一种新能源卫浴产品成型制造方法与流程
1.本发明涉及卫浴技术领域,尤其涉及一种新能源卫浴产品成型制造方法。
背景技术:
2.卫浴俗称主要用于洗澡的卫生间,是供居住者便溺、洗浴、盥洗等日常卫生活动的空间及用品。
3.现有的卫浴,如浴缸、淋浴室、盥洗盆、座便器等,都是采用搪瓷、玻璃纤维增强水泥(grc)、水磨石、陶瓷、玻璃钢、人造大理石(人造玛瑙)、聚丙烯酸酯复合材料、热塑性塑料等其中一种材料制造而成,且在制造过程中多数使用人工脱模的方式,存在形态不够稳定的问题,使用时,形态不稳定会存在易损坏的性质,影响使用者使用。
4.目前在卫浴产品的制造过程中,尚未结合新能源制造粉质材料进行制造,现需要将新能源制造粉质材料结合至卫浴产品的制作中,使用自动化的成型模具进行卫浴产品的制造,解决卫浴产品性能低,且在制造过程中形态不够稳定的问题。
技术实现要素:
5.为了解决上述问题,本发明提出一种新能源卫浴产品成型制造方法,以更加确切地解决上述所述卫浴产品性能低,且在制造过程中形态不够稳定的问题。
6.本发明通过以下技术方案实现的:
7.本发明提出一种新能源卫浴产品成型制造方法,应用于制造设备,所述制造设备包括:搅拌装置,成型模具,电机,烧制窑及清洁真空泵头,所述搅拌装置处于所述成型模具上部,通过支撑柱与所述搅拌装置相连,所述成型模具与所述电机通过第一连接轨连接,所述电机与所述烧制窑通过第二连接轨连接,所述清洁真空泵头处于所述烧制窑外部,通过连接架与所述烧制窑相连接,制造方法包括:
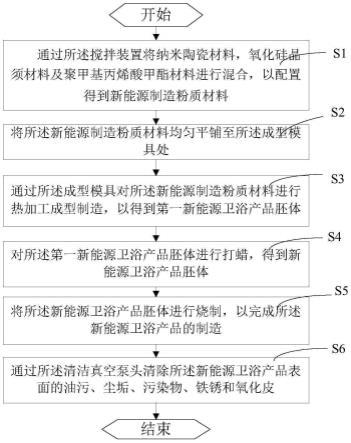
8.通过所述搅拌装置将纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料进行混合,以配置得到新能源制造粉质材料;
9.将所述新能源制造粉质材料均匀平铺至所述成型模具处;
10.通过所述成型模具对所述新能源制造粉质材料进行热加工成型制造,以得到第一新能源卫浴产品胚体;
11.对所述第一新能源卫浴产品胚体进行打蜡,得到新能源卫浴产品胚体;
12.将所述新能源卫浴产品胚体进行烧制,以完成所述新能源卫浴产品的制造。
13.进一步的,所述搅拌装置包括:机械叶片及传输孔,所述通过所述搅拌装置将纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料进行混合,以配置得到新能源制造粉质材料的步骤中,包括:
14.称取1:1:1比例的所述纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料,添加至所述搅拌装置中;
15.通过所述机械叶片进行高速转动进行搅拌,以得到所述新能源制造粉质材料;
16.通过所述传输孔将所述新能源制造粉质材料输出。
17.进一步的,所述所述成型模具包括:操作平面,所述将所述新能源制造粉质材料平均放置于所述成型模具中的步骤中,包括:
18.在所述操作平面表面铺设一层增强纤维毡,其中,所述增强纤维毡指由短切原丝不定向地通过化学粘结剂或机械作用结合在一起制成的薄片状制品;
19.在所述增强纤维毡表面平铺放置所述新能源制造粉质材料,将所述新能源制造粉质材料与所述增强纤维毡混合。
20.进一步的,所述成型模具包括:成型模架,所述通过所述成型模具对所述新能源制造粉质材料进行热加工成型制造,以得到第一新能源卫浴产品胚体的步骤中,包括:
21.在所述成型模架中预设有大量卫浴产品模具,其中,所述卫浴产品模具包括但不限于洗手台模具、浴缸模具及马桶模具;
22.根据所需要制造的卫浴产品,进行卫浴产品模具选取,得到制备模具;
23.对所述制备模具进行热加工,并将所述新能源制造粉质材料填充至所述制备模具中,以得到所述第一新能源卫浴产品胚体。
