一种大型螺杆衬胶后的脱模装置及其脱模方法与流程
1.本发明属于大型螺杆衬胶后的脱模技术领域,具体是涉及一种大型螺杆衬胶后的脱模装置及其脱模方法。
背景技术:
2.双螺杆泵是一种容积泵,是由一对旋向不同的左右旋螺杆与密封衬套内壁配合,在螺杆旋转过程中逐渐建立密封腔,并随着螺杆运转密封腔连续从泵的吸入端沿轴向推移至排出端,将密封在密封腔中的介质不断排出。螺杆泵具有输送介质平稳、推出介质低紊流性、压力脉动微弱、机械振动小、噪音低等诸多优点。衬胶螺杆的制造是将金属骨架放入衬胶成型模具内,再将硫化后的橡胶注入衬胶成型模具内,定型后形成衬胶螺杆。
3.一般规格衬胶螺杆在成型后通过普通脱模设备即可顺利脱模,然而对于体型较大的衬胶螺杆就很难从模具内脱模,列如尺寸为螺杆外径最大到490mm左右,模具直径800mm左右,大型的衬胶螺杆由于衬胶的外表面与模具成型腔之间产生较大的摩擦,如果硬从模具内脱离会造成衬胶损伤,导致产品不合格。
技术实现要素:
4.本发明主要是解决上述现有技术所存在的技术问题,提供一种大型螺杆衬胶后的脱模装置及其脱模方法。
5.本发明的上述技术问题主要是通过下述技术方案得以解决的:一种大型螺杆衬胶后的脱模装置,包括机架底板和机架顶板,所述机架底板和机架顶板均为平置设置,所述机架底板的四角处均竖直向上设有边支撑梁,所述机架顶板设置于四根所述边支撑梁的顶部,位于前侧的两根边支撑梁中部的内侧之间固定连接设有前支梁,位于后侧的两根边支撑梁中部的内侧之间固定连接设有后支梁,所述前支梁与后支梁之间为同一水平高度设置,所述机架底板中部靠左的上侧设有工装台,所述工装台中部的上侧设有脱模夹,所述机架底板右端部的上表面设有电机安装台,所述电机安装台右端部的上表面设有脱模电机,所述前支梁与后支梁之间的上侧设有移动行车,所述移动行车底部的前侧和后侧均设有移动轮,所述移动行车前侧的移动轮设于前支梁的上表面,所述移动行车后侧的移动轮设于后支梁的上表面,所述移动行车中部的上表面设有第一液压缸,所述第一液压缸的伸缩杆延伸至位于前支梁与后支梁之间的下方,所述第一液压缸伸缩杆的下端部水平设有顶压板,所述机架底板、机架顶板、边支撑梁、前支梁和后支梁的梁体上均固定设有v形加强筋;
6.所述脱模夹包括底模夹和顶模夹,所述底模夹与顶模夹的内侧为夹模腔,夹模腔用于定位与夹持,所述底模夹的下侧面固定于工装台的中部,所述顶模夹的上表面与顶压板之间连接;
7.所述电机安装台左端部的上表面设有行星减速机,所述行星减速机的输入端与脱模电机的输出轴连接,所述电机安装台的左端部内设有第三液压缸,所述行星减速机的上方设有第四液压缸,所述第四液压缸通连接架固定于前支梁与后支梁之间的下方。
8.作为优选,所述前支梁与后支梁之间的右端部上固定设有液压缸安装台,所述液压缸安装台的上侧固定设有第二液压缸,所述移动行车的四角处均向上竖直设有支撑杆,四根所述支撑杆的上端部之间连接设有加强梁,四根所述支撑杆的上端面与机架顶板的下表面均留有相等的空隙,所述第二液压缸伸缩杆的左端部与移动行车右侧的支撑杆之间为上下滑动连接。
9.作为优选,所述脱模夹与行星减速机之间从左到右依次设有主顶轴、万向节和传动杆,所述主顶轴、万向节和传动杆之间为水平同轴设置,所述主顶轴与传动杆之间通过万向节连接,所述主顶轴左端端面的中心内开设有方槽,位于方槽的底侧且于所述主顶轴上贯穿有插销孔,所述主顶轴左端的端面上套设有软金属盖,所述软金属盖的中部开设有开口,且该开口与方槽大小位置相对应,所述传动杆远离主顶轴一端的轴心开设有滑孔,所述滑孔内滑动连接设有滑轴,所述滑轴轴杆上固定设有平键销,所述滑孔的内壁上开设有销槽,所述平键销的外侧滑动设于销槽内,所述滑轴远离传动杆的一端与行星减速机的输出端连接。
