一种多流道的汽车配件注塑模具及其加工方法与流程
1.本发明涉及多流道的汽车配件注塑模具领域,特别涉及一种多流道的汽车配件注塑模具及其加工方法。
背景技术:
2.随着家庭经济改善,越来越多的家庭购买至少一辆汽车代步,庞大的汽车需求量需要汽车厂商增加产能,提高效率,而汽车厂商需要汽车零配件供应及时,汽车中大多数零配件都需要用到注塑工艺,优化注塑模具能够提高配件产能。
3.为了提高注塑的效率逐渐出现了多流道的汽车配件注塑模具,但是,现有技术中的多个流道多为弯曲不规则的,熔融物在流道中依靠自身重力流通的速度缓慢,进而对成型腔内部的缝隙填充的较为缓慢,仍然达不到高效率,并且现有的多流道模具冷却液较为缓慢,影响成型效率。
4.因此,提出一种多流道的汽车配件注塑模具及其加工方法来解决上述问题很有必要。
技术实现要素:
5.本发明的主要目的在于提供一种多流道的汽车配件注塑模具及其加工方法,可以有效解决背景技术中的问题。
6.为实现上述目的,本发明采取的技术方案为:
7.一种多流道的汽车配件注塑模具,包括底座,所述底座底部的两端对称固定连接有支撑腿,所述底座顶部的左右两端对称固定连接有侧板,两个所述侧板的顶部水平固定安装有顶板,所述顶板的正下方设置有上模,所述底座的正上方设置有下模,所述上模的顶部正中设置有浇注口,所述下模的顶部正中嵌设有成型腔,所述下模的左右两侧下端对称固定连接有固定板,所述固定板的顶部正中固定安装有振动电机,所述底座顶部左右两端的前后两侧均对称固定连接有第一导柱;
8.所述底座底部的左右两端对称固定安装有支撑气缸,所述支撑气缸顶部的输出轴上固定连接有支撑板,所述下模上端的左右两侧对称固定连接有第一端板,所述第一端板顶部的前后两端对称固定连接有安装板,同一侧的两个所述安装板的相对一侧上端对称开设有开槽;
9.两个所述侧板的相对一侧中部对称开设有凹槽,两个所述凹槽的内腔对称转动连接有丝杆,所述丝杆的顶部固定连接有第二斜齿轮,所述顶板的顶部贯通开设有通槽,所述通槽的内腔中部固定安装有双轴电机,所述双轴电机的左右两侧输出端对称安装有转动轴,两个所述转动轴的相远离一端对称固定连接有第一斜齿轮,两个所述凹槽的内腔对称滑动连接有升降板,两个所述升降板的相靠近一端对称固定连接有凹形架,两个所述凹形架的相靠近一端内侧对称固定连接有第二导柱,所述第二导柱的上下两端对称套设有弹性件;
10.所述上模上端的左右两端中部对称固定连接有连接板,所述上模下端的左右两端对称固定连接有第二端板,所述第二端板的前后两端对称开设有安装槽,所述第二端板的顶部正中固定安装有双轴气缸,所述双轴气缸的前后两侧输出轴上对称固定连接有固定销;
11.所述底座前方的一端设置有冷却液箱,所述冷却液箱的一侧下端固定连接有第三管道,所述第三管道远离冷却液箱的一端固定连接有泵体,所述泵体远离第三管道的一端固定连接有第二管道,所述冷却液箱顶部的一端固定连接有第一管道,所述下模的内侧设置有冷却腔,所述成型腔的外侧绕设有螺旋冷却管。
12.优选的,两个所述固定板分别与左右两侧的第一导柱滑动配合,所述支撑气缸的输出轴延伸至底座的顶部,并且输出轴与底座滑动配合,所述支撑板与下模的底部抵触配合。
13.优选的,所述转动轴远离双轴电机的一端与通槽内腔的末端壁体转动连接。
14.优选的,所述丝杆的上端延伸至通槽内腔的端部,所述第二斜齿轮与第一斜齿轮啮合。
15.优选的,两个所述升降板的相远离一端分别与两个丝杆螺纹连接。
16.优选的,两个所述连接板的相远离一端分别滑动连接于两个凹形架的内侧,并且两个连接板的相远离一端分别滑动连接于两个第二导柱的外部,所述弹性件位于连接板的顶部和底部,并且弹性件的两端分别与连接板的侧壁以及凹形架的内壁固定连接。