24.进一步的,所述成型模具包括:输出管,所述输出管连接于所述成型模架底部,所述对所述制备模具进行热加工,并将所述新能源制造粉质材料填充至所述制备模具中,以得到所述第一新能源卫浴产品胚体的步骤中,包括:
25.对所述制备模具进行预加热,设定加热温度,以使得所述新能源制造粉质材料吸附于所述制备模具中;
26.对所述制备模具进行温度恒定,设定温度恒定时间;
27.将所述制备模具降温至常温,将所述第一新能源卫浴胚体进行脱模处理;
28.通过所述输出管将所述第一新能源卫浴胚体进行输出。
29.进一步的,所述电机包括:蜡盒及驱动轴,所述蜡盒通过驱动轴连接于所述电机,所述对所述第一新能源卫浴产品胚体进行打蜡,得到新能源卫浴产品胚体的步骤中,包括:
30.通过所述电机驱动,所述驱动轴带动所述蜡盒向下运动,以使所述蜡盒靠近所述第一新能源卫浴产品胚体;
31.调整所述蜡盒的水平位置,以使所述蜡盒精准的对准所述第一新能源卫浴产品胚体;
32.将所述蜡盒内的固体蜡推出到第一新能源卫浴产品胚体上,完成对第一新能源卫浴产品胚体的打蜡,以得到所述新能源卫浴产品胚体。
33.进一步的,所述将所述蜡盒内的固体蜡推出到第一新能源卫浴产品胚体上,完成对第一新能源卫浴产品胚体的打蜡,以得到所述新能源卫浴产品胚体的步骤中,包括:
34.通过所述固体蜡对所述第一新能源卫浴产品胚体进行初次打蜡;
35.将经过所述初次打蜡的所述第一新能源卫浴产品胚体进行干燥,判断所述第一新能源卫浴产品胚体表面是否存在未打蜡区域;
36.若是,则进行第二次打蜡,以得到新能源卫浴产品胚体。
37.进一步的,所述判断所述第一新能源卫浴产品胚体表面是否存在未打蜡区域的步骤中,包括:
38.判断所述第一新能源卫浴产品胚体表面各处所接收的光源强度数据是否相等;
39.若存在数据不相等的区域,则判定为未打蜡区域。
40.进一步的,所述烧制窑包括:输送滑轨及加热装置,所述输送滑轨置于所述烧制窑底部,所述将所述新能源卫浴产品胚体进行烧制,以完成所述新能源卫浴产品的制造的步骤中,包括:
41.通过所述输送滑轨将所述新能源卫浴产品胚体送入烧制窑内的指定位置;
42.通过所述加热装置对所述烧制窑内部进行加热,以进行所述新能源卫浴产品胚体的烧制。
43.进一步的,所述通过所述清洁真空泵头清除所述新能源卫浴产品表面的油污、尘垢、污染物、铁锈和氧化皮的步骤中,包括:
44.通过所述第二连接轨将所述新能源卫浴产品移动至所述清洁真空泵头下方;
45.所述清洁真空泵头进行清洁物质的喷发,对所述新能源卫浴产品进行清洁,其中,所述清洁物质指烷基苯磺酸钠溶液及三乙醇胺溶液。
46.本发明的有益效果:
47.1.本发明提出的一种新能源卫浴产品成型制造方法,运用了新能源制造粉质材料,使得所制造的新能源卫浴产品的组成结构致密化、均匀化,改善卫浴产品的性能,提高其使用可靠性。
48.2.本发明提出的一种新能源卫浴产品成型制造方法,采用了成型模具,能够使得新能源卫浴产品的形态更加稳定。
附图说明
49.图1为本发明的一种新能源卫浴产品成型制造方法的流程分解图。
50.本技术目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
51.为了更加清楚完整的说明本发明的技术方案,下面结合附图对本发明作进一步说明。
52.请参考图1,一种新能源卫浴产品成型制造方法,应用于制造设备,制造设备包括:搅拌装置,成型模具,电机,烧制窑及清洁真空泵头,搅拌装置处于成型模具上部,通过支撑柱与搅拌装置相连,成型模具与电机通过第一连接轨连接,电机与烧制窑通过第二连接轨连接,清洁真空泵头处于烧制窑外部,通过连接架与烧制窑相连接,制造方法包括:
53.通过所述搅拌装置将纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料进行混合,以配置得到新能源制造粉质材料;
54.将所述新能源制造粉质材料均匀平铺至所述成型模具处;
