一种双色注塑连体式模具的制作方法
1.本实用新型涉及模具领域,具体为一种双色注塑连体式模具。
背景技术:
2.双色注塑是指将两种不同的材料注塑到同一套模具,从而实现注塑出来的零件由两种材料形成的成型工艺,有的两种材料是不同颜色的,有的是软硬不同的,从而提高产品的美观性和装配等性能,双色模具按结构分类可分为:型芯旋转式、型芯后退式、推板旋转式。其中型芯旋转式又可分成分体式和连体式两种类型。
3.根据公开号为cn208841746u中国专利公开了一种双色注塑连体式模具,其通过平放式的模仁和定位机构,替代整体模仁开框后带来的误差可能,通过平放式模仁结构排布,及特有的水路排布,达到等同于分体式模架的冷却效果,但是在模具注塑过程中,材料注入模具后,由于材料间存在气泡,如气泡未及时清出,则会使得产品注塑后存在缺陷,同时在产品注塑成型后,通常需要花费较大的人力,将制得的产品进行敲打才能实现脱模,操作十分不便。
技术实现要素:
4.基于此,本实用新型的目的是提供一种双色注塑连体式模具,以解决模具注塑后存在气泡影响产品成型质量和模具注塑成型后产品脱模不够方便的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种双色注塑连体式模具,包括框架、前模和后模,所述框架的内部两侧均安装有液压缸,一个所述液压缸的输出端通过液压杆连接有前模,另一个所述液压缸的输出端通过液压杆连接有后模,所述前模的一侧贯穿有注塑管,所述前模和后模的顶部和底部均设置有脱离组件,所述框架的顶部设置有消泡组件。
6.进一步的,所述前模和后模相适配,所述前模和后模均位于框架的内部中间,所述框架的底部粗糙,所述框架采用不锈钢制作而成。
7.通过采用上述技术方案,以便前模和后模配合组成模腔进行注塑,且不锈钢制作的框架更加稳定,可使得模具注塑过程会更加安全。
8.进一步的,所述脱离组件包括有固定于框架内部上方和内部下方的固定柱和开设于前模和后模顶部中间和底部中间的分离槽,所述固定柱的外表面中间套接有顶块,所述固定柱的两侧均安装有气缸,所述气缸的输出端连接有与顶块顶部固定的活塞杆。
9.通过采用上述技术方案,通过气缸运行,活塞杆可推动顶块沿着分离槽移动,由于分离槽呈圆锥形内径逐渐缩小,因此在顶块被推动后可将分离槽两侧的前模和后模顶开,加速前模和后模的分离,提高产品的脱模速度。
10.进一步的,所述固定柱远离框架的一端贯穿至分离槽的内部,所述顶块与固定柱的外表面滑动连接,所述分离槽呈圆锥状,所述顶块呈圆台状。
11.通过采用上述技术方案,通过固定柱能够对顶块起到导向作用,让顶块可沿着固
定柱滑动,使得顶块移动更加稳定,不易偏移。
12.进一步的,所述消泡组件包括有安装于框架的顶部两侧的真空泵和安装于框架内部下方的振动器,所述真空泵的抽气端连接有真空管,所述真空管的底部连通有排气孔。
13.通过采用上述技术方案,通过振动器可将前模和后模内的注塑材料进行振动,让注塑材料中的气泡漂浮,且通过真空泵运行,真空管经过排气孔抽气,可将前模和后模内部多余的空气排出,从而不会影响后续产品注塑成型的质量。
14.进一步的,所述排气孔远离真空管的一端贯穿至前模和后模的内部,所述振动器与前模和后模的底部相贴合。
15.通过采用上述技术方案,以便通过排气孔将前模和后模中的空气排出,以便述振动器运行将前模和后模的底部振动。
16.进一步的,所述框架的一侧设置有操作台,所述操作台分别与液压缸、真空泵、振动器和气缸电性连接。
17.通过采用上述技术方案,工作人员可通过使用操作台分别对液压缸、真空泵、振动器和气缸进行操控,提高模具注塑时的便捷性。
18.综上所述,本实用新型主要具有以下有益效果:
19.1、本实用新型通过设置有消泡组件,通过振动器可将前模和后模内的注塑材料进行振动,让注塑材料中的气泡漂浮,且通过真空泵运行,真空管经过排气孔抽气,可将前模和后模内部多余的空气排出,从而不会影响后续产品注塑成型的质量,避免了模具注塑后存在气泡影响产品成型质量的情况;
20.2、本实用新型通过设置有脱离组件,通过气缸运行,活塞杆可推动顶块沿着分离槽移动,由于分离槽呈圆锥形内径逐渐缩小,因此在顶块被推动后可将分离槽两侧的前模和后模顶开,加速前模和后模的分离,提高产品的脱模速度,避免了模具注塑成型后产品脱模不够方便的情况。
附图说明
