固定潜入式全复合材料发动机喷管复合壳体的成型方法与流程
1.本发明属于全复合材料喷管技术领域,具体涉及一种固定潜入式全复合材料发动机喷管复合壳体的成型方法。
背景技术:
2.随着武器装备技术需求的不断提升,对各类先进武器装备部件提出了更高的要求,如轻量化、多功能化等。
3.发动机喷管是固体火箭发动机工作环境最恶劣的部位,发动机喷管工作中需承受高温、高压、高速的燃气的冲刷和烧蚀,受力情况较为复杂。由于金属材质喷管壳体与扩散段在工作过程高温、高压、高速的燃气的冲刷和烧蚀作用下,金属材质喷管壳体与扩散段接触部位由于变形不协调将导致该区域喷管壳体与扩散段粘接区域应力分布不平衡,使喷管壳体与扩散段粘接区域区域的应力集中加剧,严重时可能导致破坏。提高发动机喷管整体结构性能在于提高喷管壳体性能,现有发动机喷管大多采用金属壳体,金属壳体消极质量大,不利于固体火箭发动机质量比的提升。
4.高强度、轻质化的复合材料喷管壳体可逐步取代金属材料喷管壳体,可有效地降低发动机成本,实现快速成型。而喷管复合壳体成型方式关键步骤是手工预浸料铺层加热压罐固化,预浸料铺层角度、下料方式、复合壳体分界面、固化方式、固化制度等均影响复合壳体性能。因此,如何解决复合壳体因多次固化导致的热膨胀应力及固化界面不可靠的问题,以及解决结构强度低、承载能力弱的问题,当下急需解决的问题。
技术实现要素:
5.针对现有技术中存在的不足,本发明的目的在于提供一种固定潜入式全复合材料发动机喷管复合壳体的成型方法。通过该成型方法制备了结构新颖、性能稳定以及承载能力强且满足设计要求的固定潜入式全复合材料发动机喷管复合壳体。
6.本发明提供一种固定潜入式全复合材料发动机喷管复合壳体的成型方法,包括:
7.s1、喷管缠绕组件的成型;
8.s2、清理成型工装表面,在表面粘贴脱模布;
9.s3、喉衬朝下,将喷管缠绕组件倒放固定装配在成型工装上;
10.s4、复合壳体下段的预浸料铺层及预压:将裁剪好的多层预浸料按照设计角度完全覆盖到成型工装及喷管缠绕组件扩散段表面,形成截面呈“7”字形的复合壳体下段,并采用抽真空装置进行抽真空;
11.s5、预固化成型:将配备有抽真空装置的复合壳体下段同成型工装转入热压罐,在设计温度和压强下对复合壳体下段进行固化,并同时进行抽真空;
12.s6、脱模及表面处理:将复合壳体下段和成型工装的边缘影响脱模的复合壳体下段余边进行清理,成型工装与复合壳体下段进行分离,分离完毕后对复合壳体下段的表面进行清理;
13.s7、复合壳体上段的预浸料铺层及预压:将裁剪好的多层预浸料按照设计角度完全覆盖到已固化复合壳体下段端面及喷管缠绕组件扩散段对应复合壳体上段位置,形成截面呈l形的复合壳体上段,并采用抽真空装置进行抽真空;
14.s8、固化成型:将配备有抽真空装置的复合壳体上段转入热压罐,在设计温度和压强下对复合壳体上段进行固化,并同时进行抽真空,得复合壳体;
15.s9、机加:对复合壳体进行机加,使复合壳体尺寸满足设计要求。
16.优选地,所述步骤s1中,喷管缠绕组件扩散段位置与复合壳体下段配合表面具有多个凹槽;复合壳体上下端面及喷管缠绕组件扩散段交界位置进行隔热层圆滑过渡避免存在三角区域;喷管缠绕组件扩散段的大端端面进行端面车平,确保大端端面与喉衬端面平行、与喷管缠绕组件轴向垂直。
17.优选地,所述步骤s2中,成型工装表面需用无毛纸及乙酸乙酯进行清理,然后将成型工装与喷管缠绕组件扩散段位置及铺层工作表面贴上脱模布。
18.优选地,所述步骤s3中,成型工装包括套筒和设置于所述套筒上端的顶板以及设置于所述套筒下端的底板,所述顶板中部开设有供所述喉衬伸入至套筒内部的通孔,所述喉衬与所述底板之间具有间隙;所述底板中部设置有贯穿所述通孔的支撑杆,所述支撑杆上端设置有定位板,所述定位板与所述顶板之间具有夹持所述喷管缠绕组件扩散段的夹持空间。
19.优选地,所述步骤s5中,复合壳体下段的预浸料铺层及预压步骤具体包括:
20.s401、预浸料下料,按照下料设计要求,分别裁切得到0
°
预浸料、+45
°
预浸料、-45
°
预浸料、90
°
预浸料;
21.s402、将装配好后的喷管缠绕组件与成型工装放入烘箱中50℃预热1h;