17.优选的,所述上模和下模对应,所述第一端板和第二端板对应且适配,所述安装板与安装槽插接配合。
18.优选的,所述固定销与开槽插接配合。
19.优选的,所述第一管道远离冷却液箱的一端延伸至冷却腔并与螺旋冷却管的出口连接,所述第二管道远离泵体的一端延伸至冷却腔的内腔并与螺旋冷却管的进口连接,所述冷却液箱中装有冷却液。
20.一种多流道的汽车配件的加工方法,它包括以下加工方法:
21.s1:首先启动双轴电机带动转动轴旋转,转动轴通过第一斜齿轮带动第二斜齿轮旋转,第二斜齿轮带动丝杆旋转,丝杆通过升降板带动凹形架向下位移,凹形架通过连接板带动上模向下位移;
22.s2:直至上模与下模合模,关闭双轴电机,此时安装板的上端会穿过安装槽延伸至第二端板的顶部,并且第二端板与第一端板贴合;
23.s3:然后启动双轴气缸,双轴气缸带动固定销插设进入开槽的内腔,进而上模和下模完成固定;
24.s4:然后启动两个支撑气缸带动支撑板向下位移,支撑板与下模分离,通过浇注口进行浇注,然后启动振动电机;
25.s5:在凹形架、第二导柱、弹性件的作用下振动电机通过固定板带动下模和冷却液箱震动,弹性件产生反向的作用力实现上模和下模组成的整体的上下活动,第一导柱进行导向,进而熔融液体在多流道内可快速的流动,进而可快速填充成型腔内部的空隙,提高了工作效率;
26.s6:浇筑完成后关闭振动电机,支撑气缸带动支撑板向上位移对下模进行支撑;
27.s7:然后启动泵体,泵体通过第三管道抽取冷却液箱中的冷却液,冷却液通过第二管道进入螺旋冷却管,冷却液在螺旋冷却管中流通后从第一管道进入冷却液箱中,以此循环,进而便于快速降温成型,提高了效率,冷却成型后双轴气缸带动固定销从开槽的内腔脱离,双轴电机经一系列传动带动上模上升,然后通过现有的常规脱模手段进行脱模。
28.有益效果
29.与现有技术相比,本发明提供了一种多流道的汽车配件注塑模具及其加工方法,具备以下有益效果:
30.1、该多流道的汽车配件注塑模具及其加工方法,通过启动双轴电机带动转动轴旋转,转动轴通过第一斜齿轮带动第二斜齿轮旋转,第二斜齿轮带动丝杆旋转,丝杆通过升降板带动凹形架向下位移,凹形架通过连接板带动上模向下位移,直至上模与下模合模,关闭双轴电机,此时安装板的上端会穿过安装槽延伸至第二端板的顶部,并且第二端板与第一端板贴合,然后启动双轴气缸,双轴气缸带动固定销插设进入开槽的内腔,进而上模和下模完成固定。
31.2、该多流道的汽车配件注塑模具及其加工方法,通过将上模和下模完成固定后,启动两个支撑气缸带动支撑板向下位移,支撑板与下模分离,通过浇注口进行浇注,然后启动振动电机,在凹形架、第二导柱、弹性件的作用下振动电机通过固定板带动下模和冷却液箱震动,弹性件产生反向的作用力实现上模和下模组成的整体的上下活动,第一导柱进行导向,进而熔融液体在多流道内可快速的流动,进而可快速填充成型腔内部的空隙,提高了工作效率。
32.3、该多流道的汽车配件注塑模具及其加工方法,通过在浇注时启动泵体,泵体通过第三管道抽取冷却液箱中的冷却液,冷却液通过第二管道进入螺旋冷却管,冷却液在螺旋冷却管中流通后从第一管道进入冷却液箱中,以此循环,进而便于快速降温成型,提高了效率。
附图说明
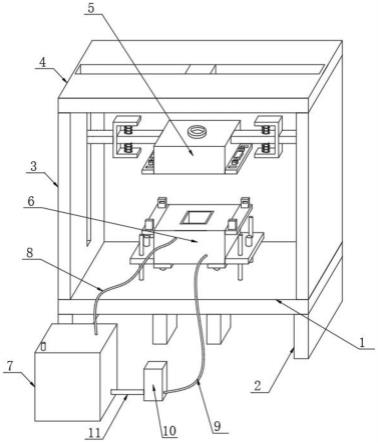
33.图1是本发明的结构示意图;
34.图2是本发明底座和下模的整体结构示意图;
35.图3是本发明上模的结构示意图;
36.图4是本发明侧板和顶板的正视剖面结构示意图;
37.图5是本发明下模的剖面结构示意图。
