一种生产汽车波纹管的挤出生产线及其使用方法与流程
本发明涉及波纹管生产,具体为一种生产汽车波纹管的挤出生产线及其使用方法。
背景技术:
1、汽车波纹管是用来度汽车的仪表线束进行保护的软管,汽车波纹管一般利用挤出机进行生产,挤出机内部利用加热结构将物料融化,然后将物料挤出成型,由于挤出机的内部空间有限,一些挤出机对物料进行加热时,由于物料存在小粒径与大粒径的区别,当小粒径和大粒径同时在挤出机中进行加热时,大粒径物料容易造成无法完全融化的情况,进而造成物料被挤出时生产的产品质量差。
2、现有的挤出设备存在的缺陷是:
3、1、现有技术ep2760659a1公开了挤出机,该技术中挤出机无法对物料的大小按粒径大小进行分离,在挤出机对物料加热过程中,物料中大粒径在挤出时容易出现无法完全熔融的情况,造成成品质量差,因此需要一种可以对物料进行按粒径大小分离,并对大粒径进行另外加热熔融的生产汽车波纹管的挤出生产线来解决该问题。
4、2、现有技术jp2003039526a公开了挤出机,该技术提供一种可以容易地挤出至少两种挤出构件的挤出机,该设备无法对物料按粒径大小进行分离,进而也不具有对大粒径物料进行另外加热的结构,加热棒对物料加热时与物料的接触面积小,造成加热速率慢,同时物料容易粘附在加热棒上,造成物料浪费,因此需要一种能够对物料按粒径大小进行分离且可以增加对物料加热面积并能够避免物料粘附在加热棒上的生产汽车波纹管的挤出生产线来解决该问题。
5、3、现有技术jp2006202995a公开了挤出机,该技术在模制时通过热应变等防止产生翘曲,弯曲等的不合格,该设备不具有对物料按粒径大小进行分离的结构,一些能够对物料进行过滤分离的设备如果对物料进行加热熔融,物料容易堵塞在过滤板上,造成物料无法继续通过过滤板,因此需要一种能够具有物料按粒径进行分类且可以过滤板进行疏通的挤出生产线来解决该问题。
6、4、现有技术cn105984109b公开了挤出机,该技术提供一种效率高的挤出机,在对挤出机内部加入物料时,进料筒是打开的,会造成挤出机内部的热量容易通过进料筒散失,进而造成热量的浪费,造成能源浪费,因此需要一种能够降低投料时热量流失的挤出生产线来解决该问题。
技术实现思路
1、本技术的一个目的在于提供一种生产汽车波纹管的挤出生产线及其使用方法,能够解决现有技术中提出的技术问题。
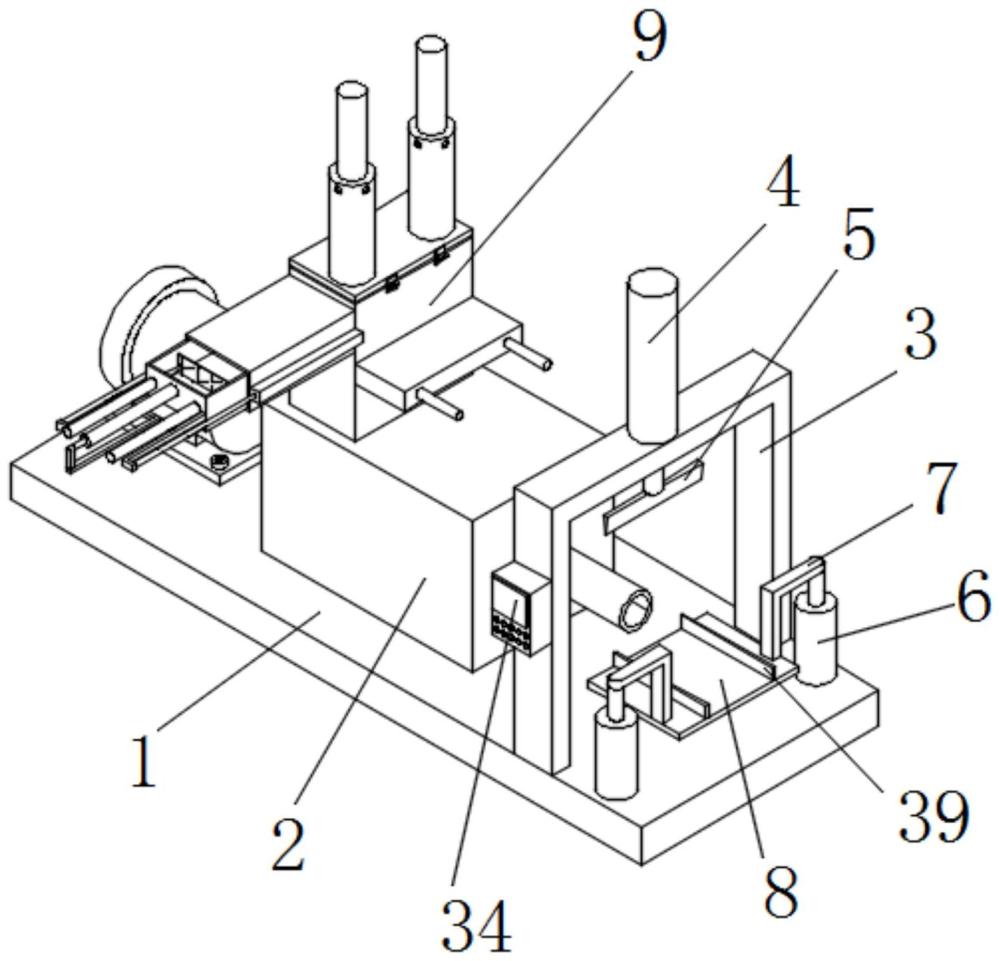
2、为实现上述目的,本发明提供如下技术方案:一种生产汽车波纹管的挤出生产线,包括底板、支撑单元、切割单元、分离单元、加热单元、空气压缩单元和进料单元,所述底板的顶部安装有挤出机本体,所述支撑单元设置在底板的顶部,用来对挤出机本体挤出的物料进行支撑,所述切割单元设置在底板的顶部,用来对挤出机本体挤出的物料进行切割,所述分离单元设置在挤出机本体的顶部,用来将加入挤出机本体的物料按粒径大小进行提前分离,所述加热单元设置在分离单元的正面,用来对分离的大粒径物料进行加热;
3、所述空气压缩单元设置在分离单元的顶部,用来产生压缩空气将分离单元中堵塞的通道疏通,所述进料单元设置在分离单元的一侧,用来将物料混合加入分离单元内部。
