一种编织结构复合材料气瓶的制作方法及其复合材料气瓶与流程
1.本发明涉及复合材料制造技术领域,特别是涉及一种编织结构复合材料气瓶的制作方法及其复合材料气瓶。
背景技术:
2.目前,绝大多数复合材料气瓶都是采用纤维缠绕铝合金内胆或钢制内胆或塑料内胆制造技术制成,可以作为汽车的能源载体,是天然气、氢气燃料汽车的重要组成部分。随着氢能源汽车技术的发展,对气瓶的抗爆、耐压等性能要求越来越高,当前,市场上的缠绕气瓶技术存在以下缺点:由于采用浸胶的单丝束或纤维带进行缠绕,缠绕效率较低;由于是浸胶与缠绕同步进行,工作场地污染严重,场地胶液滴漏现象难以有效控制。
3.为了改善上述问题,已有专利文献中包括有采用先编织再浇注树脂的技术方案,例如,申请公布号为cn 113478791 a的中国专利公开了一种编织气瓶的制备方法及其编织气瓶,包括以下步骤:1、制备内胆;2、内胆外表面编织若干层纤维层;3、浇注树脂,并固化成型;4、进行气密性检测、打磨、抛光处理。该方案能够避免现场采用浸胶的编织纤维进行编织所带来的场地污染和缠绕效率低的问题,但是,在由于是后期浸胶,存在不能浸胶充分和固化成型时胶液分布不均的问题。
4.再如,申请公布号为cn 107642678 a的中国专利公开了一种三维编织压力气瓶及其制备方法,压力气瓶,包括金属内胆层、介质进出口和三维编织复合材料外层,介质进出口设置与金属内胆层一端的开口处共同构成气瓶内层,使得气体能够通过介质进出口进出金属内胆层,三维编织复合材料外层包覆在气瓶内层外部,三维编织复合材料外层由三维编织立体织物与树脂重复浸渍复合而成,三维编织立体织物由内向外依次包括三维编织复合材料内层和三维编织复合材料表层,同时三维编织复合材料内层和三维编织复合材料表层通过二维铺缝强化结构进行缝合强化。该方案树脂浸渍采用了树脂真空传递模塑成型的方式,这种浸渍方式对于已经编织成型的三维编织结构来说树脂的流动性效果并不理想。
5.综上,如何能够在提高编织效率、改善现场操作环境的基础上保证浸渍均匀性和固化效果是亟待解决的技术问题。
技术实现要素:
6.本发明的目的是提供一种编织结构复合材料气瓶的制作方法及其复合材料气瓶,以解决上述现有技术存在的问题,通过在浸渍胶液后的编织层表面缠绕耐温型塑料带膜,利用耐温型塑料带膜对浸胶的编织层进行挤压和约束,提高胶液浸渍的效果,同时保证固化定型过程中胶液在编织层的稳定性和均匀性,保证胶液固化效果。
7.为实现上述目的,本发明提供了如下方案:
8.本发明提供一种编织结构复合材料气瓶的制作方法,包括以下步骤:
9.(1)在内胆上编织编织纤维形成编织层,编织完成后得到由所述内胆和所述编织层组成的编织体;
10.(2)对所述编织体进行浸渍胶液处理,胶液浸透所述编织层;
11.(3)在所述编织层的表面缠绕耐温型塑料带膜,挤压、约束胶液和所述编织层,缠绕完成后得到缠带体;
12.(4)对所述缠带体进行烘烤固化定型;
13.(5)去除所述缠带体表面的耐温型塑料带膜,进行处理后得到复合材料气瓶。
14.优选地,所述编织层包括内层、中间层和外层,所述内层和外层均为1~12层编织角为25
°
~70
°
的编织结构,所述编织结构包括轴向不动纱和位于所述轴向不动纱两侧的编织纱,中间层为1~8层编织角为80
°
~90
°
的缠绕结构。
15.优选地,所述内层采用碳纤维编织,所述外层采用玻璃纤维编织,所述中间层采用碳纤维编织或碳纤维玻璃纤维混编。
16.优选地,所述内层采用芳纶纤维编织,所述中间层采用碳纤维编织,所述外层采用玻璃纤维编织。
17.优选地,步骤(1)中在进行编织时,一个轴向不动纱对应两个编织纱,所述轴向不动纱沿轴向分布,所述编织纱围绕轴向不动纱进行左右对称编织,所述轴向不动纱的纤维束头份数为88根,所述编织纱的纤维束头份数各88根。
18.优选地,步骤(1)中在编织编织层时保持所述内胆中处于正压,所述内胆中需充满0.2~2mpa的压缩空气。
19.优选地,步骤(5)中在进行处理时,包括研磨、涂装和包装。