55.通过所述成型模具对所述新能源制造粉质材料进行热加工成型制造,以得到第一新能源卫浴产品胚体;
56.对所述第一新能源卫浴产品胚体进行打蜡,得到新能源卫浴产品胚体;
57.将所述新能源卫浴产品胚体进行烧制,以完成所述新能源卫浴产品的制造。
58.综上,在新能源卫浴产品制造过程中,应用一种制造设备,制造设备中包含有搅拌装置,成型模具,电机,烧制窑及清洁真空泵头,成型模具与电机通过第一连接轨相连,以将
第一新能源卫浴产品胚体传输至电机处进行打蜡,电机与烧制窑以第二连接轨进行连接,用于将完成打蜡的新能源卫浴产品胚体传输至烧制窑进行烧制,新能源制造粉质材料是用于制造新能源卫浴产品的材料,在配置过程中纳米陶瓷材料氧化硅晶须材料及聚甲基丙烯酸甲酯材料采用1:1:1的比例进行混合添加至搅拌装置中进行充分搅拌,以得到新能源制造粉质材料,接着将新能源制造粉质材料放置于所述成型模具中,其中所述成型模具包括有操作平面,成型模架,输出管,是用于制造新能源卫浴产品胚体的模具,其中操作平面上设有刮刀及传输管道,成型模架中放置预设卫浴产品模具,输出管用于输出卫浴产品胚体,在操作平面上放置新能源制造粉质材料,于成型模架处选取需要制造的卫浴产品模具,操作平面通过刮刀及传输管道将新能源制造粉质材料传输至对应选取的卫浴产品模具内部,通过卫浴产品模具对新能源制造粉质材料进行成型处理,形成第一新能源卫浴产品胚体,并通过输出管输出,通过第一连接轨将第一新能源卫浴产品胚体传输至电机处,电机驱动滑轨中的蜡盒对第一新能源卫浴产品胚体进行打蜡,在第一次打蜡后对第一新能源卫浴产品胚体表面进行光源折射效果检测,会判断是否需要第二次打蜡,以得到新能源卫浴产品胚体,通过第二连接轨将新能源卫浴产品胚体传输至烧制窑中,设定至预设温度进行烧制,以完成新能源卫浴产品的制造。
59.在本实施例中,搅拌装置包括:机械叶片及传输孔,通过所述搅拌装置将纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料进行混合,以配置得到新能源制造粉质材料的步骤中,包括:
60.称取1:1:1比例的所述纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料,添加至所述搅拌装置中;
61.通过所述机械叶片进行高速转动进行搅拌,以得到所述新能源制造粉质材料;
62.通过所述传输孔将所述新能源制造粉质材料输出。
63.在一具体实施例,进行新能源卫浴产品制造,首先需要将新能源制造粉质材料进行配置,首先称取的制造材料为纳米陶瓷材料,氧化硅晶须材料(silica whisker)及聚甲基丙烯酸甲酯材料(polymethyl methacrylate),三者的材料配比为1:1:1,其中,纳米陶瓷材料提高了新能源卫浴产品的室温力学性能,改善了高温性能,氧化硅晶须材料能够增强新能源卫浴产品的强度,聚甲基丙烯酸甲酯的黏度较高,通过三种材料的混合,能够改善新能源卫浴产品的性能,制备过程中将纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料添加至搅拌装置中,搅拌装置中的机械叶片设定转动速率为1000r/min-1200r/min,进行高速搅拌,使得纳米陶瓷材料,氧化硅晶须材料及聚甲基丙烯酸甲酯材料完全化至粉质材料充分混合,以配置得到新能源制造粉质材料。
64.在本实施例中,所述成型模具包括:操作平面,将所述新能源制造粉质材料平均放置于所述成型模具中的步骤中,包括:
65.在所述操作平面表面铺设一层增强纤维毡,其中,所述增强纤维毡指由短切原丝不定向地通过化学粘结剂或机械作用结合在一起制成的薄片状制品;
66.在所述增强纤维毡表面平铺放置所述新能源制造粉质材料,将所述新能源制造粉质材料与所述增强纤维毡混合。
67.在一具体实施例,所述成型模具中的操作平面是指运用冷轧钢板制作而成的平面,在操作平面表面铺设一层增强纤维毡,其中,增强纤维毡是指由短切原丝不定向地通过