21.图1为本实用新型框架的立体结构示意图;
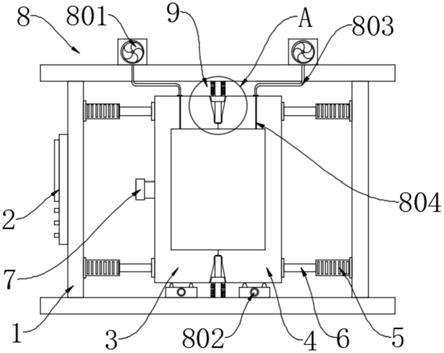
22.图2为本实用新型框架的剖面结构示意图;
23.图3为本实用新型固定柱的立体结构示意图;
24.图4为本实用新型图2中a处放大图。
25.图中:1、框架;2、操作台;3、前模;4、后模;5、液压缸;6、液压杆;7、注塑管;8、消泡组件;801、真空泵;802、振动器;803、真空管;804、排气孔;9、脱离组件;901、固定柱;902、顶块;903、气缸;904、活塞杆;905、分离槽。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
27.下面根据本实用新型的整体结构,对其实施例进行说明。
28.一种双色注塑连体式模具,如图所示1、2和4,包括框架1、前模3和后模4,框架1的
底部粗糙,框架1采用不锈钢制作而成,不锈钢制作的框架1更加稳定,可使得模具注塑过程会更加安全,框架1的一侧设置有操作台2,操作台2分别与液压缸5、真空泵801、振动器802和气缸903电性连接,工作人员可通过使用操作台2分别对液压缸5、真空泵801、振动器802和气缸903进行操控,提高模具注塑时的便捷性,框架1的内部两侧均安装有液压缸5,一个液压缸5的输出端通过液压杆6连接有前模3,另一个液压缸5的输出端通过液压杆6连接有后模4,前模3和后模4相适配,以便前模3和后模4配合组成模腔进行注塑,前模3和后模4均位于框架1的内部中间,前模3的一侧贯穿有注塑管7,前模3和后模4的顶部和底部均设置有脱离组件9,通过脱离组件9可加速前模3和后模4的分离,提高产品的脱模速度,框架1的顶部设置有消泡组件8,通过消泡组件8可将前模3和后模4内部多余的空气排出,从而不会影响后续产品注塑成型的质量。
29.参阅图1
‑
4,脱离组件9包括有固定于框架1内部上方和内部下方的固定柱901和开设于前模3和后模4顶部中间和底部中间的分离槽905,分离槽905呈圆锥状,固定柱901的外表面中间套接有顶块902,顶块902呈圆台状,固定柱901远离框架1的一端贯穿至分离槽905的内部,顶块902与固定柱901的外表面滑动连接,通过固定柱901能够对顶块902起到导向作用,让顶块902可沿着固定柱901滑动,使得顶块902移动更加稳定,不易偏移,固定柱901的两侧均安装有气缸903,气缸903的输出端连接有与顶块902顶部固定的活塞杆904,通过气缸903运行,活塞杆904可推动顶块902沿着分离槽905移动,由于分离槽905呈圆锥形内径逐渐缩小,因此在顶块902被推动后可将分离槽905两侧的前模3和后模4顶开,加速前模3和后模4的分离,提高产品的脱模速度。
30.参阅图1、2和4,消泡组件8包括有安装于框架1的顶部两侧的真空泵801和安装于框架1内部下方的振动器802,振动器802与前模3和后模4的底部相贴合,以便述振动器802运行将前模3和后模4的底部振动,真空泵801的抽气端连接有真空管803,真空管803的底部连通有排气孔804,排气孔804远离真空管803的一端贯穿至前模3和后模4的内部,以便通过排气孔804将前模3和后模4中的空气排出,通过振动器802可将前模3和后模4内的注塑材料进行振动,让注塑材料中的气泡漂浮,且通过真空泵801运行,真空管803经过排气孔804抽气,可将前模3和后模4内部多余的空气排出,从而不会影响后续产品注塑成型的质量。
31.本实施例的实施原理为:首先,工作人员将注塑管7与供料管连接,之后将注塑材料通过注塑管7注入至前模3和后模4中,之后通过振动器802可将前模3和后模4内的注塑材料进行振动,让注塑材料中的气泡漂浮,且通过真空泵801运行,真空管803经过排气孔804抽气,可将前模3和后模4内部多余的空气排出,从而不会影响后续产品注塑成型的质量,当产品成型并需要脱模取出时,液压缸5运行可让液压杆6分别拉动前模3和后模4分离,同时可通过气缸903运行,活塞杆904可推动顶块902沿着分离槽905移动,由于分离槽905呈圆锥形内径逐渐缩小,因此在顶块902被推动后可将分离槽905两侧的前模3和后模4顶开,加速前模3和后模4的分离,提高产品的脱模速度。
32.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1