20.优选地,所述内胆由金属或塑料材料制备成表面光滑的结构形式。
21.优选地,所述编织纤维采用碳纤维,将所述碳纤维倒成纱锭,上机安装纱管,调节纱线张力,编织到所述内胆上。
22.本发明还提供一种复合材料气瓶,应用前文记载的所述的编织结构复合材料气瓶的制作方法制作而成,包括内胆、编织在所述内胆外部的编织层以及浸渍在所述编织层并固化的胶液。
23.本发明相对于现有技术取得了以下技术效果:
24.(1)本发明通过在浸渍胶液后的编织层表面缠绕耐温型塑料带膜,利用耐温型塑料带膜对浸胶的编织层进行挤压和约束,提高胶液浸渍的效果,同时保证固化定型过程中胶液在编织层的稳定性和均匀性,保证胶液固化效果;
25.(2)本发明编织层包括内层、中间层和外层,内层和外层均为1~12层编织角为25
°
~70
°
的编织结构,中间层为1~8层编织角为80
°
~90
°
的缠绕结构,外层与外界产生摩擦,可抵御外部摩擦,中间层径向缠绕能够起到加固瓶身和承载瓶内压力的作用,内层与内胆接触产生表面摩擦,可抵御与内胆(iii型金属内胆或iv型塑料内胆)产生的摩擦损伤;
26.(3)本发明内层采用碳纤维编织,外层采用玻璃纤维编织,中间层采用碳纤维编织或碳纤维玻璃纤维混编,碳纤维设计在内层,起到直接抵御气瓶内压力扩张的作用,玻璃纤维分布在外层,可降低制造成本,中间层为内层向外层的过渡层,起到承接内层和外层的作用;
27.(4)本发明编织纤维采用碳纤维,将碳纤维倒成纱锭,上机安装纱管,调节纱线张力,编织到内胆上,能够利用碳纤维实现连续编织加工成型,不受长度的限制,重量轻(密度1.62g/cm3)、耐磨、耐腐蚀、抗爆压力大,热膨胀系数较小,可在-40~120℃下长期工作,编
织作业环境干净,使用寿命是钢制油管的4倍左右,内胆及部分纤维可回收再利用,使用成本合理。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
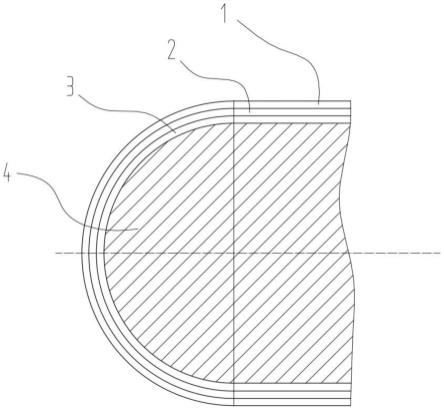
29.图1为本发明复合材料气瓶剖面结构示意图;
30.其中,1、外层;2、中间层;3、内层;4、内胆。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明的目的是提供一种编织结构复合材料气瓶的制作方法及其复合材料气瓶,以解决现有技术存在的问题,通过在浸渍胶液后的编织层表面缠绕耐温型塑料带膜,利用耐温型塑料带膜对浸胶的编织层进行挤压和约束,提高胶液浸渍的效果,同时保证固化定型过程中胶液在编织层的稳定性和均匀性,保证胶液固化效果。
33.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
34.结合图1所示,本发明提供一种编织结构复合材料气瓶的制作方法,包括以下步骤:
35.(1)准备内胆4,内胆4可以采用金属材质、塑料材质等,在进行编织时可以利用内胆4形成编织结构的支撑,同时,在编织完成最终成型后作为与气瓶储存介质直接接触的内壁。在内胆4上编织编织纤维形成编织层,编织完成后得到由内胆4和编织层共同组成的编织体,该编织体为复合结构,可以利用编织层提高内胆4的承载能力。编织纤维可以采用碳纤维、玻璃纤维以及芳纶纤维中的一种或几种;当然,也可以采用其他未提及的编织纤维。具体编织时,可以为二维编织方法也可以为三维编织方法等公知手段或现有技术。
36.(2)对编织体进行浸渍胶液处理,胶液可以采用环氧树脂或不饱和聚酯树脂,若要进一步提高产品的力学性能,还可以选用高性能环氧树脂,具体使用比例根据实际需要限定。浸渍时,编织层与内部的内胆4一同进行浸渍,可以浸渍多次,使得胶液浸透编织层。
37.(3)在浸渍有胶液的编织层的表面缠绕耐温型塑料带膜,挤压、约束胶液和编织层,缠绕完成后得到缠带体。由于编织层在浸渍胶液后需要进行固化定型,无论竖向还是横向放置编织体均会使得已经浸渍的胶液在重力作用下向下流动,造成胶液的分布不均。通过缠绕耐温型塑料带膜后,可以起到对编织层及其胶液的保护和定型作用,使得胶液能够限定在缠绕所限定的空间范围内,减少胶液受重力作用的流动能力,从而提高胶液分布的均匀性。另外,缠绕耐温型塑料带膜还可以起到对胶液的挤压作用,能够进一步的将胶液充
