一种进行强度检测的异种工程塑料自动焊接装置及方法
本发明属于异种工程塑料焊接,特别是涉及一种进行强度检测的异种工程塑料自动焊接装置及方法。
背景技术:
1、ptfe和pfa在半导体、航空航天、军工等领域有重要应用,为了充分发挥不同材料的优良性能,工业中存在着异种材料焊接或连接的需求,ptfe泵体和pfa管焊接形成的焊接接头是光刻机浸没液控系统中重要元器件之一。但是,由于ptfe和pfa之间的物理、化学性能存在一定的差异,采用普通的焊接方法难以实现有效连接,因此,采用热风焊接的方法对两种材料进行连接。然而现存的焊接方式大多是通过人工操作完成,其中存在操作繁琐,焊接效率低、接头质量和强度一致性较差等问题,因此,如何解决异种工程塑料焊接中存在的问题迫在眉睫。
2、目前,在相关领域并没有关于异种工程塑料的仿人自动化焊接方法与装置,如申请号为202110433535.5的专利提供了一种黄铜与低合金铸钢异种材料焊接的工艺方法,采用手工钨极氩弧焊方法和直径为2.5的s211硅青铜焊丝,焊前预热150℃~200℃,焊接过程保证层间温度高于预热温度,焊接后保温2小时,再进行着色探伤。该方法主要针对的是两种不同金属材料之间的焊接,另外其完成一次焊接过程的时间过高。如申请号为201110037046.7的专利提供了一种tini形状记忆合金与奥氏体不锈钢异种材料连接方法,基于铜与镍无限互溶,铜与钛、铁、铬有限固溶,铜固溶体具有较高的强度和塑性及铜-钛金属间化合物的脆性较低等特点,通过采用纯铜填充材料(铜中间层或铜焊丝)和降低tini合金母材熔合比,使焊缝区析出铜固溶体、减少脆性金属间化合物,提高tini形状记忆合金与不锈钢异种材料焊接接头的强度和韧性。该方法属于焊接后对焊接部位进行二次加固,不仅效率低而且成本也较高。
3、因此,如果能提出一种异种工程塑料间的仿人自动化焊接方法,来解决焊接时存在的效率低、强度一致性较差等问题,对于焊接接头的质量将是一个重大提升,而且能显著提高光刻机浸没液控系统中重要元器件的密封性,能够大幅加快国家的半导体产业发展。
技术实现思路
1、本发明的目的在于针对异种工程塑料(如pfa管与ptfe泵体)热风焊接过程中存在人工操作繁琐,焊接效率低,接头质量和强度一致性较差等问题,提供一种进行强度检测的异种工程塑料自动焊接装置及方法。
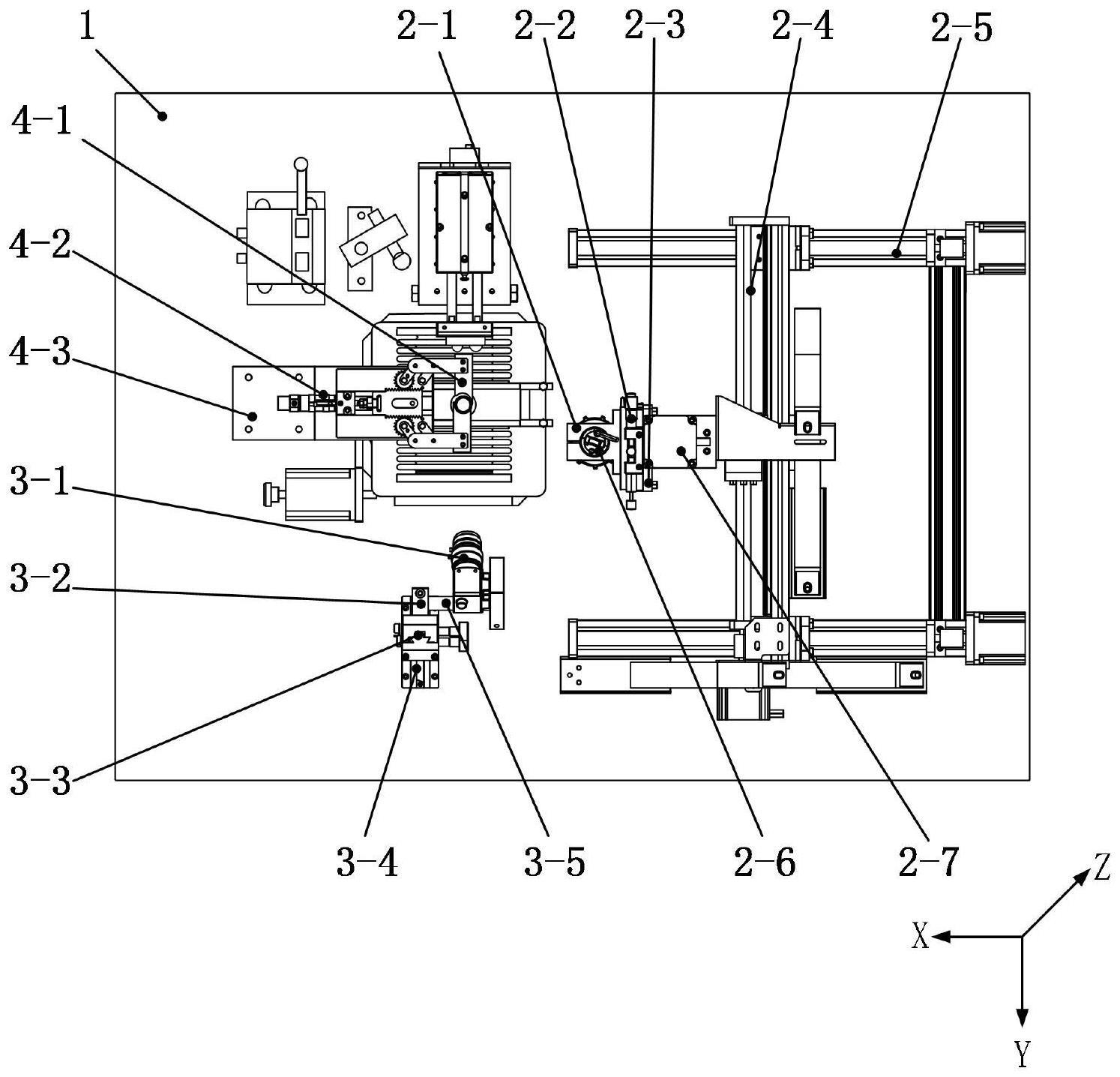
2、一种进行强度检测的异种工程塑料自动焊接装置,包括底板、自动焊接机构、视觉检测模组、夹持模组、工件安装旋转模组、焊接载荷机构和强度测试机构。工件安装旋转模组用于安装被焊接的两个工件,并带动两个工件绕着两个工件连接处的环形焊接区域的圆心转动。自动焊接机构上安装有焊枪;视觉检测模组中的视觉检测相机朝向工件安装旋转模组。
