一种表面局部金属化雷达罩的制造方法与流程
1.本发明涉及一种雷达罩制造方法,尤其是涉及一种表面局部金属化雷达罩的制造方法。
背景技术:
2.先进雷达罩通常在透波区域有较高的透波要求,非透波区域有较高的反射要求。在非透波区域需要进行表面金属化对电磁波进行反射。这种雷达罩产品现有的加工工艺是直接在雷达罩的非透波区域复合材料表面喷涂金属层,其产品有金属层附着力较差、涂层表面粗糙、均匀性差、金属涂层边界有台阶、边界定位不准确等问题,导致影响反射效果。如号为cn114107870a的中国专利申请公开了一种复材蒙皮零件火焰喷铝方法,其产品的金属涂层表面光洁度较差,还有喷铝导致复合材料构件表面温度过高的风险。
3.号为cn112831767a的中国专利申请公开了一种复合材料表面金属化薄膜复合加工方法,这种工艺的缺点是工艺复杂,耗时长,成本高,不利于批量生产。
4.如何研发一种新的生产工艺解决雷达罩局部金属化表面的加工光洁度差以及加工成本高的问题,是本领域亟待解决的技术问题。
技术实现要素:
5.本发明要解决的问题在于提供一种表面局部金属化雷达罩的制造方法。
6.一种表面局部金属化雷达罩的制造方法,包括如下步骤:步骤1、材料和模具准备:备好玻璃纤维预浸料、环氧胶膜、脱模剂、铝粉、压敏胶带、雷达罩成型模具、带孔隔离膜、真空袋膜、火焰喷铝设备;步骤2、模具刻线处理:在雷达罩成型模具上对金属化区域边界作刻线处理;步骤3、涂刷脱模剂:在雷达罩成型模具表面涂刷一层脱模剂, 高温固化处理;步骤4、透波区域保护:使用压敏胶带在雷达罩成型模具上沿着刻线内侧粘贴所有雷达罩透波区域,将雷达罩刻线外侧的金属化区域裸露;步骤5、火焰喷铝:使用火焰喷铝设备在雷达罩成型模具金属化区域喷涂上一层铝膜;步骤6、雷达罩铺层:a、去除雷达罩成型模具上的压敏胶带;b、在金属铝膜上铺一层环氧胶膜;c、在雷达罩成型模具上全区域内表面铺敷玻璃纤维预浸料;步骤7、雷达罩固化:采用常规热压罐工艺固化雷达罩。
7.本发明具有如下优点:1、本发明工艺方法制成的雷达罩,具有表面光洁度高(与直接喷涂相比,表面光洁度由大于ra6.3提升至小于ra2)、反射系数高、工艺性良好的优点,完全能满足设计所需的电性能、力学性能和耐环境性能测试指标要求。本发明金属化涂层是喷涂在金属模具表面后转移到复合材料表面,模具表面的光洁度决定了雷达罩金属化区域表面的光洁度,提高金属模具的表面光洁度就可提升雷达罩表面金属化涂层表面光洁度,避免了在产品表面直
接喷涂由于操作可控性差导致涂层表面粗糙、均匀性差等问题。同时通过模具刻线可精确定位金属化区域,消除了后期喷涂定位不准以及后期金属涂层边界有台阶等问题。
8.2、本发明工艺与产品直接喷涂工艺相比,减少了因喷涂污染透波区的返工率和高温造成的产品报废率,提高了产品成品率,降低生产成本40%以上。
附图说明
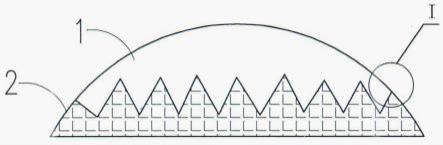
9.图1是一种表面局部金属化雷达罩结构示意图。
10.图2是图1的局部剖面结构放大示意图。
11.图3是雷达罩成型模具结构示意图。
12.图中:雷达罩透波区域1,雷达罩金属化区域2,铝膜3,环氧胶膜4,雷达罩成型模具5,金属化区域刻线6。
具体实施方式
