一种三维打印设备及其控制方法
1.本发明实施例涉及增材制造技术领域,尤其涉及一种三维打印设备及其控制方法。
背景技术:
2.三维(3d,three dimensions)打印技术是一种三维模型离散制造方法,通过逐层累积的方式将二维特征堆砌成三维实体模型,基于该工艺可实现金属、非金属和生物材料等多领域关键零部件无模快速制造。目前在军事方面,3d打印主要应用于武器装备快速修复于数字沙盘打印两类场景。在数字沙盘打印方面,主要采用的工艺均依赖于特定的丝材或树脂,设备和材料成本较高且成型范围小,不适宜大范围推广。
3.关于上述技术方案,发明人发现至少存在如下一些技术问题:
4.由于成型精度较高,使成型的用时较长,且在设备移动后需要进行繁琐的精度校正工作,不便用于携带。
5.因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
6.需要注意的是,本部分旨在为权利要求书中陈述的本发明的技术方案提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现要素:
7.本发明的目的在于提供一种三维打印设备及其控制方法,进而至少在一定程度上解决上述的由于相关技术的限制和缺陷而导致的一个或者多个问题。
8.本发明首先提供一种三维打印设备,包括:
9.平台装置,所述平台装置设置有成型平台和纵向驱动组件,所述纵向驱动组件设置于所述成型平台的下方,并与所述成型平台的下表面固定连接,且驱动所述成型平台能够沿纵向方向移动;
10.打印装置,所述打印装置设置于所述平台装置的上方,所述打印装置设置有出料组件和第一驱动组件,所述出料组件用于根据三维模型的分层形状向所述成型平台堆积打印材料,所述第一驱动组件与所述出料组件固定连接,且用于驱动所述出料组件能够沿横向方向和竖向方向移动;
11.其中,所述三维模型的分层层厚根据所述三维模型的曲率的减小而增大。
12.本发明中,还包括:喷绘装置,所述喷绘装置设置于所述平台装置的上方,所述喷绘装置设置有喷绘组件和第二驱动组件,所述喷绘组件用于向所述打印装置完成打印的分层喷绘涂料,所述第二驱动组件与所述喷绘组件固定连接,且用于驱动所述喷绘组件能够沿横向方向和竖向方向移动。
13.本发明中,还包括:固定装置,所述固定装置包括底部固定组件和设置于所述底部固定组件的上方的上部固定组件,所述底部固定组件与所述平台装置的所述纵向驱动组件固定连接,用于支撑所述平台装置和所述上部固定组件;所述上部固定组件分别与所述第
一驱动组件和所述第二驱动组件固定连接,用于支撑所述打印装置和所述喷绘装置。
14.本发明中,所述平台装置的所述纵向驱动组件包括两条直线导轨,每条所述直线导轨均设置有至少两个固定滑块,且所述固定滑块均与所述成型平台的下表面固定连接;所述纵向驱动组件还包括驱动导杆,所述驱动导杆设置于所述两条直线导轨之间,且所述驱动导杆设置至少一个驱动滑块,所述驱动滑块的上表面与所述成型平台的下表面固定连接,所述驱动导杆通过旋转带动所述驱动滑块移动并通过所述驱动滑块带动所述成型平台能够沿纵向方向移动。
15.本发明中,所述打印装置的所述第一驱动组件包括横向转动带,所述横向转动带与所述出料组件固定连接并带动所述出料组件沿横向方向移动;所述第一驱动组件还包括两组第一竖向驱动部件,所述两组第一竖向驱动部件分别设置于所述横向转动带的两端,并通过所述横向转动带的两端带动所述横向转动带和所述出料组件沿竖向方向移动。
16.本发明中,所述打印装置的所述出料组件包括搅拌部件和挤压部件,所述搅拌部件与所述挤压部件管道连接,用于对放入所述搅拌部件内的沙粒和粘结剂进行搅拌,并将搅拌后的打印材料传送至所述挤压部件内;所述挤压部件用于挤压出打印所述三维模型的打印材料。
17.本发明中,所述喷绘装置的所述第二驱动组件包括第二竖向驱动部件,所述第二竖向驱动部件与所述喷绘组件固定连接,并用于带动所述喷绘组件沿竖向方向移动;所述第二驱动组件还包括横向支撑轨道和横向驱动导杆,所述横向支撑轨道与所述第二竖向驱动部件滑动连接并用于支撑所述第二竖向驱动部件和所述喷绘组件,所述横向驱动导杆通过转动带动所述第二竖向驱动部件和所述喷绘组件沿横向方向移动。
18.本发明中,所述第二竖向驱动部件还包括转动轴和减速机,所述第二竖向驱动部件通过所述转动轴带动所述喷绘组件沿竖向方向移动,所述减速机设置于所述转动轴上并用于控制所述转动轴的转动速度。
19.本发明中,所述平台装置、所述打印装置和所述喷绘装置通过所述固定装置以可拆卸的方式进行安装。
20.本发明还提供一种三维打印设备的控制方法,所述控制方法应用于上述任一项所述的三维打印设备,包括:
21.控制所述打印装置移动至与所述成型平台的中心轴线;
22.控制所述打印装置沿竖向方向由最高点向下移动直至所述打印装置触碰到所述成型平台;
23.根据三维模型的曲率的减小而增大所述三维模型的分层层厚,并根据所述分层层厚沿竖向方向向上移动所述打印装置,并完成打印三维模型。
24.本发明提供的技术方案可以包括以下有益效果:
25.本发明中,通过上述设备,根据三维模型的曲率变化调整成型厚度,尤其是在三维模型的曲率的减小时增大分层层厚,从而在保证三维模型显示精度的同时,实现以更大的厚度打印三维模型,进而极大缩短成型时间。同时,在针对军用沙盘等三维模型时,可实现以更大的厚度进行打印,进而还降低了设备的装配精度要求,从而使设备更加便于随军携带。
附图说明
26.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
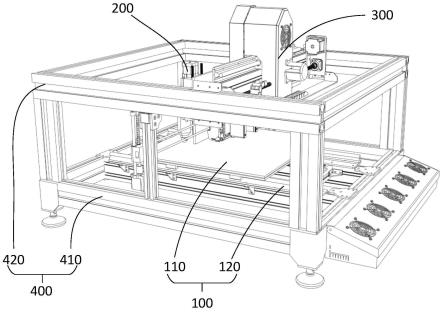
27.图1示出本发明示例性实施例中三维打印设备的整体结构示意图;
28.图2示出本发明示例性实施例中平台装置的结构示意图;
29.图3示出本发明示例性实施例中打印装置的结构示意图;
30.图4示出本发明示例性实施例中出料组件的结构示意图;
31.图5示出本发明示例性实施例中喷绘装置的正面结构示意图;
32.图6示出本发明示例性实施例中喷绘装置的背面结构示意图。
33.附图标记:100、平台装置;110、成型平台;120、纵向驱动组件;121、直线导轨;122、固定滑块;123、驱动导杆;124、驱动滑块;200、打印装置;210、出料组件;211、搅拌部件;212、挤压部件;220、第一驱动组件;221、横向转动带;222、第一竖向驱动部件;300、喷绘装置;310、喷绘组件;320、第二驱动组件;321、第二竖向驱动部件;3211、转动轴;3212、减速机;322、横向支撑轨道;323、横向驱动导杆;400、固定装置;410、底部固定组件;420、上部固定组件。
具体实施方式
34.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本发明将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。
35.此外,附图仅为本发明实施例的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。
36.本示例实施方式中首先提供了一种三维打印设备,参考图1所示,包括:平台装置100和打印装置200。
37.平台装置100设置有成型平台110和纵向驱动组件120,纵向驱动组件120设置于成型平台110的下方,并与成型平台110的下表面固定连接,且驱动成型平台110能够沿纵向方向移动。打印装置200设置于平台装置100的上方,打印装置200设置有出料组件210和第一驱动组件220,出料组件210用于根据三维模型的分层形状向成型平台110堆积打印材料,第一驱动组件220与出料组件210固定连接,且用于驱动出料组件210能够沿横向方向和竖向方向移动。其中,三维模型的分层层厚根据三维模型的曲率的减小而增大。
38.需要理解的是,立体印刷(stl,sterelithography),是标准三角片语言。以.stl为后缀的3d模型文件成为3d打印的标准文件,几乎所有的快速成型机都可以接收stl文件格式进行打印。当保存stl文件之后,设计的所有表面和曲线都会被转换成三角网格,三角网格一般由一系列的三角形组成,也就是三角面片,三角面片的尺寸代表着设计原型中的精确几何含义。
39.还需要理解的是,分层截面是指对三维模型进行分层后,每一层的分层的截面的形状。也就是每一层将要打印的形状。而分层层厚就是指分层截面的厚度。在设备坐标系下,横向方向也为x轴的方向,纵向方向也为y轴的方向,竖向方向也为z轴的方向。
40.还需要理解的是,设备采用铝合金型材搭建的框架结构,便于拆卸与组装的同时减少设备重量和空间占用。设备坐标系的原点位于成型平面的中心,如图1所示,成型过程中所有切片数据均是在设备坐标系下定位。成型平面在xoy平面内运动,打印喷头和喷绘喷头均在xoz平面内运动,其中涉及的相对坐标变换由运动控制软件完成。开始打印前,沙盘打印模块会在其垂直运动控制电机的作用下上升到最顶端,然后从上下下运动,直到接触到成型平面后停止,之后彩色喷绘模块会根据沙盘打印模块的位置调整自身的相对位置,完成以上步骤后,打印喷头和彩色喷绘喷头均回到自身的零点位置。接下来,成型平台110会在其y向运动控制电机的作用下驱动成型平面移动,使打印喷头位于起始点处,之后喷绘喷头和打印喷头均向上移动一个层厚准备开始第一层打印。由于高喷打印机的不失真打印精度在5mm左右,因此完成3-5层后,打印的同时彩色喷绘喷头进行5层的喷绘,其中涉及的彩色地形数据裁剪与运动步调协调控制由数据处理软件完成。重复上述过程完成地形模型的一体化打印与上色工作。另外,设备还可以设置有与砂石研磨破碎、固体颗粒均匀运输等相关的装置。