10.作为优选,所述传动杆中部的两侧均套设有稳定滑套,两个所述稳定滑套滑动设于传动杆上,所述传动杆的右端部上固定套设有固定环,位于固定环的右侧且于所述传动杆上活动套设有活动环,所述活动环的上下两侧均固定连接有推杆,位于活动环下侧的所述推杆的下端部与第三液压缸的伸缩推杆连接,位于活动环上侧的所述推杆的上端部与第四液压缸的伸缩推杆连接,两个所述固定环的上侧均竖直固定设有连接杆,所述两根连接杆之间设有加强杆;
11.所述前支梁的中部与后支梁的中部之间的下侧固定设有顶板,所述顶板的下侧水平设有滑杆,所述滑杆的两端分别固定于顶板左右两端的下侧,所述滑杆的右端部设有滑板,所述滑板滑动设于滑杆上,所述滑板的上表面与顶板的下表面之间为滑动连接,位于滑板的左侧且于所述滑杆的中部设有滑筒,所述滑筒滑动设于滑杆上,所述滑筒与滑板之间的滑杆上套设有支撑弹簧,所述支撑弹簧的左端固定于滑筒的右端,所述支撑弹簧的右端固定于滑板的左端,两根所述连接杆的上端固定于滑板的下表面上,位于左侧的所述连接杆上端部的左侧水平固定连接设有横置的顶杆。
12.作为优选,所述脱模夹的左侧水平设置有副顶轴,所述副顶轴与主顶轴之间为水平同轴设置,所述副顶轴的右端部与主顶轴的左端部结构相同,所述副顶轴的右端部上设有左矫正装置,所述主顶轴的左端部上设有右矫正装置,所述左矫正装置和右矫正装置的结构相同,所述副顶轴的左端部上设有左支撑装置,所述主顶轴的右端部上设有右支撑装置;
13.所述右矫正装置包括圆环主体和内定位环,所述圆环主体的内圈面上均布嵌设有若干矫正液压缸,所述内定位环的外圈面与圆环主体的内圈面之间通过若干连接件固定连接,若干所述矫正液压缸的伸缩杆均滑动贯穿于内定位环的内侧,位于内定位环的内侧且于所述矫正液压缸伸缩杆的端部设有弧形支撑板;
14.所述左支撑装置的左方设有稳定架,所述稳定架的底部滑动连接设于工装台的上表面,所述稳定架的上方设有稳定架滑板,所述稳定架滑板固定于前支梁与后支梁之间的下侧,所述稳定架的上端滑动连接于稳定架滑板的下表面上,所述稳定架上端部的右侧固定连接有悬架,所述副顶轴的左端面活动顶靠于稳定架的右侧面;
15.所述右矫正装置的圆环主体的外圈面上连接设有四根固定柱,四根所述固定柱中的两根的外端部分别固定于前支梁和后支梁的下侧,四根所述固定柱中的剩余两根分别固定于机架底板的前后两侧;
16.所述左矫正装置的圆环主体的下端滑动连接于工装台的上表面,所述左矫正装置的圆环主体的上端与悬架的下表面固定连接;
17.所述左支撑装置包括支撑圆环和弹性支撑件,所述弹性支撑件的数量为三个,所述弹性支撑件包括活塞套筒、活塞杆和弧形活动板,所述活塞杆滑动设于活塞套筒内,所述弧形活动板固定于活塞杆外端上,所述活塞杆上套设有施压弹簧,所述弧形活动板的内凹弧面上转动设有若干滚轮,三个所述弹性支撑件的活塞套筒均均布环形固定于支撑圆环的内圈面上,所述左支撑装置与右支撑装置的结构相同,所述左支撑装置的支撑圆环的下端滑动连接于工装台的上表面,所述左支撑装置的支撑圆环的上端与悬架的下表面固定连接,所述右支撑装置的支撑圆环的上端与滑筒之间固定连接有固定杆,所述右支撑装置的支撑圆环的下端通过滑动件滑动连接于工装台的上表面。