13.实施例1如图1至图3所示,一种表面局部金属化雷达罩的制造方法,包括如下步骤:步骤1、材料和模具准备:备好玻璃纤维预浸料(选用中航工业北京航空研究院的型号为3218/sw280的产品)、环氧胶膜(选用黑龙江石化研究院的型号为j-138的产品)、脱模剂(选用艾尔泰克公司的型号为x-19w产品)、铝粉(选用西南铝业公司型号为400目的产品)、雷达罩成型模具(材料选用zg35材料,表面粗糙度≤ra1.6)、压敏胶带、带孔隔离膜、真空袋膜、火焰喷铝设备;步骤2、模具刻线处理:在雷达罩成型模具5对应的金属化区域边界作刻线处理,线深度≤0.2毫米,宽度≤0.2毫米;步骤3、涂刷脱模剂:清理雷达罩成型模具5,在模具表面涂刷一层x-19w脱模剂,加热温度190-205℃,固化时间1小时;步骤4、透波区域保护:在雷达罩成型模具5沿金属化区域刻线6内侧粘贴耐高温压敏胶,全覆盖雷达罩透波区域1;步骤5、火焰喷铝:将备用的铝粉使用火焰喷铝设备在雷达罩成型模具金属化区域刻线6外侧喷涂二遍,确保雷达罩金属化区域2全覆盖一层铝膜3;步骤6、雷达罩铺层:a、去除雷达罩成型模具5上的压敏胶带,操作中保持不破坏铝膜3;b、在铝膜3上铺一层环氧胶膜4;c、在雷达罩成型模具5的全区域内表面铺敷10层玻璃纤维预浸料;步骤7、雷达罩固化:在雷达罩成型模具5上铺设带孔隔离膜、真空袋膜,采用热压罐工艺抽真空加热固化,固化温度120℃-150℃,固化时间5小时。
14.实施例2:如图1至图3所示,一种表面局部金属化雷达罩的制造方法,包括如下步骤:步骤1至步骤5同实施例1;步骤6的玻璃纤维预浸料的铺敷层数为20层,其它同实施例1步骤6;步骤7的固化温度110℃-130℃,固化时间3小时,其它同实施例1步骤7。
15.本发明不局限于上述实施例的具体方法步骤,其它同类方法的等效变换均落入本发明的保护范围之内。
技术特征:
1.一种表面局部金属化雷达罩的制造方法,包括如下步骤:步骤1、材料和模具准备:备好玻璃纤维预浸料、环氧胶膜、脱模剂、铝粉、压敏胶带、雷达罩成型模具、带孔隔离膜、真空袋膜、火焰喷铝设备;步骤2、模具刻线处理:在雷达罩成型模具上对金属化区域边界作刻线处理;步骤3、涂刷脱模剂:在雷达罩成型模具表面涂刷一层脱模剂, 高温固化处理;步骤4、透波区域保护:使用压敏胶带在雷达罩成型模具上沿着刻线内侧粘贴所有雷达罩透波区域,将雷达罩刻线外侧的金属化区域裸露;步骤5、火焰喷铝:使用火焰喷铝设备在雷达罩成型模具金属化区域喷涂上一层铝膜;步骤6、雷达罩铺层:a、去除雷达罩成型模具上的压敏胶带;b、在金属铝膜上铺一层环氧胶膜;c、在雷达罩成型模具上全区域内表面铺敷玻璃纤维预浸料;步骤7、雷达罩固化:采用常规热压罐工艺固化雷达罩。2.根据权利要求1所述的一种表面局部金属化雷达罩的制造方法,其中:所述步骤2的刻线深度≤0.2毫米,刻线宽度≤0.2毫米;所述步骤3的固化温度190-205℃,固化时间1小时;所述步骤7的固化温度120℃-150℃,固化时间5小时。3.根据权利要求1所述的一种表面局部金属化雷达罩的制造方法,其中:所述步骤2的刻线深度≤0.2毫米,刻线宽度≤0.2毫米;所述步骤3的固化温度190-205℃,固化时间1小时;所述步骤7的固化温度110℃-130℃,固化时间3小时。
技术总结
一种表面局部金属化雷达罩的制造方法,包括雷达罩成型模具的设计加工、雷达罩局部金属化铝膜的制造、金属铝膜及复合材料粘结与固化成型等工艺步骤。本发明制造的雷达罩产品表面光洁度小于Ra2,反射系数高,工艺性良好,完全能满足设计所需的电性能、力学性能和耐环境性能测试指标要求。本发明的表面局部金属化制造工艺,厚度可控,位置精度高,避免了产品后续喷涂或电镀金属层的二次污染导致透波性能变差的问题。的问题。的问题。
技术研发人员:罗小敏 林静 赵伟 罗晓虎 朱芸霄
受保护的技术使用者:零八一电子集团四川天源机械有限公司
技术研发日:2022.11.26
技术公布日:2023/2/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1