一种金属与树脂的复合成型方法与流程
1.本发明涉及材料加工技术领域,尤其涉及一种金属与树脂的复合成型方法。
背景技术:
2.当前,新能源汽车对续航里程严重焦虑,而轻量化技术是目前较为直接有效提升续航里程的手段,新能源汽车每降重100kg,续航里程可以提升6-8%。新能源汽车轻量化开发需要根据汽车不同位置的功能及需求,采用不用性能的材料。
[0003]“以塑代钢”是零部件轻量化的一大趋势,即利用由树脂或树脂基复合材料来代替金属材料制备零件。但是,仅利用树脂构件,强度、耐久性等方面仍存在不足。因此,采用树脂、金属材料复合成型制造零部件的方式,既能保证轻量化效果,又能保证强度、耐久等性能要求。
[0004]
树脂和金属材料复合成型的关键在于两者的界面结合,传统的树脂与金属结合方式有:(1)螺栓连接:使用螺栓或铆钉连接树脂与金属,这种连接方式接合强度较高,但需要打孔,基本上不具有气密、防水性。(2)镶嵌方式:通过事先在金属零件表面上做好槽口,然后将树脂成型成恰好镶嵌在槽口上,实现结合,结合强度会随着镶嵌部位的大小而变化,基本不具有气密、防水性。(3)粘合方式:使用粘合剂接合树脂和金属,该方式操作简单,但存在粘合剂与树脂或金属不适用,粘合剂使用寿命有限等问题。
[0005]
cn114207192a公开了一种具有接合强度的树脂金属镁接合体及其制造方法。树脂金属镁接合体的制造方法具有:脱脂工序,用碱性溶液清洗金属镁部件;酸处理工序,用酸性溶液清洗金属镁部件;活化处理工序,将金属镁部件浸渍在碱性溶液中,给电极施加恒定电压;阳极氧化覆膜形成工序,以金属镁部件为阳极,在碱性溶液中,施加规定的电流密度,在金属镁部件上形成阳极氧化覆膜;水洗工序,水清洗形成有所述阳极氧化覆膜的金属镁部件;以及嵌件成形工序,在形成有所述阳极氧化覆膜的金属镁部件上,将热可塑性树脂嵌件成形。其公开的方法中,将镁合金零件采用阳极氧化工艺,在表面形成多孔结构,需要表面活化前处理工序,且需要外加电流,工艺较为复杂,能耗较高。
[0006]
cn111279022a公开了一种树脂金属接合体及其制造方法,其公开的方法通过薄膜厚度20~2000nm的阳极氧化膜使不锈钢和热可塑性树脂部件接合。再有,其公开的是树脂金属接合体及其制造方法,通过下述工序使所述不锈钢和该热可塑性树脂接合:用碱性溶液清洗不锈钢的脱脂工序;用酸性溶液清洗不锈钢的酸处理工序;用酸性溶液或碱性溶液活化不锈钢的活化处理工序;以所述不锈钢作为阳极,在20~90℃的水溶液中,施加0.1a/dm2及以上且不足1.5a/dm2的电流密度,在所述不锈钢上形成薄膜厚度是20~2000nm的阳极氧化膜的工序;用温度5℃及以上且不足60℃的水清洗形成有所述阳极氧化膜的不锈钢的水洗工序;以及将热可塑性树脂在形成有所述阳极氧化膜的不锈钢上嵌件成型的工序。其公开的制造方法中,将不锈钢零件采用阳极氧化工艺,在表面形成多孔结构,需要表面活化前处理工序,且需要外加电流,工艺较为复杂,能耗较高。
[0007]
cn102729402a公开了一种尼龙类树脂与金属嵌件相结合的成型工艺,包括如下步
骤:1)注塑成型前,将金属嵌件进行预热处理,使金属嵌件表面温度大于或等于尼龙类树脂材料的结晶温度小于或等于尼龙类树脂材料的分解温度;2)把预热后的金属嵌件放入模具进行注塑,尼龙类树脂材料的温度大于等于尼龙类树脂材料的结晶温度小于等于尼龙类树脂材料的分解温度;3)保压、冷却、脱模即得。其公开的工艺解决了成型时金属嵌件周围产生过大的内应力而导致塑钢结合件在成型后出现金属嵌件与塑件受力易脱落的问题。其公开的工艺原理是将金属嵌件表面温度加热至大于或等于尼龙类树脂材料的结晶温度小于或等于尼龙类树脂材料的分解温度,减小了金属嵌件和树脂件之间的内应力,在成型后不容易脱落,金属和树脂间并未有效形成结合,结合强度小。