18.作为优选,所述弧形支撑板的内凹弧面上开设有导油槽,所述导油槽呈蛇形弯曲设置,所述导油槽的内侧设有若干导油孔,所述弧形支撑板上连接设有一根导油管,所述导油管均与若干导油孔之间连通。
19.作为优选,所述矫正液压缸的数量为八件,八件所述矫正液压缸的编号分别为a号、b号、c号、d号、e号、f号、g号、h号,其中a号-矫正液压缸与e号-矫正液压缸相对设置、b号-矫正液压缸与f号-矫正液压缸相对设置、c号-矫正液压缸与g号-矫正液压缸相对设置、d号-矫正液压缸与h号-矫正液压缸相对设置。
20.一种大型螺杆衬胶后的脱模装置的脱模方法,其特征在于脱模方法为:
21.第一步准备阶段,将待脱模的已有大型螺杆模具横向放置于底模夹上,第二液压缸控制移动行车移动至底模夹上的正上方,控制第一液压缸推动顶模夹向下施压,在向下施压的同时第一液压缸由于施压力会将移动行车向上顶起,顶起后四根支撑杆的顶部会支撑于机架顶板的下表面,使第一液压缸能够牢牢推动顶模夹,使大型螺杆模具得到固定,大型螺杆模具固定好后,将主顶轴的左端部与大型螺杆模具内的螺杆轴对接固定,将副顶轴的右端部与大型螺杆模具内的螺杆轴对接固定,将第三液压缸和第四液压缸的伸缩杆收缩,使两个推杆带动活动环移动至最右侧位置,传动杆也位于滑轴上的最右端,右支撑装置位于主顶轴的右端部;
22.第二步脱模阶段,启动脱模电机转动,脱模电机带动行星减速机,行星减速机的最终输出转速为转/分,行星减速机带动滑轴转动,滑轴转动的同时,第三液压缸和第四液压缸同步推动活动环,活动环推动固定环,稳定滑套同步跟随移动,传动杆在转动的同时向左侧同步移动,此时万向节、主顶轴、大型螺杆模具内的螺杆轴和副顶轴同步移动和转动,脱模开始,通过第三液压缸和第四液压缸缓慢的将固定环向左推动,传动杆顶着万向节、主顶轴向左移动旋转并带动大型螺杆模具内的螺杆轴,此时左矫正装置和右矫正装置开始同步运行,左矫正装置的a号-矫正液压缸开始将弧形支撑板向主顶轴方向推动,同时,右矫正装置的e号-矫正液压缸开始将弧形支撑板向副顶轴方向推动,然后左矫正装置的b号-矫正液压缸运行则右矫正装置的f号-矫正液压缸运行,左矫正装置的c号-矫正液压缸运行则右矫正装置的g号-矫正液压缸运行,左矫正装置的d号-矫正液压缸运行则右矫正装置的h号-矫
正液压缸运行,通过左矫正装置与右矫正装置上的矫正液压缸对向运行使大型螺杆模具内的螺杆轴做翘杆式的倾斜动作,助于脱模,当左矫正装置与右矫正装置运行的同时左支撑装置和右支撑装置分别起到对主顶轴和副顶轴稳定支撑的作用,通过脱模电机、第三液压缸和第四液压缸的持续性进给,使大型螺杆模具内的螺杆轴从大型螺杆模具内向左侧脱模。
23.应用于本发明脱模的一种大型螺杆模具61以及衬胶螺杆62,将螺杆放置于大型螺杆模具61内,通过现有压铸机将塑胶注入模具内,因模具的内腔为螺旋成型腔,因此待塑胶成型冷却后就固定在螺杆上,形成衬胶螺杆62,形成后就要将其脱模,由于大型衬胶螺杆脱模时塑胶与模具内腔之间产生巨大的摩擦力,导致脱模困难,且容易伤到螺杆外的塑胶。
24.本发明具有的有益效果:
25.1、左矫正装置和右矫正装置来实现螺杆轴的规律摆动,摆动的待脱模衬胶螺杆会旋转翘动,通过以此的方式来解决难出模的问题,保证脱模后产品的质量,左矫正装置和右矫正装置实现达到均施压脱摸的目的,而左支撑装置起到对副顶轴左端部的支撑,右支撑装置起到对主顶轴的支撑,实现副顶轴和主顶轴能够正常旋转移动,避免过大的倾斜;