化学粘结剂或机械作用结合在一起制成的薄片状制品,此增强纤维毡作用在使得于新能源卫浴产品的硬度、冲击韧性、弯曲弹性模量等技术性能更进一步提升,在增强纤维毡表面放置新能源制造粉质材料后,操作平面上的刮刀将新能源制造粉质材料和增强纤维毡进行充分混合。
68.在本实施例中,成型模具包括:成型模架,通过所述成型模具对所述新能源制造粉质材料进行热加工成型制造,以得到第一新能源卫浴产品胚体的步骤中,包括:
69.在所述成型模架中预设有大量卫浴产品模具,其中,所述卫浴产品模具包括但不限于洗手台模具、浴缸模具及马桶模具;
70.根据所需要制造的卫浴产品,进行卫浴产品模具选取,得到制备模具;
71.对所述制备模具进行热加工,并将所述新能源制造粉质材料填充至所述制备模具中,以得到所述第一新能源卫浴产品胚体。
72.在一具体实施例,成型模架指45号钢为材质所制成的,用于存放卫浴产品模具,在操作平面的平面上会存在与成型模架所相连接的传输管道,操作平面的刮刀将新能源制造粉质材料移动至传输管道上,在成型模架处使用者在制造卫浴产品时,选取所需要制备的卫浴产品模具,通过传输管道将新能源制造粉质材料传输至所选择的卫浴产品模具内部,卫浴产品模具根据所接收到的新能源制造粉质材料重量份数,进行判断所需制造的第一新能源卫浴产品胚体的厚度,进行充分成型处理,以得到第一新能源卫浴产品胚体,完成第一新能源卫浴产品胚体制造。
73.在本实施例中,成型模具包括:输出管,输出管连接于成型模架底部,对所述制备模具进行热加工,并将所述新能源制造粉质材料填充至所述制备模具中,以得到所述第一新能源卫浴产品胚体的步骤中,包括:
74.对所述制备模具进行预加热,设定加热温度,以使得所述新能源制造粉质材料吸附于所述制备模具中;
75.对所述制备模具进行温度恒定,设定温度恒定时间;
76.将所述制备模具降温至常温,将所述第一新能源卫浴胚体进行脱模处理;
77.通过所述输出管将所述第一新能源卫浴胚体进行输出。
78.在一具体实施例,输出管是用不锈钢管所制成用于传输胚体,在制造卫浴产品的过程中,采用热加工的方式,即对制备模具进行加热至40℃-60℃,将新能源制造粉质材料吸附至制备模具内部,以得到初步胚体,对初步胚体进行温度恒定控制于60℃,并设定温度恒定时间为4h-6h,以使得初步胚体固定,得到第一新能源卫浴产品胚体,通过在制备模具内壁添加润滑剂及将制备模具进行转动,以使得第一新能源卫浴产品胚体脱离制备模具,并通过输出管将第一新能源卫浴产品胚体进行输出。
79.在本实施例中,电机包括:蜡盒及驱动轴,所述蜡盒通过驱动轴连接于所述电机,所述对所述第一新能源卫浴产品胚体进行打蜡,得到新能源卫浴产品胚体的步骤中,包括:
80.通过所述电机驱动,所述驱动轴带动所述蜡盒向下运动,以使所述蜡盒靠近所述第一新能源卫浴产品胚体;
81.调整所述蜡盒的水平位置,以使所述蜡盒精准的对准所述第一新能源卫浴产品胚体;
82.将所述蜡盒内的固体蜡推出到第一新能源卫浴产品胚体上,完成对第一新能源卫
浴产品胚体的打蜡,以得到所述新能源卫浴产品胚体。
83.在一具体实施例,当得到第一新能源卫浴产品胚体后,需要进行打蜡处理,在打蜡过程中,运用到电机,电机中设有驱动轴,蜡盒,蜡盒通过驱动轴与电机相连,通过电机发电,驱动轴能够带动蜡盒向下运动,通过驱动轴对蜡盒的水平位置调整,使得蜡盒精准的对准第一新能源卫浴产品胚体,将蜡盒中的固体蜡推出到第一新能源卫浴产品胚体上,通过驱动轴带动固体蜡的移动,其中驱动轴会以第一新能源卫浴产品胚体为中心进行转动,360
°
对第一新能源卫浴产品胚体进行打蜡,以完成第一新能源卫浴产品胚体的打蜡处理,得到新能源卫浴产品胚体。
84.在本实施例中,将所述蜡盒内的固体蜡推出到第一新能源卫浴产品胚体上,完成对第一新能源卫浴产品胚体的打蜡,以得到所述新能源卫浴产品胚体的步骤中,包括:
85.通过所述固体蜡对所述第一新能源卫浴产品胚体进行初次打蜡;
86.将经过所述初次打蜡的所述第一新能源卫浴产品胚体进行干燥,判断所述第一新能源卫浴产品胚体表面是否存在未打蜡区域;
87.若是,则进行第二次打蜡,以得到新能源卫浴产品胚体。
88.在一具体实施例,在固体蜡对第一新能源卫浴产品胚体的初次打蜡过程中,可能会存在打蜡不均匀的情况,由驱动轴带动固体蜡移动在转角过程所转动速率过快以导致转角位置未打蜡,将初次打蜡后的第一新能源卫浴产品胚体静置干燥,干燥后进行光源折射效果检测,判断是否存在未打蜡区域,若是,则进行第二次打蜡,调整驱动轴的运转速率,将运转速率减慢,以进行更仔细的打蜡处理,对第一新能源卫浴产品胚体进行第二次打蜡,以得到新能源卫浴产品胚体。
89.在本实施例中,判断所述第一新能源卫浴产品胚体表面是否存在未打蜡区域的步骤中,包括:
90.判断所述第一新能源卫浴产品胚体表面各处所接收的光源强度数据是否相等;
91.若存在数据不相等的区域,则判定为未打蜡区域。
92.在一具体实施例,在第一新能源卫浴产品胚体表面各处接收光源采用的方法是预设发射模块用于发射检测光线,检测光线通过透明衬底向待测液体入射,其中,部分检测光线在透明衬底和待测液体的接触界面发生全反射,并形成反射光线,预设接收模块用于接收反射光线,对接收到的反射光线运用预设的光传感器计算光线强度信息,光源强度信息中包括有光源强度数据,判断第一新能源卫浴产品胚体表面各处所接收到的光源强度数据是否相等,当存在不相等的区域,则判定为未打蜡区域。
93.在本实施例中,烧制窑包括:输送滑轨及加热装置,所述输送滑轨置于所述烧制窑底部,所述将所述新能源卫浴产品胚体进行烧制,以完成所述新能源卫浴产品的制造的步骤中,包括:
94.通过所述输送滑轨将所述新能源卫浴产品胚体送入烧制窑内的指定位置;
95.通过所述加热装置对所述烧制窑内部进行加热,以进行所述新能源卫浴产品胚体的烧制。
96.在一具体实施例,在烧制窑中设有输送滑轨,在新能源卫浴产品胚体进入烧制窑后,输送滑轨的滑轨会对新能源卫浴产品胚体进行移动,将新能源卫浴产品胚体移动至烧制窑中的指定位置,即烧制窑内用于固定新能源卫浴产品胚体的位置,以使得在烧制过程
中,新能源卫浴产品胚体完全固定便于烧制,在处于固定状态后,烧制窑中的加热装置进行温度提升,设定加热时间为3h-4h,在完成加热后,烧制窑会进行降温,降至室温后取出新能源卫浴产品,完成制造。
97.在本实施例中,通过所述清洁真空泵头清除所述新能源卫浴产品表面的油污、尘垢、污染物、铁锈和氧化皮的步骤中,包括:
98.通过所述第二连接轨将所述新能源卫浴产品移动至所述清洁真空泵头下方;
99.所述清洁真空泵头进行清洁物质的喷发,对所述新能源卫浴产品进行清洁,其中,所述清洁物质指烷基苯磺酸钠溶液及三乙醇胺溶液。
100.在一具体实施例,对烧制后的新能源卫浴产品,需要对表面进行清洁,以达到新能源卫浴产品表面不存留污渍的效果,在烧制窑完成烧制过程后,第二连接轨将新能源卫浴产品进行移动至清洁真空泵头下方,以使得清洁真空泵头开始对新能源卫浴产品进行清洁,其中在制造设备中运用到清洁真空泵头,清洁真空泵头内部预存烷基苯磺酸钠溶液(浓度为2.5%)及三乙醇胺溶液(浓度为15%),两者混合液通过清洁真空泵头所喷发至新能源卫浴产品表面,对表面的油污、尘垢、污染物、铁锈和氧化皮进行清洁。
101.综上所述,本发明提出的一种新能源卫浴产品成型制造方法,突破了传统的卫浴产品制造,采用了新能源制造粉质材料,使得所制造的新能源卫浴产品的组成结构致密化、均匀化,改善卫浴产品的性能,提高其使用可靠性,本发明中所呈现的成型制造方法,采用了一种成型模具,使得新能源卫浴产品形态更加稳定。
102.当然,本发明还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1