22.s403、在喷管缠绕组件扩散段位置与复合壳体下段的配合表面涂刷胶粘剂;
23.s404、0
°
预浸料铺层1,将复合壳体下段对应喷管缠绕组件扩散段位置向大端平移10mm进行划线标记,成型工装端面法兰位置直径+10mm标记,以复合壳体法兰位置与喷管缠绕组件扩散段的拐角位置为起点,将起点贴合后,分别向扩散段大端、法兰端面位置推赶至完全贴合,首条完成后重复该步骤进行下一条预浸料铺层,直至0
°
预浸料完全铺设完成;
24.s405、+45
°
预浸料铺层,以喷管缠绕组件扩散段标记位置为基准粘贴由大端向小端粘贴+45
°
预浸料,至复合壳体法兰位置与扩散段拐角位置,将拐角位置裁剪三角形缺口,使拐角位置粘贴无间隙无重叠;
25.s406、法兰位置铺层1,以工装标记法兰位置为起点,进行法兰位置预浸料铺层,由外向内推赶压实,拐角位置裁剪三角缺口,保证拐角位置粘贴无间隙无重叠;
26.s407、0
°
预浸料铺层2,铺层方式同s404的0
°
预浸料铺层1;
27.s408、-45
°
预浸料铺层,铺层方式同s405的+45
°
预浸料铺层;
28.s409、法兰位置铺层2,方式同s406,起点位置偏移45
°
;
29.s410、90
°
预浸料铺层,单向布螺旋缠绕固定喷管缠绕组件扩散段位置;
30.s411、法兰位置铺层3,方式同s406,起点位置偏移90
°
;
31.s412、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
32.s413、铺层:1)-45
°
预浸料铺层,同s408;2)法兰位置铺层,同s409,起点与s411偏
移45
°
;3)0
°
预浸料铺层,同s407;5)+45
°
预浸料铺层,同s405;6)法兰位置铺层,同s406,起点与s411偏移90
°
;7)0
°
预浸料铺层,同s404;
33.s414、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
34.s415、重复两组铺层预压过程至壳体厚度满足设计要求,且有2mm以上余量。
35.进一步地,所述步骤s401中,预浸料下料方式为:
[0036]0°
预浸料下料,将复合壳体下段一周均分为24份,每份15
°
,在三维做图软件进行曲面展开,确定尺寸后,进行自动裁片机才裁片;
[0037]
+45
°
预浸料下料,将复合壳体下段与喷管缠绕组件扩散段接触位置均分为3份,每份120
°
,在三维做图软件进行曲面展开,并在下端延长10mm,确定尺寸后,进行自动裁片机才裁片;
[0038]-45
°
预浸料下料尺寸确定方式同45
°
预浸料下料,裁片机下料纤维方向与45
°
相反;
[0039]
+45
°
预浸料/-45
°
预浸料对应复合壳体法兰位置下料,在cad图纸测量复合壳体法兰根部直径、复合壳体端面直径,确定复合壳体法兰位置尺寸,进行自动裁片机才裁片;
[0040]
90
°
预浸料下料,沿单向布纤维长度方向进行宽5mm,长2000mm的纤维长条,长2000mm方向为纤维长度方向。
[0041]
优选地,所述步骤s5中,预固化条件为:室温
→
50
±
5℃/2h
→
95
±
5℃/6h
→
50
±
5℃,热压罐内压力0.1
±
0.02mpa
→
2.8
±
0.2mpa/11.5h
→
0.1
±
0.02mpa,升温及保温过程中压力为2.8
±
0.2mpa,升温速率为0.2℃/min,升压速率为0.05mpa/min,降温速率为0.1℃/min,降压速率为0.025mpa/min。
[0042]
优选地,所述步骤s7中,复合壳体上段的预浸料铺层及预压步骤具体包括:
[0043]
s71、预浸料下料,下料方式同s401;
[0044]
s72、在喷管缠绕组件扩散段位置与复合壳体上段配合表面涂刷胶粘剂;
[0045]
s73、铺层,铺层方式同s404-s411;
[0046]
s74、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0047]
s75、铺层,铺层方式同s413;
[0048]