26.2、主顶轴的作用是将大型螺杆模具内的螺杆轴向左侧推顶,而副顶轴的作用是将大型螺杆模具内的螺杆轴从大型螺杆模具的左侧出来后起到撑托的目的,避免衬胶螺杆的左端部在出模具时遭到磨损挤压变形;
27.3、通过滑轴带动传动杆,实现即旋转又移动进给的效果,顶杆能够推动右支撑装置,主顶轴向左侧移动后,通过顶杆推动右支撑装置同步向左侧移动,实现右支撑装置始终在主顶轴的轴体上支撑的效果;
28.4、施压弹簧对弧形活动板的施压使其向支撑圆环的圆心处支撑,通过活塞套筒、活塞杆、弧形活动板和施压弹簧的配合设置,实现将主顶轴的右端部和副顶轴的左端部弹性支撑起来的效果,滚轮使主顶轴和副顶轴能够保持转动的效果;
29.5、导油管的外端部连接现有的供油泵,通过导油管将润滑油输送至导油孔,润滑油在导油槽内填满,实现起到对弧形支撑板的内凹弧面与轴体之间的润滑作用;
30.6、软金属盖采用铜质,软金属盖起到缓冲的目的,保护主顶轴的左端面,实现提升主顶轴左端面的使用寿命。
附图说明
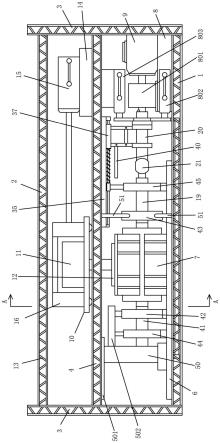
31.图1是本发明的一种前视结构示意图;
32.图2是图1中a向的一种截面结构示意图;
33.图3是本发明主顶轴左端的一种侧视结构示意图;
34.图4是本发明主顶轴左端端面的一种结构示意图;
35.图5是本发明传动杆与滑轴之间连接的一种结构示意图;
36.图6是本发明滑杆、滑板、滑筒连接的一种结构示意图;
37.图7是本发明副顶轴右端的一种侧视结构示意图;
38.图8是本发明右矫正装置的一种结构示意图;
39.图9是本发明弧形支撑板内端面的一种结构示意图;
40.图10是本发明弧形支撑板的一种侧视结构示意图;
41.图11是本发明右支撑装置的一种结构示意图;
42.图12是现有大型螺杆模具以及衬胶螺杆的一种结构示意图。
43.图中:1、机架底板;2、机架顶板;3、边支撑梁;4、前支梁;5、后支梁;6、工装台;7、脱模夹;701、底模夹;702、顶模夹;8、电机安装台;801、行星减速机;802、第三液压缸;803、第四液压缸;9、脱模电机;10、移动行车;11、第一液压缸;12、顶压板;13、v形加强筋;14、液压缸安装台;15、第二液压缸;16、支撑杆;19、主顶轴;20、传动杆20;21、万向节;22、方槽;23、插销孔;24、软金属盖;25、滑孔;26、滑轴;27、平键销;28、销槽;29、稳定滑套;30、固定环;31、活动环;32、推杆;33、连接杆;34、加强杆;35、顶板;36、滑杆;37、滑板;38、滑筒;39、支撑弹簧;40、顶杆;41、副顶轴;42、左矫正装置;43、右矫正装置;44、左支撑装置;45、右支撑装置;46、圆环主体;47、内定位环;48、矫正液压缸;49、弧形支撑板;50、稳定架;501、稳定架滑板;502、悬架;51、固定柱;52、支撑圆环;521、固定杆;53、活塞套筒;54、活塞杆;55、弧形活动板;56、施压弹簧;57、滚轮;58、导油槽;59、导油孔;60、导油管;61、大型螺杆模具;62、衬胶螺杆;63、凸块;64、内销孔。
具体实施方式
44.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