4、优选的,所述切割单元包括架体、气缸单元一和切刀,架体安装在底板的顶部,且架体位于挤出机本体的前方,架体的顶部安装有气缸单元一,气缸单元一的输出端安装有切刀。
5、优选的,所述支撑单元包括气缸单元二、连接杆一、支撑板一和限位杆,两个气缸单元二对称安装在底板的顶部,且气缸单元二位于架体的前方,气缸单元二的输出端安装有连接杆一,连接杆一的一端安装有支撑板一,支撑板一的顶部对称安装有限位杆。
6、优选的,所述分离单元包括分离盒、过滤板和温度感应单元,分离盒安装在挤出机本体的顶部,分离盒与挤出机本体相贯通,分离盒的内部安装有过滤板,分离盒的背面贯穿安装有温度感应单元。
7、优选的,所述加热单元包括收纳盒、气缸单元三、隔热板、加热棒、导热板一、弹簧、导热板二和隔热棉,收纳盒安装在分离盒的正面,收纳盒的正面对称安装有气缸单元三,气缸单元三的输出端安装有隔热板,隔热板的背面对称安装有加热棒,加热棒的一端安装有导热板一,且导热板一位于分离盒的内部,导热板一的正面对称安装有多个弹簧,加热棒的外侧活动安装有导热板二,且弹簧的一端与导热板二的背面相连接,隔热板的外侧安装有隔热棉。
8、优选的,所述空气压缩单元包括活动板、压缩筒、进气孔、气缸单元四和压缩板,活动板通过合页活动安装在分离盒的顶部,活动板的顶部对称安装有压缩筒,压缩筒的外侧对称贯穿开设有进气孔,压缩筒的顶部安装有气缸单元四,气缸单元四的输出端安装有压缩板,且压缩板位于压缩筒的内部。
9、优选的,所述进料单元包括加料框、气缸单元五、连接杆二、环形框、气缸单元六、连接块、推杆、挡板、气缸单元七和网格板,加料框安装在分离盒的一侧,且加料框与分离盒相贯通,加料框的两侧对称安装有气缸单元五,气缸单元五的输出端安装有连接杆二,连接杆二的内侧安装有环形框,且环形框位于加料框的内部,环形框的一侧安装有气缸单元六,气缸单元六的输出端安装有连接块,连接块的底部安装有推杆,推杆的一端安装有挡板,且挡板的一侧贯穿环形框的一侧,环形框的一侧对称安装有气缸单元七,气缸单元七的输出端安装有网格板,且网格板位于环形框的内部。
10、优选的,所述架体的一侧安装有控制单元,控制单元与气缸单元一、气缸单元二、温度感应单元、气缸单元三、加热棒、气缸单元四、气缸单元五、气缸单元六和气缸单元七电信号连接,分离盒的背面安装有块体,块体的顶部贯穿安装有螺纹杆一,螺纹杆一的一端安装有旋转杆,旋转杆的顶部贯穿安装有螺纹杆二。
11、优选的,所述生产汽车波纹管的挤出生产线的使用方法如下:
12、s1、首先将物料加入环形框内部,接着通过控制单元启动气缸单元七带动网格板左右移动,网格板将环形框内部的物料混合均匀,然后通过气缸单元五带动环形框移动进入分离盒内部,随后通过启动气缸单元六带动挡板向外侧移动,进而使得环形框内部的物料进入分离盒内部的过滤板内部;