38.图中:1、底座;2、支撑腿;3、侧板;4、顶板;5、上模;6、下模;7、冷却液箱;8、第一管道;9、第二管道;10、泵体;11、第三管道;12、支撑气缸;13、支撑板;14、成型腔;15、固定板;16、第一导柱;17、振动电机;18、第一端板;19、安装板;20、开槽;21、浇注口;22、连接板;23、凹形架;24、升降板;25、第二导柱;26、弹性件;27、第二端板;28、安装槽;29、双轴气缸;30、固定销;31、凹槽;32、丝杆;33、通槽;34、双轴电机;35、转动轴;36、第一斜齿轮;37、第二斜齿轮;38、冷却腔;39、螺旋冷却管。
具体实施方式
39.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合
具体实施方式,进一步阐述本发明。
40.如图1-5所示,一种多流道的汽车配件注塑模具,包括底座1,底座1底部的两端对称固定连接有支撑腿2,底座1顶部的左右两端对称固定连接有侧板3,两个侧板3的顶部水平固定安装有顶板4,顶板4的正下方设置有上模5,底座1的正上方设置有下模6,上模5和下模6对应,上模5的顶部正中设置有浇注口21,下模6的顶部正中嵌设有成型腔14,下模6的左右两侧下端对称固定连接有固定板15,固定板15的顶部正中固定安装有振动电机17,底座1顶部左右两端的前后两侧均对称固定连接有第一导柱16,两个固定板15分别与左右两侧的第一导柱16滑动配合;
41.底座1底部的左右两端对称固定安装有支撑气缸12,支撑气缸12顶部的输出轴上固定连接有支撑板13,支撑气缸12的输出轴延伸至底座1的顶部,并且输出轴与底座1滑动配合,支撑板13与下模6的底部抵触配合,下模6上端的左右两侧对称固定连接有第一端板18,第一端板18顶部的前后两端对称固定连接有安装板19,同一侧的两个安装板19的相对一侧上端对称开设有开槽20;
42.两个侧板3的相对一侧中部对称开设有凹槽31,两个凹槽31的内腔对称转动连接有丝杆32,丝杆32的顶部固定连接有第二斜齿轮37,顶板4的顶部贯通开设有通槽33,通槽33的内腔中部固定安装有双轴电机34,双轴电机34的左右两侧输出端对称安装有转动轴35,转动轴35远离双轴电机34的一端与通槽33内腔的末端壁体转动连接,两个转动轴35的相远离一端对称固定连接有第一斜齿轮36,丝杆32的上端延伸至通槽33内腔的端部,第二斜齿轮37与第一斜齿轮36啮合,两个凹槽31的内腔对称滑动连接有升降板24,两个升降板24的相远离一端分别与两个丝杆32螺纹连接,两个升降板24的相靠近一端对称固定连接有凹形架23,两个凹形架23的相靠近一端内侧对称固定连接有第二导柱25;
43.上模5上端的左右两端中部对称固定连接有连接板22,两个连接板22的相远离一端分别滑动连接于两个凹形架23的内侧,并且两个连接板22的相远离一端分别滑动连接于两个第二导柱25的外部,第二导柱25的上下两端对称套设有弹性件26,弹性件26位于连接板22的顶部和底部,并且弹性件26的两端分别与连接板22的侧壁以及凹形架23的内壁固定连接,上模5下端的左右两端对称固定连接有第二端板27,第一端板18和第二端板27对应且适配,第二端板27的前后两端对称开设有安装槽28,安装板19与安装槽28插接配合,第二端板27的顶部正中固定安装有双轴气缸29,双轴气缸29的前后两侧输出轴上对称固定连接有固定销30,固定销30与开槽20插接配合;
44.底座1前方的一端设置有冷却液箱7,冷却液箱7的一侧下端固定连接有第三管道11,第三管道11远离冷却液箱7的一端固定连接有泵体10,泵体10远离第三管道11的一端固定连接有第二管道9,冷却液箱7顶部的一端固定连接有第一管道8,下模6的内侧设置有冷却腔38,成型腔14的外侧绕设有螺旋冷却管39,第一管道8远离冷却液箱7的一端延伸至冷却腔38并与螺旋冷却管39的出口连接,第二管道9远离泵体10的一端延伸至冷却腔38的内腔并与螺旋冷却管39的进口连接,冷却液箱7中装有冷却液。