45.实施例:一种大型螺杆衬胶后的脱模装置及其脱模方法,如图1-图12所示,包括机架底板1和机架顶板2,所述机架底板1和机架顶板2均为平置设置,所述机架底板1的四角处均竖直向上设有边支撑梁3,所述机架顶板2设置于四根所述边支撑梁3的顶部,位于前侧的两根边支撑梁3中部的内侧之间固定连接设有前支梁4,位于后侧的两根边支撑梁3中部的内侧之间固定连接设有后支梁5,所述前支梁4与后支梁5之间为同一水平高度设置,所述机架底板1中部靠左的上侧设有工装台6,所述工装台6中部的上侧设有脱模夹7,所述机架底板1右端部的上表面设有电机安装台8,所述电机安装台8右端部的上表面设有脱模电机9,所述前支梁4与后支梁5之间的上侧设有移动行车10,所述移动行车10底部的前侧和后侧均设有移动轮,所述移动行车10前侧的移动轮设于前支梁4的上表面,所述移动行车10后侧的移动轮设于后支梁5的上表面,所述移动行车10中部的上表面设有第一液压缸11,所述第一液压缸11的伸缩杆延伸至位于前支梁4与后支梁5之间的下方,所述第一液压缸11伸缩杆的下端部水平设有顶压板12,第一液压缸11能够将顶模夹702向上抬升,所述机架底板1、机架顶板2、边支撑梁3、前支梁4和后支梁5的梁体上均固定设有v形加强筋13,v形加强筋13起到提升机架底板1、机架顶板2、边支撑梁3、前支梁4和后支梁5整体的强度;
46.所述脱模夹7包括底模夹701和顶模夹702,所述底模夹701与顶模夹702的内侧为夹模腔,底模夹701与顶模夹702之间形成的夹模腔呈六边形,夹模腔用于定位和夹持大型螺杆模具,所述底模夹701的下侧面固定于工装台6的中部,所述顶模夹702的上表面与顶压板12之间连接;
47.所述电机安装台8左端部的上表面设有行星减速机801,通过行星减速机801将脱模电机输出的转数降低,避免转速过高影响脱模,所述行星减速机801的输入端与脱模电机9的输出轴连接,所述电机安装台8的左端部内设有第三液压缸802,所述行星减速机801的上方设有第四液压缸803,所述第四液压缸803通连接架固定于前支梁4与后支梁5之间的下方。
48.所述前支梁4与后支梁5之间的右端部上固定设有液压缸安装台14,所述液压缸安装台14的上侧固定设有第二液压缸15,所述移动行车10的四角处均向上竖直设有支撑杆16,四根所述支撑杆16的上端部之间连接设有加强梁,四根所述支撑杆16的上端面与机架顶板2的下表面均留有相等的空隙,空隙使移动行车10能够移动,所述第二液压缸15伸缩杆的左端部与移动行车10右侧的支撑杆16之间为上下滑动连接,通过第二液压缸15的伸缩使移动行车10能够左右调整移动;
49.所述脱模夹7与行星减速机801之间从左到右依次设有主顶轴19、万向节21和传动杆20,所述主顶轴19、万向节21和传动杆20之间为水平同轴设置,所述主顶轴19与传动杆20之间通过万向节21连接,由于主顶轴19在脱模时会搅动通过万向节21的设置使传动杆20保持稳定,所述主顶轴19左端端面的中心内开设有方槽22,位于方槽22的底侧且于所述主顶轴19上贯穿有插销孔23,所述主顶轴19左端的端面上套设有软金属盖24,软金属盖24采用铜质,软金属盖24起到缓冲的目的,保护主顶轴19的左端面,实现提升主顶轴19左端面的使用寿命,所述软金属盖24的中部开设有开口,且该开口与方槽22大小位置相对应,所述传动杆20远离主顶轴19一