s76、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0049]
s77、重复两组铺层预压过程至壳体厚度满足设计要求,且有2mm以上余量。
[0050]
进一步地,所述预浸料为碳纤维增强环氧树脂预浸料。
[0051]
优选地,所述步骤s8中,固化成型条件为:室温
→
80
±
5℃/2h
→
120
±
5℃/2h
→
135
±
5℃/2h
→
160
±
5℃/4h
→
60
±
5℃,升温开始,即加初压1mpa;50℃开始全压2.8mpa,160℃保温结束后自然降压;升温速率为0.2℃/min,升压速率为0.05mpa/min,降温速率为0.1℃/min,降压速率为0.025mpa/min。
[0052]
本发明与现有技术相比有益效果:
[0053]
本发明通过将单向预浸料裁剪成所需的角度与尺寸,然后按相应的铺层顺序将不同角度和尺寸的预浸料铺设到复合壳体成型工装上,通过预压、预固化,上端铺层然后将整
改喷管复合壳体转入热压罐终固化,通过复合壳体下段预固化形成复合壳体上段铺层基准面,复合壳体上段铺层后再次终固化,加热使预浸料中的树脂具有流动性,填充预浸料铺层之间的同时缓慢固化,加压使得预浸料中树脂流动固化过程中铺层与铺层之间紧致从而不产生分层与孔隙,复合壳体下段与复合壳体上段不产生分界面,生产的复合材料喷管壳体结构强度高。
[0054]
本发明针对结构复杂的喷管复合壳体的多步固化多步加工的问题,采用预固化加终固化技术,避免了复合壳体多次固化导致的热膨胀应力及固化界面不可靠的问题,同时减少了全复合材料喷管的生产周期,大大提高了全复合材料喷管的生产能力和工作可靠性。
附图说明
[0055]
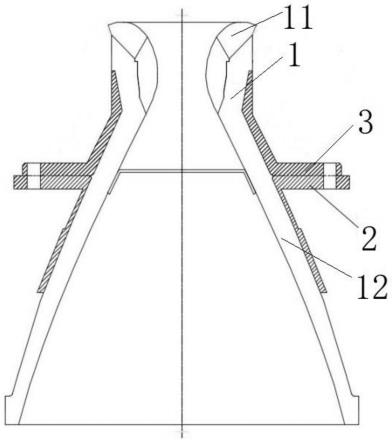
图1是本发明制得的全复合材料发动机喷管复合壳体的示意图;
[0056]
图2是本发明喷管缠绕组件与成型工装的装配示意图;
[0057]
图3是图2中局部放大示意图;
[0058]
图4是复合壳体下段预固化打真空袋位置示意图;
[0059]
图5是成型工装拆除后的复合壳体下段示意图;
[0060]
图6是支撑工装与复合壳体下段的装配示意图;
[0061]
图7是复合壳体上段预固化打真空袋位置示意图;
[0062]
图8是0
°
预浸料下料示意图。
[0063]
图中标号:1-喷管缠绕组件;11-喉衬;12-喷管缠绕组件扩散段;2-复合壳体下段;3-复合壳体上段;4-成型工装;41-套筒;42-顶板;43-底板;44-支撑杆;45-定位板;5-三角区域;6-成型工装铺层表面及与喷管缠绕组件装配面;7-支撑工装。
具体实施方式
[0064]
以下结合实施例对本发明作进一步的详细描述。当然,本发明的保护范围并不限于下述实施例。本领域专业技术人员能够理解,在不背离本发明精神的前提下,可以对本发明进行各种变化和修饰。本发明对实验中所使用到的材料以及试验方法进行一般性和/或具体的描述。虽然为实现本发明目的所使用的许多材料和操作方法是本领域公知的,但本发明仍然在此作尽可能详细的描述。以下实施例是进一步说明本发明,而不是限制本发明。任何依据本发明构思所作出的仅仅为形式上的而非实质性的等效变换都应视为本发明技术方案的范畴。
[0065]
下述实施例中所述试验方法或测试方法,如无特殊说明,均为常规方法;所述试剂和材料,如无特殊说明,均从常规商业途径获得,或以常规方法制备。
[0066]
如图1-8所示,本实施例提供一种固定潜入式全复合材料发动机喷管复合壳体的成型方法,包括如下步骤:
[0067]
s1、喷管缠绕组件1的成型:喉衬11与缠绕芯模装配、内烧蚀层和内隔热层缠绕、固化、机加至设计要求尺寸的喷管缠绕组件1,喷管缠绕组件与缠绕芯模脱模。
[0068]
具体的,步骤s1中,喷管缠绕组件扩散段12位置与复合壳体下段配合表面具有多个凹槽,可以增大复合壳体下段与喷管缠绕组件扩散段位置接触面积;复合壳体上下端面
及喷管缠绕组件扩散段交界位置进行隔热层圆滑过渡,避免存在三角区域;喷管缠绕组件扩散段的大端端面进行端面车平,确保大端端面与喉衬端面平行、与喷管缠绕组件轴向垂直,便于复合材料壳体成型工装定位准确。