[0008]
综上所述,开发一种工艺简单,金属与树脂间具有良好的气密性和防水性,而且界面结合强度高的复合成型方法是至关重要的。
技术实现要素:
[0009]
针对现有技术的不足,本发明的目的在于提供一种金属与树脂的复合成型方法,所述复合成型方法可以实现一体化设计,成型简单易操作,减少了部件个数,树脂与金属界面的气密性和防水性好,界面强度高,适用于多种不同的金属与树脂材料结合,适用范围广。
[0010]
为达此目的,本发明采用以下技术方案:
[0011]
第一方面,本发明提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0012]
(1)将金属在碱性脱脂溶剂中浸泡,完成金属表面去脂;
[0013]
(2)将去脂后的金属在酸性溶剂中浸泡,再利用刻蚀剂完成金属表面刻蚀;
[0014]
(3)将刻蚀后的金属进行水洗和干燥;
[0015]
(4)将干燥的金属与树脂加工成型,完成金属与树脂的复合成型。
[0016]
本发明中,在金属表面进行去脂和化学刻蚀工艺,形成微小孔隙,再与树脂加工,树脂与金属两者镶嵌,形成致密牢靠的连接。
[0017]
优选地,步骤(1)中,所述碱性脱脂溶剂包括氢氧化钠、氢氧化钾或碳酸钠中任意一种或至少两种的组合,其中典型但非限制性的组合包括:氢氧化钠和氢氧化钾的组合,氢氧化钾和碳酸钠的组合,氢氧化钠、氢氧化钾和碳酸钠的组合等。
[0018]
优选地,所述浸泡的温度为20-50℃,例如25℃、30℃、35℃、40℃、45℃等。
[0019]
优选地,所述浸泡的时间为1-10min,例如2min、3min、4min、5min、6min、7min、8min、9min等。
[0020]
优选地,步骤(2)中,所述酸性溶剂包括磷酸、硫酸、硝酸、草酸或氟化物中的任意一种或至少两种的组合。
[0021]
优选地,所述浸泡的温度为20-50℃,例如25℃、30℃、35℃、40℃、45℃等。
[0022]
优选地,所述浸泡的时间为1-10min,例如2min、3min、4min、5min、6min、7min、8min、9min等。
[0023]
优选地,所述刻蚀剂包括氢氧化钠溶液、磷酸钠溶液、碳酸钠溶液或含三嗪硫醇衍生物溶液中的任意一种或至少两种的组合。
[0024]
优选地,所述氢氧化钠溶液的质量浓度为0.8%-20%,例如1%、2%、4%、6%、
8%、10%、12%、14%、16%、18%等。
[0025]
优选地,所述磷酸钠溶液的质量浓度为1%-5%,例如1.5%、2%、2.5%、3%、3.5%、4%、4.5%等。
[0026]
优选地,所述碳酸钠溶液的质量浓度为1%-3%,例如1.5%、2%、2.5%等。
[0027]
优选地,所述刻蚀的温度为20-90℃,例如30℃、40℃、50℃、60℃、70℃、80℃等。
[0028]
优选地,所述刻蚀的时间为10-100s,例如20s、30s、40s、50s、60s、70s、80s、90s等。
[0029]
优选地,所述刻蚀的电流≥0.1a/dm2,例如0.2a/dm2、0.3a/dm2、0.5a/dm2等。
[0030]
优选地,步骤(3)所述水洗的温度5-60℃,例如10℃、20℃、30℃、40℃、50℃等。
[0031]
优选地,步骤(4)中,所述加工成型的方式包括注塑成型、热压成型或在金属表面涂覆树脂。
[0032]
优选地,所述金属包括铝合金、镁合金或不锈钢中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:铝合金和镁合金的组合,镁合金和不锈钢的组合,铝合金、镁合金和不锈钢的组合等。