端的轴心开设有滑孔25,所述滑孔25内滑动连接设有滑轴26,所述滑轴26轴杆上固定设有平键销27,所述滑孔25的内壁上开设有销槽28,所述平键销27的外侧滑动设于销槽28内,所述滑轴26远离传动杆20的一端与行星减速机801的输出端连接,通过将现有衬胶螺杆61的两端均设置有临时的凸块63,临时的凸块63在衬胶螺杆61脱模后可以通过机械设备加工去除,凸块63上开设有内销孔64,将凸块63插入于方槽22内,实现主顶轴19能够带动衬胶螺杆61转动,在插销孔23和内销孔64中插入销轴,实现连接稳固的效果,不会脱落。
50.所述传动杆20中部的两侧均套设有稳定滑套29,两个所述稳定滑套29滑动设于传动杆20上,所述传动杆20的右端部上固定套设有固定环30,位于固定环30的右侧且于所述传动杆20上活动套设有活动环31,所述活动环31的上下两侧均固定连接有推杆32,位于活动环31下侧的所述推杆31的下端部与第三液压缸802的伸缩推杆连接,位于活动环31上侧的所述推杆31的上端部与第四液压缸803的伸缩推杆连接,两个所述固定环30的上侧均竖直固定设有连接杆33,所述两根连接杆之间设有加强杆34,两个稳定滑套29能够使传动杆20稳定的移动,通过活动环31推动固定环30,使传动杆20能够向左方移动;
51.所述前支梁4的中部与后支梁5的中部之间的下侧固定设有顶板35,所述顶板35的下侧水平设有滑杆36,所述滑杆36的两端分别固定于顶板35左右两端的下侧,所述滑杆36的右端部设有滑板37,所述滑板37滑动设于滑杆36上,所述滑板37的上表面与顶板35的下表面之间为滑动连接,位于滑板37的左侧且于所述滑杆36的中部设有滑筒38,所述滑筒38滑动设于滑杆36上,所述滑筒38与滑板37之间的滑杆36上套设有支撑弹簧39,所述支撑弹簧39的左端固定于滑筒38的右端,所述支撑弹簧39的右端固定于滑板37的左端,两根所述连接杆33的上端固定于滑板37的下表面上,位于左侧的所述连接杆33上端部的左侧水平固定连接设有横置的顶杆40,当活动环31推动固定环30,使传动杆20能够向左方移动后,两个稳定滑套29同时向左侧跟随移动,因此连接杆33带动滑板37向左侧移动,由于脱模时滑板37移动至左侧,脱模完成后则需要复位,通过将传动杆20、稳定滑套29、传动杆20复位至原始起点,复位的同时支撑弹簧39向右侧拉动滑筒38,使滑筒38带动右支撑装置45复位时起到辅助拉动的作用。
52.所述脱模夹7的左侧水平设置有副顶轴41,所述副顶轴41与主顶轴19之间为水平同轴设置,主顶轴19的作用是将大型螺杆模具内的螺杆轴向左侧推顶,而副顶轴41的作用是将大型螺杆模具内的螺杆轴从大型螺杆模具的左侧出来后起到撑托的目的,避免衬胶螺杆61的左端部在出模具时遭到磨损挤压变形,所述副顶轴41的右端部与主顶轴19的左端部结构相同,所述副顶轴41的右端部上设有左矫正装置42,所述主顶轴19的左端部上设有右矫正装置43,所述左矫正装置42和右矫正装置43的结构相同,所述副顶轴41的左端部上设有左支撑装置44,所述主顶轴19的右端部上设有右支撑装置45,由于主顶轴19缓慢向左侧旋转移动,大型螺杆模具内的螺杆轴则需要通过左矫正装置42和右矫正装置43来实现螺杆轴的规律摆动,实现达到均施压脱摸的目的,而左支撑装置44起到对副顶轴41左端部的支撑,右支撑装置45起到对主顶轴19的支撑,实现副顶轴41和主顶轴19能够正常旋转移动,避免过大的倾斜;