13、s2、接着通过过滤板将物料进行过滤,同时气缸单元带动导热板一前后移动使物料流动,使物料能够充分的被过滤板过滤,粒径大的物料留在过滤板上方,粒径小的物料通过过滤板进入挤出机本体内部进行加热挤出,接着通过气缸单元三带动隔热板和加热棒向后移动,随后加热棒对过滤板上方的物料进行加热,同时导热板一和导热板二将加热棒的热量传递给更多的物料,进而使得过滤板上的物料更快的受热熔融,熔融的物料通过过滤板落入挤出机本体内部;
14、s3、随后通过气缸单元四带动压缩板快速向下移动,进而对压缩筒内部的空气进行压缩,使得压缩筒内部的压缩空气进入分离盒内部,进而对过滤板上堵塞在孔洞上的熔融的物料被冲击落下,防止物料凝固影响下次物料的筛选;
15、s4、熔融的物料从挤出机本体前方管口挤出形成波纹管,然后气缸单元二带动支撑板一向上移动对波纹管进行支撑,接着气缸单元一带动切刀向下移动对波纹管进行切割,使波纹管分离成多段。
16、优选的,在所述s2中还包括如下步骤:
17、s21、接着通过气缸单元三带动加热棒向前移动,加热棒上的熔融物料被分离盒的正面内壁给刮除,进而避免物料粘附在加热棒上造成物料浪费。
18、与现有技术相比,本发明的有益效果是:
19、1、本发明通过过滤板可以将加入分离盒中的物料按粒径大小进行分离,避免大粒径物料进入挤出机本体中,同时加热棒可以对过滤板上留下的大粒径物料进行加热,避免了大粒径物料在挤压机本体中进行加热造成大物料熔融不彻底的情况,大粒径物料通过另设的加热棒加热,熔融更加彻底,从而使得生产汽车波纹管的挤出生产线可以使大粒径物料和小粒径物料分开进行加热,使物料熔融更彻底,避免挤出机本体对大粒径和小粒径物料同时加热造成物料熔融不彻底的情况。
20、2、本发明通过气缸单元三带动加热棒向前移动,使得加热棒上的物料可以被分离盒内壁刮除,避免加热棒上粘附物料造成物料浪费,同时气缸单元三带动导热板一和导热板二前后移动能够使过滤板上的物料流动,避免物料堆积造成过滤板无法有效对物料进行过滤,且导热板一和导热板二可以使加热棒热量更快的传递给物料,使物料融化速度加快,使生产汽车波纹管的挤出生产线可以在过滤板对物料过滤时,通过导热板一和导热板二移动使物料能够对过滤时的物料动起来,避免物料堆积造成过滤板无法对物料有效进行过滤,同时导热板一和导热板二能够将加热棒热量更快传递给更多物料,加快物料融化塑料,且加热棒上的熔融物料可以在在加热棒向前移动时被分离盒内壁刮除,避免物料浪费。
21、3、本发明通过气缸单元四带动压缩板向下移动可以使压缩筒内部的空气被压缩,进而能够使得压缩筒内部的空气冲击分离盒内部的过滤板,避免过滤板上被熔融的物料堵塞,使生产汽车波纹管的挤出生产线通过气缸单元四能够带动压缩板将压缩筒内部空气进行压缩,进而使得压缩空气冲击过滤板,避免过滤板被堵塞。
22、4、本发明通过向左拉出环形框,将物料放入环形框内部,然后使环形框向右移动进入分离盒内部,接着使挡板向左移动,能够使环形框内部物料落入分离盒内部,同时环形框可以降低热量向外的流失,在环形框向左移动时,环形框又可以遮挡加料框内部通道,降低分离盒内部热量的流失,使生产汽车波纹管的挤出生产线能够在向分离盒内部加物料时,降低分离盒内部热量的流失,节省能源。
- 还没有人留言评论。精彩留言会获得点赞!