满编织层的缝隙,进而进一步的提高浸渍效果,即提高胶液可编织纤维的复合效果。
38.(4)对缠带体进行烘烤固化定型,可以将缠带体放入烘箱内进行,设定合适的烘烤温度和烘烤时间。内胆4、编织层和胶液一同进行定型,即胶液固化后将内胆4和编织层复合成一个整体。
39.(5)去除已经定型的缠带体表面的耐温型塑料带膜,并进行表面处理后得到复合材料气瓶。
40.本发明通过在浸渍胶液后的编织层表面缠绕耐温型塑料带膜,利用耐温型塑料带膜对浸胶的编织层进行挤压和约束,能够提高胶液浸渍的效果,同时保证固化定型过程中胶液在编织层的稳定性和均匀性,保证胶液固化效果。
41.结合图1所示,编织层可以包括内层3、中间层2和外层1,其中,内层3和外层1均为1~12层编织角为25
°
~70
°
的编织结构,中间层2为1~8层编织角为80
°
~90
°
的缠绕结构。其中,编织结构包括轴向不动纱和位于轴向不动纱两侧的编织纱,编织纱围绕轴向不动纱左右对称进行编织。缠绕结构为纤维束具有环向分布的编缠层,是构成气瓶封顶结构及环向结构的重要组成部分。外层1与外界产生摩擦,可抵御外部摩擦,中间层2径向缠绕能够起到加固瓶身和承载瓶内压力的作用,内层3与内胆4接触产生表面摩擦,可抵御与内胆4(iii型金属内胆或iv型塑料内胆)产生的摩擦损伤。
42.内层3、中间层2和外层1在采用不同的编织角度和编织形式的基础上,层与层之间并不直接进行编织连接,而是相互独立。在进行浸渍时,能够在层与层之间形成浸渍层,在内层3和外层1类似的编织角的基础上,便于形成内层3和外层1类似的浸渍效果,提高内层3和外层1之间的利用胶液紧密连接的关系。同时,中间层2的缠绕结构形式便于胶液浸渍时沿缠绕路径通过后由外层1进入内层3。另外,在达到良好浸渍效果的基础上,还采用了在编织层外侧缠绕耐温型塑料带膜的方式,借助耐温型塑料带膜,可以进一步的强化胶液与各层之间的紧密程度,保证复合成型的效果。
43.内层3可以采用碳纤维编织,外层1可以采用玻璃纤维编织,中间层2可以采用碳纤维编织或碳纤维玻璃纤维混编。碳纤维设计在内层3,起到直接抵御气瓶内压力扩张的作用,玻璃纤维分布在外层1,可降低制造成本,中间层2为内层3向外层1的过渡层,起到承接内层3和外层1的作用。
44.内层3还可以采用芳纶纤维编织,中间层2采用碳纤维编织,外层1采用玻璃纤维编织。内层3采用芳纶纤维主要是起到增强和耐磨的作用,外层1采用玻璃纤维是主要是为了降低原料成本。
45.步骤(1)中在进行编织时,编织结构中的一个轴向不动纱对应两个编织纱,轴向不动纱沿轴向分布,编织纱围绕轴向不动纱进行左右对称编织。轴向不动纱的纤维束头份数可以为88根,编织纱的纤维束头份数各88根,则此时纤维束总头份数为264根。
46.步骤(1)中在编织编织层时可以保持内胆4中处于正压,例如,可以在内胆4中充满0.2~2mpa的压缩空气。保持内胆4为正压的状态,可以起到对于表面编织层的有效支撑,利于在编织过程中保证编织层的形状更贴合内胆4,同时在浸渍胶液后固化成型时,避免内胆4局部凹陷导致的胶液不均和编织不匀。
47.步骤(5)中在进行处理时,可以包括研磨、涂装和包装等步骤。其中,研磨指的是对固化成型后的且已经去除耐温型塑料带膜的产品的表面进行研磨。涂装指的是对研磨好的
产品进行油漆处理。包装指的是对油漆处理后的成品进行包装。
48.内胆4可以由金属或塑料材料制备成表面光滑的结构形式,以能够有效支撑编织层,并且不会影响编织层的正常编织。