[0033]
优选地,所述铝合金的刻蚀剂包括质量浓度为0.8%-1.2%(例如0.9%、1.0%、1.1%、1.2%等)的氢氧化钠溶液。
[0034]
优选地,所述镁合金的刻蚀剂包括质量浓度为3%-20%(例如5%、10%、15%等)的氢氧化钠溶液、质量浓度为1%-5%(例如2%、3%、4%等)的磷酸钠溶液或质量浓度为1%-3%(例如1.5%、2%、2.5%等)的碳酸钠溶液中的任意一种或至少两种的组合。
[0035]
优选地,所述不锈钢的刻蚀剂包括含三嗪硫醇衍生物的溶液。
[0036]
优选地,所述铝合金和镁合金各自独立地在50-70℃(例如55℃、60℃、65℃等)下刻蚀10-100s(例如20s、30s、40s、50s、60s、70s、80s、90s等)。
[0037]
优选地,所述不锈钢在20-90℃(例如30℃、40℃、50℃、60℃、70℃、80℃等)下施加0.1a/dm2及以上(例如0.2a/dm2、0.3a/dm2、0.5a/dm2等)的电流密度,进行电流刻蚀。
[0038]
本发明中,不同的金属材质,刻蚀剂的选择也不完全相同;示例性地,铝合金的刻蚀剂选自质量浓度为0.8%-1.2%的氢氧化钠溶液;镁合金的刻蚀剂选自质量浓度为3%-20%的氢氧化钠溶液、质量浓度为1%-5%的磷酸钠溶液或质量浓度为1%-3%的碳酸钠溶液中的任意一种或至少两种的组合;不锈钢的刻蚀剂选自含三嗪硫醇衍生物的溶液。
[0039]
本发明中,不同的金属材质,刻蚀条件的选择也不完全相同;示例性地,铝合金和镁合金各自独立地在50-70℃下刻蚀10-100s;不锈钢在20-90℃下施加0.1a/dm2及以上的电流密度电流刻蚀。
[0040]
优选地,所述树脂包括聚苯硫醚、聚酰胺、聚醚醚酮、酚醛树脂、环氧树脂、聚碳酸酯、丙烯腈-丁二烯-苯乙烯共聚物、聚丙烯或纤维增强聚丙烯中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:聚苯硫醚和聚酰胺的组合,聚醚醚酮、酚醛树脂和环氧树脂的组合,酚醛树脂、环氧树脂、聚碳酸酯、丙烯腈-丁二烯-苯乙烯共聚物、聚丙烯和纤维增强聚丙烯的组合等。
[0041]
优选地,所述加工成型后,还包括冷却凝固。
[0042]
本发明中,去脂和刻蚀后的金属表面形成表面微孔,向其中设置熔融树脂,树脂冷却凝固后,两者镶嵌,形成致密牢靠的连接。
[0043]
作为优选的技术方案,所述复合成型方法包括如下步骤:
[0044]
(1)将金属在碱性脱脂溶剂中以20-50℃的温度浸泡1-10min,完成金属表面去脂;
[0045]
(2)将去脂后的金属在酸性溶剂中以20-50℃的温度浸泡1-10min,再利用刻蚀剂,在20-90℃下刻蚀10-100s,或,在20-90℃和电流≥0.1a/dm2的条件下电流刻蚀,完成金属表面刻蚀;
[0046]
(3)将刻蚀后的金属在5-60℃水洗后干燥;
[0047]
(4)将干燥的金属与树脂加工成型,冷却凝固,完成金属与树脂的复合成型。
[0048]
相对于现有技术,本发明具有以下有益效果:
[0049]
(1)本发明所述复合成型方法可以实现一体化设计,成型简单易操作,减少了部件个数,树脂与金属界面的气密性和防水性好,界面强度高,适用于多种不同的金属与树脂材料结合,适用范围广。
[0050]
(2)本发明所述复合成型方法得到的元件中,树脂与金属界面的气密性在1.0
×
10-10
pa
·
m3/s以下,树脂与金属界面的防水性在ipx5/ipx7以上,树脂与金属界面的结合强度在36.8mpa以上。
附图说明
[0051]
