一种吹塑膜的熔融挤出配套装置的制作方法
本技术涉及薄膜生产装置,尤其是涉及的是一种吹塑膜的熔融挤出配套装置。
背景技术:
1、吹塑膜具有生产速度快,产量高的特点,应有广泛;吹塑膜的生产工序包括配料、熔融、挤出成型等,其中吹塑膜主体时挤出成型工序中必不可少的应用设备,吹塑膜主体包括内模体和外模体,经过熔融工序后的物料在挤出机的作用下,熔融物料从内模体和外模体之间的缝隙挤出成型,形成呈环状结构的吹塑膜粗坯,再经过后续工序的处理制得成品吹塑膜。
2、然而在连续不间断的生产过程中,熔融的物料从吹塑膜主体内外模体之间的间隙挤出成型,由于物料存在细微杂质、内外模体自身生产工艺的限制,吹塑膜在长期不间断的生产过程中,内外模体间的相对面不可避免地出现细微损伤,在发生损伤的部位,其挤出的吹塑膜的厚度相对于吹塑膜的其他部位存在厚度的不均匀,降低产品的质量。
3、因此,目前急需一种新型的用于与挤出成型的吹塑膜主体配套的配套装置,其能够有效地减轻吹塑膜主体挤出吹塑成型薄膜存在厚度不均匀的情况,提升产品的质量。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供一种吹塑膜的熔融挤出配套装置,其能够有效地减轻吹塑膜主体挤出吹塑成型薄膜存在厚度不均匀的情况,提升产品的质量。
2、为实现上述目的,本实用新型的技术解决方案是:
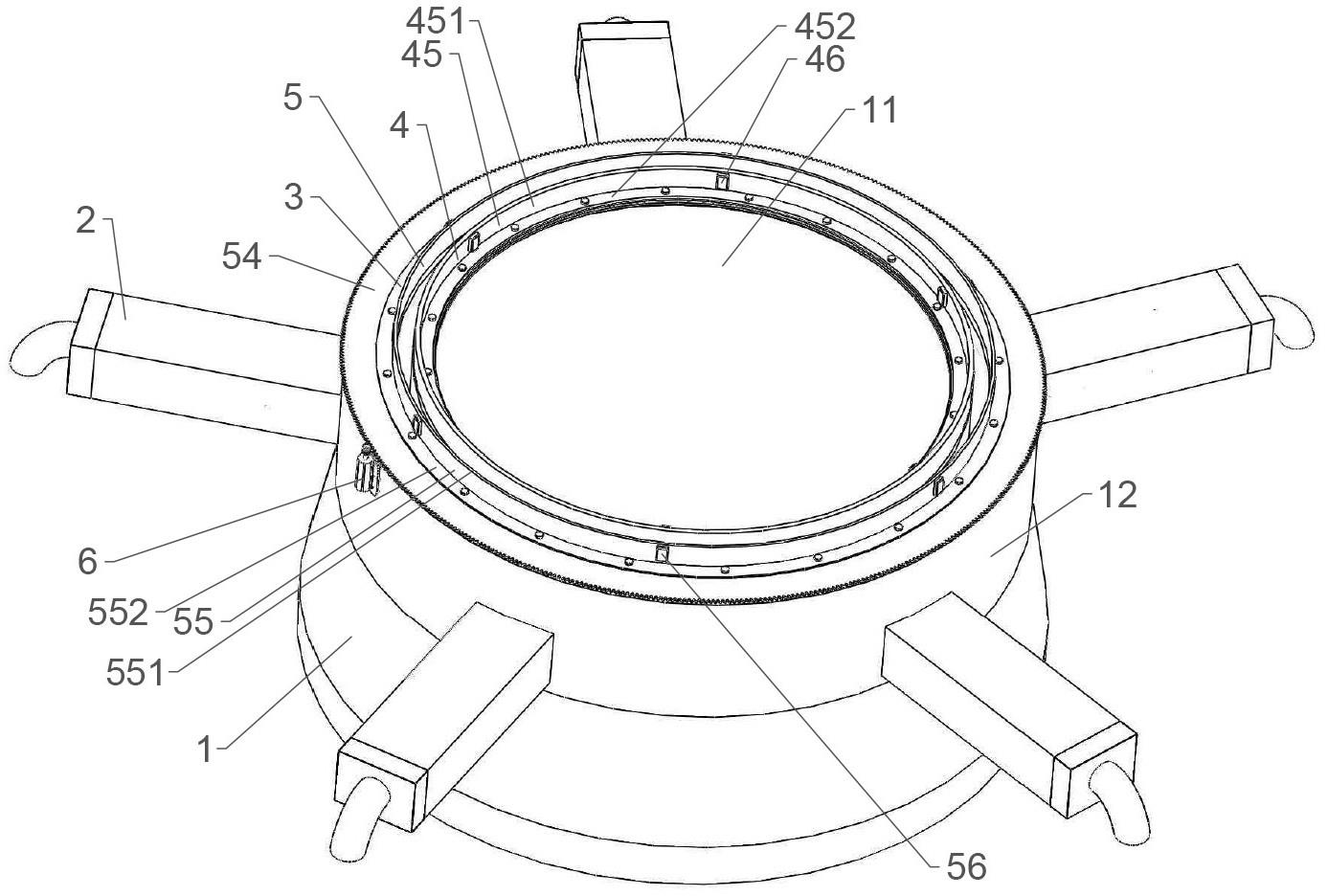
3、一种吹塑膜的熔融挤出配套装置,包括吹塑模主体,吹塑模主体包括内模体和外模体,外模体外侧壁贯通连接设有复数个进料装置,内模体和外模体的上表面设有用于控制薄膜厚度的厚度均匀装置;厚度均匀装置包括设于内模体上表面的内模套机构和设于外模体上表面的外模套机构;内模套机构包括设于内模体上表面呈圆环结构的第一滑槽、滑动套设于第一滑槽内部的第一滑块、呈水平方向固定设于第一滑块顶部且呈圆环结构的第一卡环、呈圆环结构固定设于第一卡环上表面的安装环、固定安装于安装环上表面且截面呈l型结构的内厚度均匀旋转体和复数个固定设于内厚度均匀旋转体内侧面上的第一磁块;外模套机构包括设于外模体上表面呈圆环结构的第二滑槽、滑动套设于第二滑槽内部的第二滑块、呈水平方向固定设于第二滑块顶部且呈圆环结构的第二卡环、呈圆环结构固定设于第二卡环上表面的驱动环、固定设于驱动环上表面且截面呈l型结构的外厚度均匀旋转体和复数个固定设于外厚度均匀旋转体外侧面上的与第一磁块一一对应的第二磁块,驱动环的最外侧边缘环绕设有齿轮结构,外模体外侧壁上设有用于驱动驱动环转动的动力机构。