[0069]
s2、清理成型工装表面,在表面粘贴脱模布。
[0070]
具体的,步骤s2中,成型工装表面需用无毛纸及乙酸乙酯进行清理,然后将工装与喷管缠绕组件扩散段位置及铺层工作表面贴上脱模布。
[0071]
s3、喉衬朝下,将喷管缠绕组件倒放固定装配在成型工装上,如图2和3所示。
[0072]
具体的,步骤s3中,成型工装4包括套筒41和设置于所述套筒41上端的顶板42以及设置于所述套筒41下端的底板43,所述顶板42中部开设有供所述喉衬11伸入至套筒41内部的通孔,所述喉衬11与所述底板43之间具有间隙;所述底板43中部设置有贯穿所述通孔的支撑杆44,所述支撑杆44上端设置有定位板45,所述定位板45与所述顶板42之间具有夹持所述喷管缠绕组件扩散段12的夹持空间;喷管缠绕组件扩散段12与顶板42之间形成三角区域5,三角区域在内隔热层缠绕完成后机加保留,使复合壳体上下端面及喷管缠绕组件扩散段交界位置进行隔热层圆滑过渡避免复合壳体铺层过程中存在三角架空区域。
[0073]
喷管缠绕组件1与成型工装4装配,定位板45装配,拧紧定位板45上方螺栓,装配后测量均分测量8个位置定位板至成型工装4距离,要求各位置高度差值小于0.2mm。
[0074]
s4、复合壳体下段2的预浸料铺层及预压:将裁剪好的多层预浸料按照设计角度完全覆盖到成型工装及喷管缠绕组件扩散段表面,形成截面呈“7”字形的复合壳体下段,并采用抽真空装置进行抽真空,如图4所示。
[0075]
具体的,s401、预浸料下料,所用预浸料为碳纤维增强环氧树脂预浸料;1)0
°
预浸料下料,将复合壳体下段(法兰位置+与喷管缠绕组件扩散段接触位置)一周均分为24份,每份15
°
,在三维做图软件进行曲面展开(上下两端分别增加10mm长度机加余量),确定尺寸后,进行自动裁片机才裁片;2)+45
°
预浸料下料,将复合壳体下段与喷管缠绕组件扩散段接触位置均分为3份,每份120
°
,在三维做图软件进行曲面展开,并在下端延长10mm,确定尺寸后,进行自动裁片机才裁片;3)-45
°
预浸料下料尺寸确定方式同45
°
预浸料下料,裁片机下料纤维方向与45
°
相反。4)+45
°
预浸料/-45
°
预浸料对应复合壳体法兰位置下料,法兰位置下料采用平纹碳布预浸布,对应环氧树脂相同,在cad图纸测量复合壳体法兰根部直径、复合壳体端面直径,确定复合壳体法兰位置尺寸,进行自动裁片机才裁片(内径尺寸-10mm,复合壳体端面直径尺寸+10mm,铺层后机加余量);5)90
°
预浸料下料,沿单向布纤维长度方向进行宽5mm,长2000mm的纤维长条,长2000mm方向为纤维长度方向;
[0076]
s402、将装配好后的缠绕组件与成型工装放入烘箱中50℃预热1h;
[0077]
s403、在喷管缠绕组件扩散段位置与复合壳体下段配合表面涂刷胶粘剂;
[0078]
s404、0
°
预浸料铺层1,将复合壳体下段对应喷管缠绕组件扩散段位置向大端平移10mm进行划线标记,成型工装端面法兰位置直径+10mm标记)以复合壳体法兰位置与扩散段拐角位置为起点,将起点贴合后,分别向扩散段大端、法兰端面位置推赶至完全贴合,首条完成后进行第2条预浸料铺层,方法同第一条,重复该步骤至首层24条0
°
预浸料完全铺设完成,检查条与条之间是否存在重叠或间隙,对重叠位置去除,对存在间隙位置裁剪相应形状填补,如图8所示。
[0079]
s405、+45
°
预浸料铺层,以喷管缠绕组件扩散段标记位置为基准粘贴由大端向小
端粘贴+45
°
预浸料,至复合壳体法兰位置与扩散段拐角位置,将拐角位置裁剪三角形缺口,使拐角位置粘贴无间隙无重叠;
[0080]
s406、法兰位置铺层1,以工装标记法兰位置为起点,进行法兰位置预浸料铺层,由外向内推赶压实。拐角位置裁剪三角缺口,保证拐角位置粘贴无间隙无重叠;
[0081]
s407、0
°
预浸料铺层2,铺层方式同0
°
预浸料铺层1;
[0082]
s408、-45
°
预浸料铺层,铺层方式同+45
°
预浸料铺层;
[0083]
s409、法兰位置铺层2,方式同s406,起点位置偏移45
°
;
[0084]