53.所述右矫正装置43包括圆环主体46和内定位环47,所述圆环主体46的内圈面上均布嵌设有若干矫正液压缸48,若干的矫正液压缸48通过现有液压站连接控制,所述内定位环47的外圈面与圆环主体46的内圈面之间通过若干连接件固定连接,若干所述矫正液压缸48的伸缩杆均滑动贯穿于内定位环47的内侧,位于内定位环47的内侧且于所述矫正液压缸48伸缩杆的端部设有弧形支撑板49,内定位环47起到对若干矫正液压缸48的伸缩杆伸出后对其稳定作用,弧形支撑板49的弧形设计能够滑动贴合轴面,起到更好的支撑接触,通过若干的矫正液压缸48,实现对主顶轴19和副顶轴41不同方向的施压,使其小幅度有规律性的摆动,提升脱模效果;
54.所述左支撑装置44的左方设有稳定架50,所述稳定架50的底部滑动连接设于工装台6的上表面,所述稳定架50的上方设有稳定架滑板501,所述稳定架滑板501固定于前支梁4与后支梁5之间的下侧,所述稳定架50的上端滑动连接于稳定架滑板501的下表面上,所述稳定架50上端部的右侧固定连接有悬架502,所述副顶轴41的左端面活动顶靠于稳定架50的右侧面,所述左矫正装置42的圆环主体46的下端滑动连接于工装台6的上表面,所述左矫正装置42的圆环主体46的上端与悬架502的下表面固定连接,当副顶轴41向左侧移动后其左端推动稳定架50向左侧移动,通过悬架502拉动左矫正装置42和左支撑装置44,使左矫正装置42和左支撑装置44始终保持在副顶轴41上的原始位置,实现平稳副顶轴41的效果;
55.所述右矫正装置43的圆环主体46的外圈面上连接设有四根固定柱51,四根所述固定柱51中的两根的外端部分别固定于前支梁4和后支梁5的下侧,四根所述固定柱51中的剩余两根分别固定于机架底板1的前后两侧,通过四根固定柱51使右矫正装置43保持固定;
56.所述左支撑装置44包括支撑圆环52和弹性支撑件,所述弹性支撑件的数量为三个,所述弹性支撑件包括活塞套筒53、活塞杆54和弧形活动板55,所述活塞杆54滑动设于活塞套筒53内,所述弧形活动板55固定于活塞杆54外端上,所述活塞杆54上套设有施压弹簧56,所述弧形活动板55的内凹弧面上转动设有若干滚轮57,三个所述弹性支撑件的活塞套筒53均均布环形固定于支撑圆环52的内圈面上,所述左支撑装置44与右支撑装置45的结构相同,所述左支撑装置44的支撑圆环52的下端滑动连接于工装台6的上表面,所述左支撑装置44的支撑圆环52的上端与悬架502的下表面固定连接,所述右支撑装置45的支撑圆环52的上端与滑筒38之间固定连接有固定杆521,所述右支撑装置45的支撑圆环52的下端通过滑动件滑动连接于工装台6的上表面,施压弹簧56对弧形活动板55的施压使其向支撑圆环
52的圆心处支撑,通过活塞套筒53、活塞杆54、弧形活动板55和施压弹簧56的配合设置,实现将主顶轴19的右端部和副顶轴41的左端部弹性支撑起来的效果,滚轮57使主顶轴19和副顶轴41能够保持转动。
57.所述弧形支撑板49的内凹弧面上开设有导油槽58,所述导油槽58呈蛇形弯曲设置,所述导油槽58的内侧设有若干导油孔59,所述弧形支撑板49上连接设有一根导油管60,所述导油管60均与若干导油孔59之间连通,导油管60的外端部连接现有的供油泵,通过导油管60将润滑油输送至导油孔59,润滑油在导油槽58内填满,实现起到对弧形支撑板49的内凹弧面与轴体之间的润滑作用。