4、进一步,为了保证第一滑块、第二滑块在滑动的过程中不从第一滑槽、第二滑槽中脱离,该第一滑槽和第二滑槽均呈倒t字型结构,第一滑块和第二滑块均呈倒t字型结构。
5、更进一步,为了提升驱动环的转动效率,该动力机构包括通过螺栓固定设于外模体外侧壁上的安装板和固定设于安装板上的电机,电机包括电机主体和与电机主体的动力输出轴固定连接的用于驱动驱动环旋转的动力齿轮;同时,该电机采用伺服减速电机。
6、优选地,为了提升第一滑块和第二滑槽在滑动中的流畅度,减少摩擦力,在第一滑块和第二滑块的下表面均环绕设有复数个呈半球型结构的滚槽,滚槽内滚动安装设有滚珠。
7、同时,为了使得外厚度均匀旋转体能够有效地带动内厚度均匀旋转体进行旋转,第一磁块为对称性分布设置,且数量至少为6个,同时,外厚度均匀旋转体和内厚度均匀旋转体均采用耐高温树脂材质,优选采用tpu材质。
8、通过采用上述的技术方案,本实用新型的有益效果是:
9、本实用新型通过设置厚度均匀装置,熔融的物料通过内模体和外模体间的缝隙挤出吹塑膜粗胚,在后续工序的作用中,吹塑膜粗胚上拉,为了减轻由于内外模体相对面中存在的损伤而找造成吹塑膜粗坯存在厚度不均匀的现象,通过在内外模体上表面设有用于旋转挤压吹塑膜粗坯的内外模套机构,通过内外厚度均匀旋转体的旋转,使得吹塑膜粗胚中厚度不均的情况随机化,使得吹塑膜整体厚度较为均匀,提升产品的质量。
技术特征:
1.一种吹塑膜的熔融挤出配套装置,包括吹塑模主体,所述吹塑模主体包括内模体和外模体,所述外模体外侧壁贯通连接设有复数个进料装置,其特征在于:所述内模体和所述外模体的上表面设有用于控制薄膜厚度的厚度均匀装置;所述厚度均匀装置包括设于所述内模体上表面的内模套机构和设于所述外模体上表面的外模套机构;所述内模套机构包括设于所述内模体上表面呈圆环结构的第一滑槽、滑动套设于所述第一滑槽内部的第一滑块、呈水平方向固定设于所述第一滑块顶部且呈圆环结构的第一卡环、呈圆环结构固定设于所述第一卡环上表面的安装环、固定安装于所述安装环上表面且截面呈l型结构的内厚度均匀旋转体和复数个固定设于所述内厚度均匀旋转体内侧面上的第一磁块;所述外模套机构包括设于所述外模体上表面呈圆环结构的第二滑槽、滑动套设于所述第二滑槽内部的第二滑块、呈水平方向固定设于所述