49.对于一些特种气瓶则需要利用连续编织加工成型,其生产过程为:筒纱—倒管纱—装管纱—张力控制—内胆上编织—修纱—浸胶—烘干固化—表面整理—打磨—喷涂—成品。具体的,编织纤维可以采用碳纤维,将碳纤维倒成纱锭,上机安装纱管,调节纱线张力,编织到内胆4上,再进行加热固化和脱模修剪。效率高,编织速度可达12-20m/min,在短时间内能实现大量生产,且产品的质量也能严格控制。能够利用碳纤维实现连续编织加工成型,不受长度的限制,重量轻(密度1.62g/cm3)、耐磨、耐腐蚀、抗爆压力大,热膨胀系数较小,可在-40~120℃下长期工作,编织作业环境干净,使用寿命是钢制油管的4倍左右,内胆4及部分纤维可回收再利用,使用成本合理。
50.本发明还提供具体的编织结构复合材料气瓶的制作实施例如下:
51.实施例一:
52.(1)编织:根据所设计气瓶外径尺寸大小,在内胆4上进行编织成型,内层3采用4层碳纤维,中间层2为1~8层碳纤维编织和/或碳纤维玻璃纤维混编,外层1采用6层玻璃纤维,内胆4中充满0.8mpa的压缩空气;
53.(2)涂胶:带内胆4对编织体进行浸渍胶液处理,胶液采用环氧树脂,胶液浸透编织层;
54.(3)缠带:对步骤(2)中涂上胶衣,在表面缠上一层耐温型塑料带膜,起到保护和定型作用;
55.(4)烘烤:把步骤(3)中做好的产品放进烘箱进行烘烤固化定型,加热温度至135~145c
°
;
56.(5)扒带:把步骤(4)中固化定型后的产品表面缠的塑料带膜除去;
57.(6)研磨:对步骤(5)中的产品表面进行研磨;
58.(7)涂装:对步骤(6)中研磨好的气瓶进行喷涂处理;
59.(8)包装:对成品进行包装入库。
60.实施例二
61.(1)编织:根据所设计气瓶外径尺寸大小,在内胆4上进行编织成型,内层3采用2层芳纶纤维,中间层2采用2层碳纤维,外层1采用6层玻璃纤维,内胆4中充满0.8mpa的压缩空气;
62.(2)涂胶:带内胆4对编织体进行浸渍胶液处理,胶液采用环氧树脂,胶液浸透编织层;
63.(3)缠带:对步骤(2)中涂上胶衣,在表面缠上一层耐温型塑料带膜,起到保护和定型作用;
64.(4)烘烤:把步骤(3)中做好的产品放进烘箱进行烘烤固化定型,加热温度至145~150c
°
;
65.(5)扒带:把步骤(4)中固化定型后的产品表面缠的塑料带膜除去;
66.(6)研磨:对步骤(5)中的产品表面进行研磨;
67.(7)涂装:对步骤(6)中研磨好的气瓶进行喷涂处理;
68.(8)包装:对成品进行包装入库。
69.结合图1所示,本发明还提供一种复合材料气瓶,可以应用前文记载的编织结构复合材料气瓶的制作方法或实施例一、实施例二的制作方法制作而成,复合材料气瓶包括内胆4、编织在内胆4外部的编织层以及浸渍在编织层并固化的胶液。其中,内胆4可以采用金属材质或塑料材质等。编织层可以包括内层3、中间层2和外层1。胶液可以采用环氧树脂或不饱和聚酯树脂。
70.碳纤维是一种力学性能优异的材料,比重不到钢的1/4,抗拉强度一般都在3500mpa以上,抗拉强度弹性模量为23000-43000mpa,高于钢。因此,cfrp的比强度,即材料的强度与其密度之比可达到2000mpa(g/cm3)以上,而a3钢的比强度仅为59mpa(g/cm3)左右,其比模量也比钢高,材料的比强度愈高,表明其越轻质高强。
71.碳纤维是含碳量大于92%的无机高分子纤维,不仅具有碳材料的固有本征特点,又兼备纺织纤维的柔软可加工性,是新一代增强纤维,与传统的玻璃纤维(glass fiber)相比,杨氏模量是其2倍左右,而且在有机溶剂、酸碱中不溶不胀,耐蚀性高。而且,碳纤维的轴向强度和模量高,无蠕变,耐疲劳性能好,比热及导电性介于非金属之间,热膨胀系数小,耐腐蚀性好,纤维的密度低,x射线透过性好,但其耐冲击性较差,容易损伤,在强酸作用下发生氧化,与金属复合时会发生金属碳化。
72.进行编织层编织的编织纤维可以选择包括碳纤维在内的多种纤维。与常用的金属气瓶和塑料气瓶相比,碳纤维气瓶具有重量轻、抗压力高、不生锈、耐腐蚀、热膨胀系数低、使用寿命长等特点,可以广泛应用在各类气瓶的制备中。
73.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1