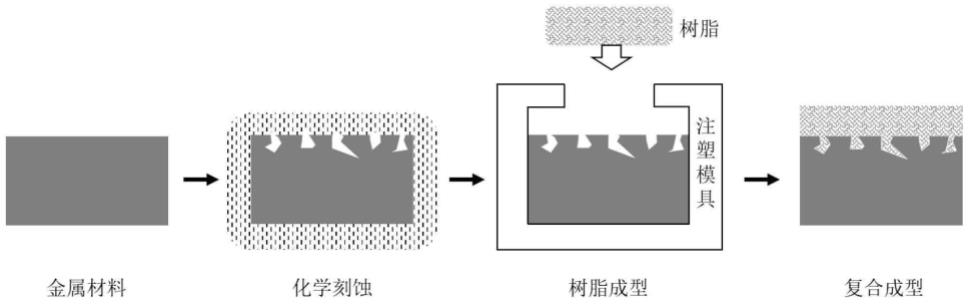
图1是实施例1所述金属与树脂的复合成型原理示意图。
[0052]
图2是实施例1所述复合成型方法的工艺过程图。
具体实施方式
[0053]
为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
[0054]
实施例1
[0055]
本实施例提供一种金属与树脂的复合成型方法,原理示意图如图1所示,所述复合成型方法包括如下步骤,其工艺过程图如图2所示:
[0056]
(1)将金属(铝合金)在碱性脱脂溶剂(氢氧化钾溶液,质量浓度为5%)中以45℃的温度浸泡8min,完成金属表面去脂;
[0057]
(2)将去脂后的金属在酸性溶剂(质量浓度为3%的草酸溶液)中以40℃的温度浸泡5min,再利用刻蚀剂(质量浓度为1.0%的氢氧化钠溶液),在70℃下刻蚀10s,或,在90℃和电流为0.1a/dm2的条件下电流刻蚀,完成金属表面刻蚀:
[0058]
(3)将刻蚀后的金属在5℃水洗后干燥;
[0059]
(4)将干燥的金属与熔融树脂(酚醛树脂,品牌为中帆东盛,牌号为2130)加工成型,冷却凝固,完成金属与树脂的复合成型。
[0060]
实施例2
[0061]
本实施例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0062]
(1)将金属(镁合金)在碱性脱脂溶剂(氢氧化钠溶液,质量浓度为1%)中以30℃的温度浸泡5min,完成金属表面去脂:
[0063]
(2)将去脂后的金属在酸性溶剂(质量浓度为15%的磷酸)中以20-50℃的温度浸泡5min,再利用刻蚀剂(质量浓度为3.0%的氢氧化钠溶液),在80℃下刻蚀50s,完成金属表
面刻蚀:
[0064]
(3)将刻蚀后的金属在40℃水洗后干燥;
[0065]
(4)将干燥的金属与熔融的树脂(聚苯硫醚,品牌为宝理,牌号为1140a6)注塑加工成型,冷却凝固,完成金属与树脂的复合成型。
[0066]
实施例3
[0067]
本实施例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0068]
(1)将金属(镁合金)在碱性脱脂溶剂(碳酸钠溶液,质量浓度为5%)中以20℃的温度浸泡10min,完成金属表面去脂:
[0069]
(2)将去脂后的金属在酸性溶剂中以20℃的温度浸泡10min,再利用刻蚀剂(质量浓度为3%的磷酸钠溶液),在50℃下刻蚀100s,完成金属表面刻蚀:
[0070]
(3)将刻蚀后的金属在60℃水洗后干燥;
[0071]
(4)将干燥的金属与熔融树脂(聚丙烯,品牌为sk,牌号为bx3900)加工成型,冷却凝固,完成金属与树脂的复合成型。
[0072]
实施例4
[0073]
本实施例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0074]
(1)将金属(镁合金)在碱性脱脂溶剂(碳酸钠溶液,质量浓度为5%)中以20℃的温度浸泡1min,完成金属表面去脂;
[0075]
(2)将去脂后的金属在酸性溶剂(质量浓度为3%的氟化钠)中以50℃的温度浸泡10min,再利用刻蚀剂(质量浓度为2%的碳酸钠溶液),在55℃下刻蚀20s,完成金属表面刻蚀;
[0076]
(3)将刻蚀后的金属在50℃水洗后干燥;
[0077]
(4)将干燥的金属与熔融树脂热压成型,冷却凝固,完成金属与树脂的复合成型。
[0078]
实施例5
[0079]
本实施例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0080]
