置物料管,避免物料飞溅,通过精确计量控制模块12控制电磁阀的启闭,电磁阀开启后,该计量称模块11即可将所需数量的物料通过物料管送至预加料料筒13,物料管内壁设置超滑层,超滑层的厚度为0.04
‑
0.6mm。
23.料管101呈圆台状结构,料管11的直径沿物料流向递增。
24.料管101内壁设置超滑层,超滑层的厚度为0.05
‑
0.8mm,加料筒10内的物料能够快速落在计量称模块11上,不会产生物料粘附等,减小物料浪费。
25.需要注意的是,本实用新型不限定加料筒10、计量称模块11和预加料料筒13的具体数目,用户可根据实际需要配置的物料的物体形态、数量、种类等各类性质进行灵活调整,只需确保所有物料中的组份能够通过加料筒10和计量称模块11加入至预加料料筒13内即可。
26.预加料料筒13选择性与电机14连接,通过电机14控制预加料料筒13轴向旋转,用于将预加料料筒13内的物料混合均匀。
27.本实用新型的工作原理为:
28.导体依次经过放线机1、上牵引机2、储线轮3、较直轮4后,采用现有挤塑工艺通过挤塑机5在导体表面挤出绝缘料,得到一步法紫外光辐照交联聚乙烯绝缘电缆,再经过紫外光辐照交联设备6进行辐照交联,经过冷却水槽7冷却,再通过下牵引机8的牵引作用收至收线机9上,挤塑机5的工作步骤为:精确计量控制模块12获取挤塑机5的螺杆转数参数,并反馈给四个计量称模块11,通过精确计量控制模块12计算出四个计量称模块11的喂料速度,加料筒10中的物料在计量称模块11上称取适量后加入到预加料料筒13内进行预热混合,再喂入挤塑机5的喂料口,进行后续挤出作业。
29.实施例1
30.如图1
‑
3所示,一种一步法紫外光辐照交联聚乙烯绝缘电缆生产设备,包括沿电缆前进方向依次设置的放线机1、上牵引机2、储线轮3、较直轮4、挤塑机5、紫外光辐照交联设备6、冷却水槽7、下牵引机8和收线机9,挤塑机5上配有相适配的自动加料系统,自动加料系统包括四个加料筒10、四个计量称模块11、精确计量控制模块12和一个预加料料筒13,一个加料筒10与一个计量称模块11相对应并互相连通,所有的计量称模块11与同一个预加料料筒13连通再与挤塑机5喂料口连通,加料筒10、计量称模块11和预加料料筒13由上至下顺序排布,精确计量控制模块12与所有的计量称模块11连接,通过精确计量控制模块12获取挤塑机5的螺杆转数参数并控制每个计量称模块11的喂料速度,反馈至每个计量称模块11,加料筒10中的物料在计量称模块11上称取适量后加入到预加料料筒13内进行预热混合,再喂入挤塑机5的喂料口,采用现有挤塑工艺在导体表面挤包得到一步法紫外光辐照交联聚乙烯绝缘电缆。
31.本实施例1中,制备一步法紫外光辐照交联聚乙烯绝缘电缆所需的绝缘物料组份包括树脂或聚合物、助剂、光引发剂和助交联剂四种,故设置四个加料筒10、四个计量称模块11和一个预加料料筒13,一个加料筒1用于装载一种绝缘物料组份。
32.加料筒10通过料管101连通计量称模块11入口,计量称模块11出口设置与精确计量控制模块12连接的电磁阀,计量称模块11与预加料料筒13之间设置物料管,避免物料飞溅,通过精确计量控制模块12控制电磁阀的启闭,电磁阀开启后,该计量称模块11即可将所需数量的物料通过物料管送至预加料料筒13,物料管内壁设置超滑层,超滑层的厚度为0.04mm,不会产生物料粘附等,减小物料浪费。
33.料管101呈圆台状结构,料管11的直径沿物料流向递增。
34.料管101内壁设置超滑层,超滑层的厚度为0.1mm,加料筒10内的物料能够快速落在计量称模块11上,不会产生物料粘附等,减小物料浪费。
35.预加料料筒13与一个电机14连接,打开电机开关后,电机14启动,通过电机14控制预加料料筒13轴向旋转,用于将预加料料筒13内的物料混合均匀。
36.精确计量控制模块12为常规型号的单片机,计量称模块11为底部出口处盖有电磁阀的中空箱体结构或电子称结构。
37.本实用新型未具体描述的部分采用现有技术即可,在此不做赘述。
38.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1