3、所述的焊接载荷机构包括直线驱动件、冲压一体式轮组、第二支撑架和可调节角度台。第二支撑架固定在底板上;冲压一体式轮组包括滚轮安装架和两个滚轮。滚轮安装架安装直线驱动件的直线移动部;两个滚轮并排设置,且均转动连接在滚轮安装架靠近工件安装旋转模组的一侧。两个滚轮的中间位置与旋转工作台的转动轴线对齐。两个滚轮能够抵住两个工件连接处的焊接区域。滚轮的外圆周面上设置有环形凹槽。所述的强度测试机构包括麦克风和信号处理器。麦克风和信号处理器均安装在底板上。麦克风的输出接口与信号处理器连接。
4、作为优选,所述的工件安装旋转模组包括旋转工作台、抱箍和工件支撑架。旋转工作台安装在底板上。工件支撑架固定在旋转工作台的旋转部。工件支撑架上固定有抱箍。抱箍用于固定被焊接的工件。旋转工作台的转动轴线与两个工件连接处的环形焊接区域的圆心重合。
5、作为优选,所述的自动焊接机构包括焊枪夹具、r向滑台、第一连接板、y向滑台、x向滑台、焊枪、z向滑台和第二连接板。x向滑台与底板连接,y向滑台通过第二连接板与x向滑台的滑动部连接;z向滑台通过第二连接板与y向滑台的滑动部连接。x向滑台、y向滑台和z向滑台均采用电动滑台,且两两之间相互垂直。r向滑台通过第一连接板固定在z向滑台的滑动部上;焊枪夹具与r向滑台的转动部固定。
6、作为优选,所述的视觉检测模组包括视觉检测相机、夹紧块、z轴调整滑台、y轴微调滑台和调节轴。y轴微调滑台的底座与底板固定;z轴调整滑台的底座与y轴微调滑台的滑动部连接,y轴微调滑台与z轴调整滑台相互垂直。夹紧块与z轴调整滑台的滑动部连接,调节轴装夹在夹紧块上,且能够绕水平轴线调节角度;视觉检测相机固定在调节轴上;视觉检测相机朝向工件安装旋转模组。
7、作为优选,该进行强度检测的异种工程塑料自动焊接装置还包括夹持模组。被焊接的两个工件分别为pfa管和ptfe泵。pfa管的一端伸入ptfe泵的进水通道或出水通道上。在焊接过程中,pfa管位于ptfe泵的上方;夹持模组约束pfa管在径向上的位置。所述的夹持模组包括夹持爪、无杆气缸以及第一支撑架。第一支撑架固定在底板上;夹持爪安装在第一支撑架上。夹持爪由无杆气缸驱动进行夹持和松开。夹持爪的夹持位置位于工件安装旋转模组的正上方。
8、作为优选,所述的直线驱动件与第二支撑架之间安装有可调节角度台。可调节角度台能够调节直线驱动件的运动方向与水平面的夹角。
9、作为优选,焊接完成后,直线驱动件带动两个滚轮撞击工件上靠近环形焊缝的区域;麦克风记录撞击产生的声音,并发送至信号处理器,供信号处理器判断焊缝是否合格。
10、一种进行强度检测的异种工程塑料自动焊接方法,包括以下步骤:
11、步骤一、将第一个工件安装在工件安装旋转模组上;自动焊接机构上的焊枪抵住第一个工件上的被焊接区域并进行预热。
12、步骤二、自动焊接机构上的焊枪离开第一个工件的被焊接面。将第二个工件插入到第一个工件上的被焊接区域。
13、步骤三、自动焊接机构上的焊枪以倾斜的姿态抵住两个工件的连接处,并融化焊条,将焊条压粘到两个工件的连接处。工件安装旋转模组带动两个工件旋转。使得焊条在两个工件的连接处形成环形焊缝。焊接载荷机构中的直线驱动件带动两个滚轮抵住两个工件的连接处;滚轮上的环形凹槽使得两个工件的连接处的焊条形成截面形状均匀的焊缝。
14、步骤四、视觉检测相机拍摄焊缝的图像。焊接载荷机构中的直线驱动件带动两个滚轮撞击工件上靠近焊缝的位置;麦克风采集声音信号并传输至信号处理器。
15、步骤五、将步骤三得到的图像和步骤四得到的声音信号输入经过训练的机器学习模型中;机器学习模型输出焊缝的焊接强度;根据所得焊接强度判断焊缝是否合格。
16、作为优选,步骤一中,视觉检测相机拍摄第一个工件上的被焊接面;当第一个工件上被预热的区域出现波纹形状时,预热结束。
17、作为优选,步骤四中得到的图像经过以下处理:
18、①.对采集到的图像进行图像增强,增大焊条熔融部分的灰度值,增强熔融部分和未熔融部分焊条的对比度。
19、②.对焊缝进行边缘处理,提取边缘轮廓。
20、③.对边缘处理后的图像进行区域形态学处理。
21、④.对形态学处理后的图像进行特征提取,得到焊缝截面的形状。
22、步骤四中得到的声音信号经过以下处理:
23、①.对声音信号进行预处理。预处理包括对声音信号进行预加重、分帧和加窗处理。
24、②.对预处理后的声音信号进行快速傅里叶变换,生成短时离散傅里叶变换系数,使信号从时域转换到频域,然后对得到的信号取模的平方,得到信号的能量谱。
25、③.将信号的能量谱进行mel滤波器组处理,得到声音信号在带通滤波器范围内的频率响应。
26、④.求取线性频率倒谱系数,作为声音特征信息。
27、本发明具有的有益效果:
28、1.本发明中的焊接载荷机构一方面能够在焊接过程中对焊缝施加载荷,形成截面形状均匀的焊缝,另一方面能够在焊接完成后撞击工件来获取声音特征;本发明基于该声音特征和相机采集的焊缝图像特征,能够利用机器学习的方式获取焊缝的焊接强度,判断工程塑料焊接是否合格。
29、2.本发明在焊接过程中能够同时实现对工件的扶持、焊条加热以及对焊条施加恒定载荷,提高了焊接质量的可靠性。此外,本发明能够精确调控焊枪温度、旋转台速度以及焊条所受载荷大小,从而提高工件之间的粘附力,提高接头质量。
30、3.本发明能够实现pfa管在ptfe泵上的自动焊接,一方面可以降低由于人工操作带来的烫伤风险,另一方面,可以显著提高焊接效率,提高经济效益。
- 还没有人留言评论。精彩留言会获得点赞!