一种中框成型模具的制作方法
本技术涉及模具,具体为一种中框成型模具。
背景技术:
1、塑料模具,是工业中和塑料成型机配套,赋予以完整构型和精确尺寸的工具。由于塑料品种和加工方法繁多,和塑料制品的结构又繁简不一,所以,塑料模具的种类和结构也是多种多样的。注塑成型模具设计得好坏,决定着注塑成型制件的质量优劣及成品率高低,也就是说,是否能加工出优质价廉的塑料制件,在很大程度上要靠注塑成型模具设计的合理性和先进性来保证。
2、中框在生产加工中需要使用塑料模具,目前中框成型模具在使用中冷却流道范围小,使中框在模腔内冷却成型速度较慢,而且中框成型后位于模腔内不便于进行取出,影响了中框的生产效率。
技术实现思路
1、本实用新型的目的在于提供一种中框成型模具,具备中框冷却成型速度快,且便于取出成型中框,能够提高其生产效率的优点,解决了上述背景技术所提出的问题。
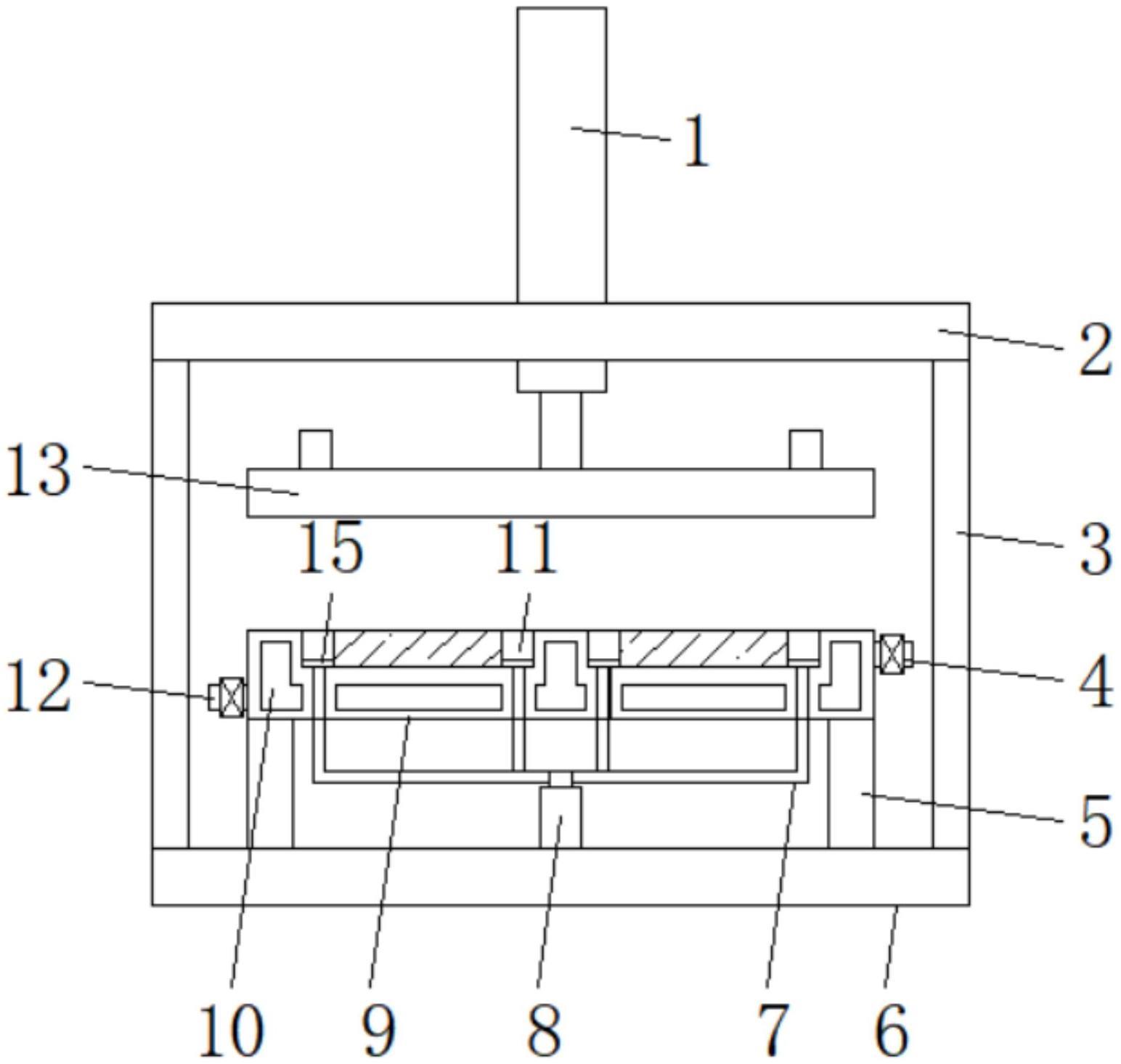
2、为实现上述目的,本实用新型提供如下技术方案:一种中框成型模具,包括第一液压设备、底板和第二液压设备,所述底板的上端安装有支撑柱,支撑柱共设有四个呈阵列分布,所述支撑柱的上端安装有顶板,所述第一液压设备嵌入安装在底板的上端,第一液压设备包括有液压杆,液压杆的末端安装有上模板,下模板安装在底板的上方,下模板上设置有模腔,所述下模板内设置有冷却腔,下模板的侧端安装有进水管,所述第二液压设备安装在底板的上端面中心处,第二液压设备包括有液压杆,液压杆上安装有顶升杆,顶升杆的末端处安装有顶升板,顶升板的形状与模腔的形状一致。
3、优选的,所述上模板上设置有注料管。注料管的设置用于注入熔融塑料。
4、优选的,所述下模板的下端安装有支撑杆,支撑杆共设有四个呈阵列分布,且支撑杆的末端与底板的上端焊接固定。支撑杆的设置用于对下模板进行支撑。
5、优选的,所述下模板背离进水管的一侧端安装有出水管,进水管和出水管上均设置有阀门。通过进水管可以对冷却腔内加入冷却水,通过出水管可以将冷却腔内的水排出。
6、优选的,所述下模板的下端开设有延伸孔,延伸孔与模腔连通,所述顶升杆位于延伸孔内,顶升板位于模腔内。延伸孔的设置可以方便顶升杆进行升降。
7、与现有技术相比,本实用新型的有益效果如下:注塑后,通过进水管可以对冷却腔内注入冷却水,冷却腔范围较大,冷却水位于冷却腔内可以加快熔融塑料的冷却速度,可以使两个模腔内的中框快速成型,当中框成型后,上模板上升,通过第二液压设备工作可以使顶升板上升,顶升板上升时可以将位于模腔内的成型中框顶出模腔,可以便于取出成型的中框,能够提高中框的生产加工效率。