(1)将金属(不锈钢)在碱性脱脂溶剂(碳酸钠溶液,质量浓度为5%)中以30℃的温度浸泡8min,完成金属表面去脂;
[0081]
(2)将去脂后的金属在酸性溶剂(质量浓度为10%的硝酸)中以40℃的温度浸泡4min,再利用刻蚀剂(含三嗪硫醇衍生物的溶液,购于品牌为山东东虎化工,牌号为cas638-16-4),在75℃和电流为0.2a/dm2的条件下电流刻蚀,完成金属表面刻蚀;
[0082]
(3)将刻蚀后的金属在40℃水洗后干燥;
[0083]
(4)将熔融树脂(聚碳酸酯,品牌为拜耳,牌号为2805)涂覆于干燥的金属表面干燥,冷却凝固,完成金属与树脂的复合成型。
[0084]
对比例1
[0085]
本对比例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0086]
(1)将金属(铝合金)按照cn114207192a实施例1公开的内容进行阳极氧化工艺,在
其表面形成多孔结构;
[0087]
(2)将表面具有多孔结构的金属与树脂(酚醛树脂,品牌为中帆东盛,牌号为2130)通过注塑加工成型,冷却凝固,完成金属与树脂的复合成型。
[0088]
对比例2
[0089]
本对比例提供一种金属与树脂的复合成型方法,所述复合成型方法包括如下步骤:
[0090]
将金属嵌件(铝合金)加热至表面温度大于树脂(酚醛树脂,品牌为中帆东盛,牌号为2130)的结晶温度,再通过注塑加工成型,冷却凝固,完成金属与树脂的复合成型。
[0091]
性能测试
[0092]
将实施例1-5和对比例1-2所述复合成型后的元件进行如下测试:
[0093]
(1)树脂与金属界面的气密性:采用标准gb/t 36176-2018《真空技术氦质谱真空检漏方法》;
[0094]
(2)树脂与金属界面的防水性:采用标准gb4208-2017《外壳防护等级标准》;
[0095]
(3)树脂与金属界面的结合强度:采用标准gb/t7124-2008《拉伸剪切强度的测定》。
[0096]
测试结果汇总于表1中。
[0097]
表1
[0098] 气密性(pa
·
m3/s)防水性结合强度(mpa)实施例1≤1.0
×
10-10
ipx5/ipx736.8实施例2≤1.0
×
10-10
ipx5/ipx741.7实施例3≤1.0
×
10-10
ipx5/ipx740.9实施例4≤1.0
×
10-10
ipx5/ipx739.7实施例5≤1.0
×
10-10
ipx5/ipx741.2对比例1≤1.0
×
10-10
ipx532.2对比例23.2
×
10-10
pa
·
m3/sipx421.5
[0099]
分析表1数据可知,本发明所述复合成型方法得到的元件中,树脂与金属界面的气密性在1.0
×
10-10
pa
·
m3/s以下,在检测限以下,树脂与金属界面的防水性在ipx5/ipx7以上,树脂与金属界面的结合强度在36.8mpa以上;本发明所述复合成型方法可以实现一体化设计,成型简单易操作,减少了部件个数,树脂与金属界面的气密性和防水性好,界面强度高,适用于多种不同的金属与树脂材料结合,适用范围广。
[0100]
分析对比例1-2与实施例1可知,对比例1所述成型方法中阳极氧化工艺需要表面活化前处理工序,且需要外加电流,相较于本发明中化学溶剂刻蚀,工艺较为复杂,能耗较高;对比例2所述成型方法中只是通过加热减少了金属与树脂界面的内应力,金属与树脂间并未有效形成结合,结合强度小;本发明所述方法兼具方法简单、能耗低和界面结合性高的特点。
[0101]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1