58.所述矫正液压缸48的数量为八件,八件所述矫正液压缸48的编号分别为a号、b号、c号、d号、e号、f号、g号、h号,其中a号-矫正液压缸48与e号-矫正液压缸48相对设置、b号-矫正液压缸48与f号-矫正液压缸48相对设置、c号-矫正液压缸48与g号-矫正液压缸48相对设置、d号-矫正液压缸48与h号-矫正液压缸48相对设置,通过该八件矫正液压缸48的配合工作能够使主顶轴19和副顶轴41得到均匀的翘动。
59.一种大型螺杆衬胶后的脱模装置的脱模方法,
60.脱模方法为:
61.第一步准备阶段,将待脱模的已有大型螺杆模具横向放置于底模夹701上,第二液压缸15控制移动行车10移动至底模夹701上的正上方,控制第一液压缸11推动顶模夹702向下施压,在向下施压的同时第一液压缸11由于施压力会将移动行车10向上顶起,顶起后四根支撑杆16的顶部会支撑于机架顶板2的下表面,使第一液压缸11能够牢牢推动顶模夹702,使大型螺杆模具得到固定,大型螺杆模具固定好后,将主顶轴19的左端部与大型螺杆模具内的螺杆轴对接固定,将副顶轴41的右端部与大型螺杆模具内的螺杆轴对接固定,将第三液压缸802和第四液压缸803的伸缩杆收缩,使两个推杆32带动活动环31移动至最右侧位置,传动杆20也位于滑轴26上的最右端,右支撑装置45位于主顶轴19的右端部;
62.第二步脱模阶段,启动脱模电机9转动,脱模电机9带动行星减速机801,行星减速机801的最终输出转速为2转/分,行星减速机801带动滑轴26转动,滑轴26转动的同时,第三液压缸802和第四液压缸803同步推动活动环31,活动环31推动固定环30,稳定滑套29同步跟随移动,传动杆20在转动的同时向左侧同步移动,此时万向节21、主顶轴19、大型螺杆模具内的螺杆轴和副顶轴41同步移动和转动,脱模开始,通过第三液压缸802和第四液压缸803缓慢的将固定环30向左推动,传动杆20顶着万向节21、主顶轴19向左移动旋转并带动大型螺杆模具内的螺杆轴,此时左矫正装置42和右矫正装置43开始同步运行,左矫正装置42的a号-矫正液压缸48开始将弧形支撑板49向主顶轴19方向推动,同时,右矫正装置43的e号-矫正液压缸48开始将弧形支撑板49向副顶轴41方向推动,然后左矫正装置42的b号-矫正液压缸48运行则右矫正装置43的f号-矫正液压缸48运行,左矫正装置42的c号-矫正液压缸48运行则右矫正装置43的g号-矫正液压缸48运行,左矫正装置42的d号-矫正液压缸48运行则右矫正装置43的h号-矫正液压缸48运行,通过左矫正装置42与右矫正装置43上的矫正液压缸48对向运行使大型螺杆模具内的螺杆轴做翘杆式的倾斜动作,助于脱模,当左矫正装置42与右矫正装置43运行的同时左支撑装置44和右支撑装置45分别起到对主顶轴19和副顶轴41稳定支撑的作用,通过脱模电机9、第三液压缸802和第四液压缸803的持续性进给,使大型螺杆模具内的螺杆轴从大型螺杆模具内向左侧脱模。
63.最后,应当指出,以上实施例仅是本发明较有代表性的例子。显然,本发明不限于上述实施例,还可以有许多变形。凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均应认为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1