技术特征:
1.一种中框成型模具,包括第一液压设备(1)、底板(6)和第二液压设备(8),其特征在于:所述底板(6)的上端安装有支撑柱(3),支撑柱(3)共设有四个呈阵列分布,所述支撑柱(3)的上端安装有顶板(2),所述第一液压设备(1)嵌入安装在底板(6)的上端,第一液压设备(1)包括有液压杆,液压杆的末端安装有上模板(13),下模板(9)安装在底板(6)的上方,下模板(9)上设置有模腔(11),所述下模板(9)内设置有冷却腔(10),下模板(9)的侧端安装有进水管(4),所述第二液压设备(8)安装在底板(6)的上端面中心处,第二液压设备(8)包括有液压杆,液压杆上安装有顶升杆(7),顶升杆(7)的末端处安装有顶升板(15),顶升板(15)的形状与模腔(11)的形状一致。
2.根据权利要求1所述的一种中框成型模具,其特征在于:所述上模板(13)上设置有注料管。
3.根据权利要求1所述的一种中框成型模具,其特征在于:所述下模板(9)的下端安装有支撑杆(5),支撑杆(5)共设有四个呈阵列分布,且支撑杆(5)的末端与底板(6)的上端焊接固定。
4.根据权利要求1所述的一种中框成型模具,其特征在于:所述下模板(9)背离进水管(4)的一侧端安装有出水管(12),进水管(4)和出水管(12)上均设置有阀门。
5.根据权利要求1所述的一种中框成型模具,其特征在于:所述下模板(9)的下端开设有延伸孔(14),延伸孔(14)与模腔(11)连通,所述顶升杆(7)位于延伸孔(14)内,顶升板(15)位于模腔(11)内。
技术总结
本技术涉及模具技术领域,尤其涉及一种中框成型模具,其技术方案包括第一液压设备、底板和第二液压设备,所述底板的上端安装有支撑柱,所述支撑柱的上端安装有顶板,所述第一液压设备嵌入安装在底板的上端,第一液压设备包括有液压杆,液压杆的末端安装有上模板,所述下模板安装在底板的上方,下模板上设置有模腔,所述下模板内设置有冷却腔,下模板的侧端安装有进水管,所述第二液压设备安装在底板的上端面中心处,第二液压设备包括有液压杆,液压杆上安装有顶升杆,顶升杆的末端处安装有顶升板,顶升板的形状与模腔的形状一致。本技术具备中框冷却成型速度快,且便于取出成型中框,能够提高其生产效率的优点。
技术研发人员:李旺,高峰,陈修祥
受保护的技术使用者:广州市中达祥模具塑胶有限公司
技术研发日:20230412
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!