45.一种多流道的汽车配件的加工方法,它包括以下加工方法:
46.s1:首先启动双轴电机34带动转动轴35旋转,转动轴35通过第一斜齿轮36带动第二斜齿轮37旋转,第二斜齿轮37带动丝杆32旋转,丝杆32通过升降板24带动凹形架23向下位移,凹形架23通过连接板22带动上模5向下位移;
47.s2:直至上模5与下模6合模,关闭双轴电机34,此时安装板19的上端会穿过安装槽28延伸至第二端板27的顶部,并且第二端板27与第一端板18贴合;
48.s3:然后启动双轴气缸29,双轴气缸29带动固定销30插设进入开槽20的内腔,进而上模5和下模6完成固定;
49.s4:然后启动两个支撑气缸12带动支撑板13向下位移,支撑板13与下模6分离,通过浇注口21进行浇注,然后启动振动电机17;
50.s5:在凹形架23、第二导柱25、弹性件26的作用下振动电机17通过固定板15带动下模6和冷却液箱7震动,弹性件26产生反向的作用力实现上模5和下模6组成的整体的上下活动,第一导柱16进行导向,进而熔融液体在多流道内可快速的流动,进而可快速填充成型腔14内部的空隙,提高了工作效率;
51.s6:浇筑完成后关闭振动电机17,支撑气缸12带动支撑板13向上位移对下模6进行支撑;
52.s7:然后启动泵体10,泵体10通过第三管道11抽取冷却液箱7中的冷却液,冷却液通过第二管道9进入螺旋冷却管39,冷却液在螺旋冷却管39中流通后从第一管道8进入冷却液箱7中,以此循环,进而便于快速降温成型,提高了效率,冷却成型后双轴气缸29带动固定销30从开槽20的内腔脱离,双轴电机34经一系列传动带动上模5上升,然后通过现有的常规脱模手段进行脱模。
53.需要说明的是,本发明为一种多流道的汽车配件注塑模具及其加工方法,使用时首先启动双轴电机34带动转动轴35旋转,转动轴35通过第一斜齿轮36带动第二斜齿轮37旋转,第二斜齿轮37带动丝杆32旋转,丝杆32通过升降板24带动凹形架23向下位移,凹形架23通过连接板22带动上模5向下位移,直至上模5与下模6合模,关闭双轴电机34,此时安装板19的上端会穿过安装槽28延伸至第二端板27的顶部,并且第二端板27与第一端板18贴合,然后启动双轴气缸29,双轴气缸29带动固定销30插设进入开槽20的内腔,进而上模5和下模6完成固定,然后启动两个支撑气缸12带动支撑板13向下位移,支撑板13与下模6分离,通过浇注口21进行浇注,然后启动振动电机17,在凹形架23、第二导柱25、弹性件26的作用下振动电机17通过固定板15带动下模6和冷却液箱7震动,弹性件26产生反向的作用力实现上模5和下模6组成的整体的上下活动,第一导柱16进行导向,进而熔融液体在多流道内可快速的流动,进而可快速填充成型腔14内部的空隙,提高了工作效率,浇筑完成后关闭振动电机17,支撑气缸12带动支撑板13向上位移对下模6进行支撑,然后启动泵体10,泵体10通过第三管道11抽取冷却液箱7中的冷却液,冷却液通过第二管道9进入螺旋冷却管39,冷却液在螺旋冷却管39中流通后从第一管道8进入冷却液箱7中,以此循环,进而便于快速降温成型,提高了效率,冷却成型后双轴气缸29带动固定销30从开槽20的内腔脱离,双轴电机34经一系列传动带动上模5上升,然后通过现有的常规脱模手段进行脱模。
54.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1