一种热流道尖嘴进胶型改良注塑模具的制作方法
1.本实用新型涉及注塑模具技术领域,具体涉及一种热流道尖嘴进胶型改良注塑模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
3.针对现有技术存在以下问题:
4.现有的主流道进胶型注塑模具生产出来的产品外观表面有光影,牛角浇口镶件经常断裂更换,生产不稳定稳定,需要频繁下机操作,影响生产效率。
技术实现要素:
5.为解决上述技术问题,本实用新型所采用的技术方案是:
6.一种热流道尖嘴进胶型改良注塑模具,包括支腿,所述支腿的顶部固定连接有连接管一,所述连接管一的顶部固定连接有热流管道,所述热流管道的内部穿设有加热装置,所述连接管一的外壁一侧固定连接有连接管二,所述连接管二的右端固定连接有注塑模具,所述注塑模具的外壁活动连接有密封装置。
7.本实用新型技术方案的进一步改进在于:所述加热装置包括有供电器,所述供电器的内壁固定连接有传导杆,所述传导杆的一端固定连接有安装环,所述安装环的内壁固定连接有电热丝。
8.本实用新型技术方案的进一步改进在于:所述供电器的内壁与所述热流管道的外壁固定连接,所述安装环的外壁与所述热流管道的内壁固定连接。
9.采用上述技术方案,该方案中的供电器为将电力通过传导杆传输至电热丝,通过电热丝对经过热流管道内部的注塑材料进行加热,避免注塑材料中存在结块颗粒,防止影响产品质量。
10.本实用新型技术方案的进一步改进在于:所述密封装置包括有底部卡座,所述底部卡座的内壁与所述注塑模具的底部活动连接,所述底部卡座的顶部左侧固定连接有螺纹杆。
11.本实用新型技术方案的进一步改进在于:所述螺纹杆的外壁从上到下依次活动连接有活动螺帽、连接轴、活动板,所述活动螺帽的底部固定连接有连接轴,所述连接轴的底部固定连接有活动板,所述活动板的底部右侧固定连接有固定块,所述固定块的底部与所述注塑模具的顶部活动连接。
12.采用上述技术方案,该方案中的底部卡座与注塑模具的底部卡合,然后通过转动活动螺帽带动活动板向下移动,直至固定块的底部与注塑模具的顶部相互贴合,然后再将活动螺帽拧紧,由此将注塑模具密封紧密,避免注塑过程中有材料溢出。
13.由于采用了上述技术方案,本实用新型相对现有技术来说,取得的技术进步是:
14.1、本实用新型提供一种热流道尖嘴进胶型改良注塑模具,把主流道改为热流管道方式走胶,压力损失大大减少,流道温度稳定,产品正表面光影消除,侧面厚薄印减少,可以采用治具擦试,减少人工成本及成品不良率。
15.2、本实用新型提供一种热流道尖嘴进胶型改良注塑模具,牛角浇口镶件开裂情况减少,生产稳定,减少频繁下机影响生产效率。
16.3、本实用新型提供一种热流道尖嘴进胶型改良注塑模具,通过热流管道引导水口料向注塑模具中流通,减少水口料在管道上的粘附面积,继而使产品加工所需的水口料减少。
17.4、本实用新型提供一种热流道尖嘴进胶型改良注塑模具,采用底部卡座与注塑模具的底部卡合,然后通过转动活动螺帽带动活动板向下移动,直至固定块的底部与注塑模具的顶部相互贴合,然后再将活动螺帽拧紧,由此将注塑模具密封紧密,避免注塑过程中有材料溢出,减少工件加工时造成的资源浪费,有利于装置使用的实用性。
附图说明
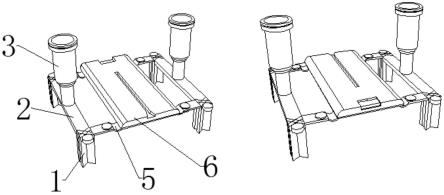
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的热流管道局部剖视结构示意图;
20.图3为本实用新型的加热装置结构示意图;
21.图4为本实用新型的密封装置结构示意图。
22.图中:1、支腿;2、连接管一;3、热流管道;4、加热装置;5、连接管二;6、注塑模具;7、密封装置;41、供电器;42、传导杆;43、安装环;44、电热丝;71、底部卡座;72、螺纹杆;73、活动螺帽;74、连接轴;75、活动板;76、固定块。
具体实施方式
23.下面结合实施例对本实用新型做进一步详细说明:
24.实施例1
25.如图1-4所示,包括支腿1,支腿1的顶部固定连接有连接管一2,连接管一2的顶部固定连接有热流管道3,热流管道3的内部穿设有加热装置4,连接管一2的外壁一侧固定连接有连接管二5,连接管二5的右端固定连接有注塑模具6,注塑模具6的外壁活动连接有密封装置7。
26.优选的,加热装置4包括有供电器41,供电器41的内壁固定连接有传导杆42,传导杆42的一端固定连接有安装环43,安装环43的内壁固定连接有电热丝44,供电器41的内壁与热流管道3的外壁固定连接,安装环43的外壁与热流管道3的内壁固定连接。
27.此处,把主流道改为热流管道3方式走胶,压力损失大大减少,流道温度稳定,产品正表面光影消除,侧面厚薄印减少,可以采用治具擦试,减少人工成本及成品不良率,牛角浇口镶件开裂情况减少,生产稳定,减少频繁下机影响生产效率,通过热流管道3引导水口料向注塑模具6中流通,减少水口料在管道上的粘附面积,继而使产品加工所需的水口料减少。
28.实施例2
29.如图1-4所示,密封装置7包括有底部卡座71,底部卡座71的内壁与注塑模具6的底部活动连接,底部卡座71的顶部左侧固定连接有螺纹杆72。
30.优选的,螺纹杆72的外壁从上到下依次活动连接有活动螺帽73、连接轴74、活动板75,活动螺帽73的底部固定连接有连接轴74,连接轴74的底部固定连接有活动板75,活动板75的底部右侧固定连接有固定块76,固定块76的底部与注塑模具6的顶部活动连接。
31.进一步的,采用底部卡座71与注塑模具6的底部卡合,然后通过转动活动螺帽73带动活动板75向下移动,直至固定块76的底部与注塑模具6的顶部相互贴合,然后再将活动螺帽73拧紧,由此将注塑模具6密封紧密,避免注塑过程中有材料溢出,减少工件加工时造成的资源浪费,有利于装置使用的实用性。
32.下面具体说一下该热流道尖嘴进胶型改良注塑模具的工作原理。
33.如图1-4所示,该热流道尖嘴进胶型改良注塑模具,使用时,首先通过热流管道3注入注塑材料,此处,供电器41为将电力通过传导杆42传输至电热丝44,通过电热丝44对经过热流管道3内部的注塑材料进行加热,避免注塑材料中存在结块颗粒,然后通过连接管一2和连接管二5使材料进入注塑模具6中,通过注塑模具6使材料形成所需的形状,此处,通过底部卡座71与注塑模具6的底部卡合,然后通过转动活动螺帽73带动活动板75向下移动,直至固定块76的底部与注塑模具6的顶部相互贴合,然后再将活动螺帽73拧紧,由此将注塑模具6密封紧密,避免注塑过程中有材料溢出,随后,将密封装置7放松,将模具中的工件取出即可。
34.上文一般性的对本实用新型做了详尽的描述,但在本实用新型基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本实用新型思想精神的修改或改进,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1