41.还需要理解的是,设备还包括电气控制模块:位于设备的最前端,主要包括运动控制器、端子板、电机驱动器及相关线路。
42.通过上述设备,根据三维模型的曲率变化调整成型厚度,尤其是在三维模型的曲率的减小时增大分层层厚,从而在保证三维模型显示精度的同时,实现以更大的厚度打印三维模型,进而极大缩短成型时间。同时,在针对军用沙盘等三维模型时,可实现以更大的厚度进行打印,进而还降低了设备的装配精度要求,从而使设备更加便于随军携带。
43.下面,将参考图1至图6对本示例实施方式中的上述设备进行更详细的说明。
44.在一些实施例中,参考图1中所示,该三维打印设备还包括:喷绘装置300,喷绘装置300设置于平台装置100的上方,喷绘装置300设置有喷绘组件310和第二驱动组件320,喷绘组件310用于向打印装置200完成打印的分层喷绘涂料,第二驱动组件320与喷绘组件310固定连接,且用于驱动喷绘组件310能够沿横向方向和竖向方向移动。需要理解的是,结合喷绘工艺与砂型打印技术,为打印彩色沙盘的一体化低成本制造提供了可行的解决方案。
45.在一些实施例中,参考图1中所示,该三维打印设备还包括:固定装置400,固定装置400包括底部固定组件410和设置于底部固定组件410的上方的上部固定组件420,底部固定组件410与平台装置100的纵向驱动组件120固定连接,用于支撑平台装置100和上部固定组件420;上部固定组件420分别与第一驱动组件220和第二驱动组件320固定连接,用于支撑打印装置200和喷绘装置300。需要理解的是,通过固定组件为各个装置提供支撑,使设备形成牢固的整体结构。
46.在一些实施例中,参考图2中所示,平台装置100的纵向驱动组件120包括两条直线导轨121,每条直线导轨121均设置有至少两个固定滑块122,且固定滑块122均与成型平台110的下表面固定连接;纵向驱动组件120还包括驱动导杆123,驱动导杆123设置于两条直线导轨121之间,且驱动导杆123设置至少一个驱动滑块124,驱动滑块124的上表面与成型平台110的下表面固定连接,驱动导杆123通过旋转带动驱动滑块124移动并通过驱动滑块
124带动成型平台110能够沿纵向方向移动。需要理解的是,成型平台110位于整个装备的最底部,通过4个固定在直线导轨121上的固定滑块122,打印过程中通过电机转动驱动导杆123,并通过驱动滑块124在电机驱动下沿着y轴做间歇运动。
47.在一些实施例中,参考图3中所示,打印装置200的第一驱动组件220包括横向转动带221,横向转动带221与出料组件210固定连接并带动出料组件210沿横向方向移动;第一驱动组件220还包括两组第一竖向驱动部件222,两组第一竖向驱动部件222分别设置于横向转动带221的两端,并通过横向转动带221的两端带动横向转动带221和出料组件210沿竖向方向移动。需要理解的是,在出料的同时,x向运动控制电机通过皮带轮驱动出料装置沿着x方向间歇性运动,与成型平台110的y向运动相互配合,完成xoy平面的插补运动。当一层二维数据成型结束后,出料装置在z向垂直升降电机的带动下向上运动一个层厚,准备开始下一层的成型打印。
48.在一些实施例中,参考图4中所示,打印装置200的出料组件210包括搅拌部件211和挤压部件212,搅拌部件211与挤压部件212管道连接,用于对放入搅拌部件211内的沙粒和粘结剂进行搅拌,并将搅拌后的打印材料传送至挤压部件212内;挤压部件212用于挤压出打印三维模型的打印材料。需要理解的是,负责泥土砂石等材料与粘结剂的混合挤出工作,研磨好的砂石颗粒由料斗送入螺旋送料器,送料电机在收到送料指令后根据脉冲数将固体颗粒送入挤出料斗中,螺旋送料器深入料斗内部,可在送料的同时对粘结剂和颗粒进行充分搅拌,最终,混合好的膏状材料在压力活塞的左右下由出口挤压到成型平台110上。以砂石或泥土作为输入材料,配合材料破碎研磨装置通过高强度粘结剂将微米级颗粒粘连输出,实现就地取材当场转化。