第二滑块顶部且呈圆环结构的第二卡环、呈圆环结构固定设于所述第二卡环上表面的驱动环、固定设于所述驱动环上表面且截面呈l型结构的外厚度均匀旋转体和复数个固定设于所述外厚度均匀旋转体外侧面上的与所述第一磁块一一对应的第二磁块,所述驱动环的最外侧边缘环绕设有齿轮结构,所述外模体外侧壁上设有用于驱动所述驱动环转动的动力机构。
2.根据权利要求1所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述第一滑槽和所述第二滑槽均呈倒t字型结构,所述第一滑块和所述第二滑块均呈倒t字型结构。
3.根据权利要求1或2所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述动力机构包括通过螺栓固定设于所述外模体外侧壁上的安装板和固定设于所述安装板上的电机,所述电机包括电机主体和与所述电机主体的动力输出轴固定连接的用于驱动所述驱动环旋转的动力齿轮。
4.根据权利要求1或2所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述第一滑块和所述第二滑块的下表面均环绕设有复数个呈半球型结构的滚槽,所述滚槽内滚动安装设有滚珠。
5.根据权利要求3所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述第一滑块和所述第二滑块的下表面均环绕设有复数个呈半球型结构的滚槽,所述滚槽内滚动安装设有滚珠。
6.根据权利要求1或2或5所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述第一磁块为对称性分布设置,且数量至少为6个。
7.根据权利要求3所述的一种吹塑膜的熔融挤出配套装置,其特征在于:所述电机采用伺服减速电机。
技术总结
本技术涉及薄膜生产装置,尤其是涉及的是一种吹塑膜的熔融挤出配套装置,包括吹塑模主体,吹塑模主体包括内模体和外模体,外模体外侧壁贯通连接设有复数个进料装置,内模体和外模体的上表面设有用于控制薄膜厚度的厚度均匀装置;本技术能够有效地减轻吹塑膜主体挤出吹塑成型薄膜存在厚度不均匀的情况,提升产品的质量。
技术研发人员:钟积翔,许梓楠
受保护的技术使用者:晋江名祥新材料科技有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!