s410、90
°
预浸料铺层,长2000mm单向布螺旋缠绕固定扩散段位置;
[0085]
s411、法兰位置铺层3,方式同s406,起点位置偏移90;
[0086]
s412、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0087]
s413、铺层:1)-45
°
预浸料铺层,同s408;2)法兰位置铺层,同s409,起点与s411偏移45
°
;3)0
°
预浸料铺层,同s407;5)+45
°
预浸料铺层,同s405;6)法兰位置铺层,同s406,起点与s411偏移90
°
;7)0
°
预浸料铺层同s404;
[0088]
s414、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0089]
s415、重复两组铺层预压过程至壳体厚度满足设计要求,且有2mm以上余量。
[0090]
s5、预固化成型:将配备有抽真空装置的复合壳体下段同成型工装转入热压罐,在设计温度和压强下对复合壳体下段进行固化,并同时进行抽真空。
[0091]
具体的,步骤s5中,预固化条件为:室温
→
50
±
5℃/2h
→
95
±
5℃/6h
→
50
±
5℃,热压罐内压力0.1
±
0.02mpa
→
2.8
±
0.2mpa/11.5h
→
0.1
±
0.02mpa,升温及保温过程中压力为2.8
±
0.2mpa,升温速率为0.2℃/min,升压速率为0.05mpa/min,降温速率为0.1℃/min,降压速率为0.025mpa/min。
[0092]
s6、脱模及表面处理:将复合壳体下段和成型工装的边缘影响脱模的复合壳体下段余边进行清理,成型工装与复合壳体下段进行分离,分离完毕后对复合壳体下段的表面进行打毛处理,并清理打毛过程产生浮尘。
[0093]
具体的,步骤s6中,脱模,取下定位板,将复合壳体下段2和成型工装4进行拆除,另外将防变形的支撑工装7进行安装,如图5-7,支撑工装7四周用透气毡包裹,防止支撑固化过程中压力过大支撑工装尖端扎破真空袋,造成真空失效。
[0094]
s7、复合壳体上段3的预浸料铺层及预压:将裁剪好的多层预浸料按照设计角度完全覆盖到已固化复合壳体下段端面及喷管缠绕组件扩散段对应复合壳体上段位置,形成截面呈l形的复合壳体上段,并采用抽真空装置进行抽真空;
[0095]
具体的,步骤s7中,复合壳体上段的预浸料铺层及预压具体为:
[0096]
s71、预浸料下料,下料方式同s401;
[0097]
s72、在喷管缠绕组件扩散段位置与复合壳体上段配合表面涂刷胶粘剂;
[0098]
s73、铺层,铺层方式同s404-s411;
[0099]
s74、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0100]
s75、铺层,铺层方式同s413;
[0101]
s76、真空预压,采用抽真空装置进行抽真空处理,将整体放置在烘箱内50℃边加热边抽真空,2~3h;
[0102]
s77、重复两组铺层预压过程至壳体厚度满足设计要求,且有2mm以上余量。
[0103]
s8、固化成型:将配备有抽真空装置的复合壳体上段转入热压罐,在设计温度和压强下对复合壳体上段进行固化,并同时进行抽真空,得复合壳体。
[0104]
具体的,步骤s8中,固化成型条件为:室温
→
80
±
5℃/2h
→
120
±
5℃/2h
→
[0105]
135
±
5℃/2h
→
160
±
5℃/4h
→
60
±
5℃,升温开始,即加初压1mpa;50℃开始全压2.8mpa,160℃保温结束后自然降压;升温速率为0.2℃/min,升压速率为0.05mpa/min,降温速率为0.1℃/min,降压速率为0.025mpa/min。
[0106]
s9、机加:对复合壳体进行机加,使复合壳体尺寸满足设计要求。
[0107]
此外,还需说明的是,本发明采用的抽真空装置选用本领域常用装置即可,本发明不做赘述。
[0108]
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1