49.在一些实施例中,参考图5和图6中所示,喷绘装置300的第二驱动组件320包括第二竖向驱动部件321,第二竖向驱动部件321与喷绘组件310固定连接,并用于带动喷绘组件310沿竖向方向移动;第二驱动组件320还包括横向支撑轨道322和横向驱动导杆323123,横向支撑轨道322与第二竖向驱动部件321滑动连接并用于支撑第二竖向驱动部件321和喷绘组件310,横向驱动导杆323123通过转动带动第二竖向驱动部件321和喷绘组件310沿横向方向移动。需要理解的是,固定于设备顶部等横梁上,其x方向的运动有电机通过皮带控制滚珠丝杠,z向垂直升降由电机带动皮带实现对滚珠丝杠的控制,整个喷头固定在螺母副上,随平台一起实现z向和x向移动,喷头包括3个主要工作墨盒和一个备用墨盒,分别挂载在喷头固定器上,方便更换拆卸与清理。喷绘模块在打印模块完成3-5层二维轮廓成型后开始进行工作,运动过程中不需要多轴插补,主要是沿着x方向进行线扫描,扫描区域为前3-5层轮廓的最大包围盒。
50.在一些实施例中,参考图5中所示,第二竖向驱动部件321还包括转动轴3211和减速机3212,第二竖向驱动部件321通过转动轴3211带动喷绘组件310沿竖向方向移动,减速机3212设置于转动轴3211上并用于控制转动轴3211的转动速度。需要理解的是,由于彩色喷头对打印高度十分敏感,因此在z向控制时通过引入减速机3212以提高运动精度。
51.在一些实施例中,参考图1中所示,平台装置100、打印装置200和喷绘装置300通过固定装置400以可拆卸的方式进行安装。需要理解的是,通过固定装置400使设备的各个装置易于安装及拆卸,从而进一步的使设备便于携带。
52.本示例实施方式中其次提供一种三维打印设备的控制方法,该控制方法应用于上
述任一项实施例中的三维打印设备,包括:
53.步骤s101:控制打印装置200移动至与成型平台110的中心轴线。
54.步骤s102:控制打印装置200沿竖向方向由最高点向下移动直至打印装置200触碰到成型平台110。
55.步骤s103:根据三维模型的曲率的减小而增大三维模型的分层层厚,并根据分层层厚沿竖向方向向上移动打印装置200,并完成打印三维模型。
56.需要理解的是,当三维打印设备还设置有喷绘装置300时的控制方法如下:控制打印装置200和喷绘装置300分别移动至与成型平台110的中心轴线。控制打印装置200和喷绘装置300分别沿竖向方向由最高点向下移动直至打印装置200和喷绘装置300分别触碰到成型平台110。根据三维模型的曲率的减小而增大三维模型的分层层厚,并根据分层层厚沿竖向方向向上移动打印装置200和喷绘装置300,并完成打印三维模型。
57.还需要理解的是,沙盘成型过程中采用二维层数据逼近三维模型数据,这种由三维到二维的离散方式存在着不可避免的理论误差。
[0058][0059][0060]
式中
△
v为每层的实际模型和数学模型的体积误差,num为模型参与当前层计算的三角网格的数量,α为三角网格与成型方向之间的夹角,x和y分别为三角网格的定点坐标,ai为三维模型切片后的多边形面积,l为多边形的边数,rmax为实际地形模型许用的最大表面粗糙度。
[0061]
如式(1)所示,层厚越小,逼近精度越高,但成型时间越长。为了在给定的误差范围下提高成型效率,本发明提出了基于模型表面曲率变化的变层厚成型方法,对任意三维模型而言,要准确的描述大曲率处的形状特征,则需要大量的三角网格尽心逼近,对于这类特征,若采用交大的层厚,则会产生很大的形状误差,因此,当体积误差函数
△
v和最大表面粗糙度rmax给定后,可根据(2)式计算不同位置处的层厚大小,实现层厚随模型的曲率减小而增大。
[0062]
需要理解的是,上述描述中的术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明实施例的限制。
[0063]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0064]
在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根
据具体情况理解上述术语在本发明中的具体含义。
[0065]
在本发明实施例中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0066]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
[0067]
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本发明的其它实施方案。本技术旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由所附的权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1