火焰钎焊用气体流量控制装置的制作方法
[0001]
本实用新型涉及气体流量控制技术领域,具体涉及一种火焰钎焊用气体流量控制装置。
背景技术:
[0002]
现有技术控制流量的方式有:
[0003]
1、采用玻璃转子流量计,缺点在于手动调节、精度低、重复性差,切换机种时要重新调节流量,比较费时;
[0004]
2、采用电子膨胀阀,可进行火焰的切换,但切换后到火焰稳定的时间太长,控制精度也不高;
[0005]
3、直接采用质量流量控制器(mfc),缺点在于不是一个单独的装置,如果是改造的设备,需要增加阀门,改造麻烦,而且没有断电灭火功能等功能。
[0006]
公告号为cn 105555454b的专利说明书公开了一种钎焊系统具有第一气体源、第二气体源、包壳、钎焊焊炬以及控制系统,所述控制系统被配置来控制第一气体源和第二气体源的比例。该包壳包括由分隔物分开的第一隔室和第二隔室,其中所述第一隔室容纳了第一压力调节器阀和第一微计量阀,并且所述第二隔室容纳了第二压力调节器阀和第二微计量阀。该专利技术仍无法解决设备断电灭火时容易产生回火的问题。
技术实现要素:
[0007]
针对本领域存在的不足之处,本实用新型提供了一种火焰钎焊用气体流量控制装置,解决了钎焊中遇到的更换机种麻烦、停电时易产生回火、流量精度不高、重复性差等一系列问题,可应用于火焰钎焊需要精密控制气体流量的设备或机械手。
[0008]
一种火焰钎焊用气体流量控制装置,包括:
[0009]
燃气控制管路,管路上设有第一燃气电磁阀和第一质量流量控制器;
[0010]
助燃气体控制管路,管路上设有助燃气体电磁阀和第二质量流量控制器;
[0011]
阻燃性气体控制管路,管路上设有阻燃性气体电磁阀,所述助燃气体控制管路的出口与所述阻燃性气体控制管路的出口连通;
[0012]
控制系统,用于控制各质量流量控制器和电磁阀。
[0013]
所述燃气可以是天然气、丙烷、液化气等。
[0014]
所述助燃气体可以是氧气和/或空气。
[0015]
所述阻燃性气体可以是氮气等不可燃气体。
[0016]
所述控制系统通过控制所述第一质量流量控制器和第一燃气电磁阀进而精确控制燃气控制管路中的燃气流量,通过控制所述助燃气体电磁阀和第二质量流量控制器进而精确控制助燃气体控制管路中的助燃气体流量,通过控制阻燃性气体电磁阀进而控制阻燃性气体控制管路中的阻燃性气体流量。
[0017]
所述阻燃性气体控制管路主要用来设备关火时用阻燃性气体来进行灭火,确保不
会发生回火的现象,当设备进行关火动作时,阻燃性气体电磁阀会通电一定时间,使阻燃性气体替代助燃性气体,将火焰熄灭。
[0018]
作为优选,所述燃气控制管路上还设有第二燃气电磁阀,所述第一质量流量控制器位于所述第一燃气电磁阀和所述第二燃气电磁阀之间,有利于更安全、精确地控制燃气。
[0019]
作为优选,所述控制系统包括控制电路板,所述控制电路板上设有具有电量储存功能的电容元件,用于断电时提供电量开启所述阻燃性气体电磁阀。当外部输入电压断电后,电容元件储存的电量能使阻燃性气体电磁阀通电1~2秒钟,确保工厂异常断电时,消除设备灭火时产生的回火。
[0020]
作为优选,所述控制系统还包括plc,用于控制各电磁阀的启闭;所述各质量流量控制器和电磁阀的接口均设于所述控制电路板上;所述控制电路板上还设有用于放大控制回路的晶体管。控制电路板作为plc和外部控制元件连接的中间桥梁,大大提高接线的效率。晶体管用于提高plc输出带负载的能力,使plc可以直接连接电磁阀,控制其通断,这种方式采用了无触点的开关通断,能够快速响应。
[0021]
作为优选,所述的火焰钎焊用气体流量控制装置还包括气体混合器,所述燃气控制管路、助燃气体控制管路、阻燃性气体控制管路均接入所述气体混合器。所述气体混合器用于混合燃气、助燃气体,必要时还可混合阻燃性气体防止回火。
[0022]
进一步优选,所述气体混合器上设有第一进气管和第二进气管,所述第一进气管与所述燃气控制管路出口连接,所述助燃气体控制管路的出口与所述阻燃性气体控制管路的出口均与所述第二进气管连接。
[0023]
本实用新型与现有技术相比,主要优点包括:
[0024]
1、本实用新型使用高精度质量流量控制器,通过控制系统可自动控制气体流量稳定,使火焰更加稳定,不良率下降,焊缝cpk指数得到提高,提升焊接合格率。
[0025]
2、通过调节各气体流量,可实现强弱火功能切换,弱火流量为强火流量的1/4~1/6,在等待工件焊接时,强火变成弱火,可大大降低助燃气体和燃气的用量。
[0026]
3、本实用新型解决了钎焊中遇到的更换机种麻烦、停电时易产生回火、流量精度不高、重复性差等一系列问题,可应用于火焰钎焊需要精密控制气体流量的设备或机械手。
附图说明
[0027]
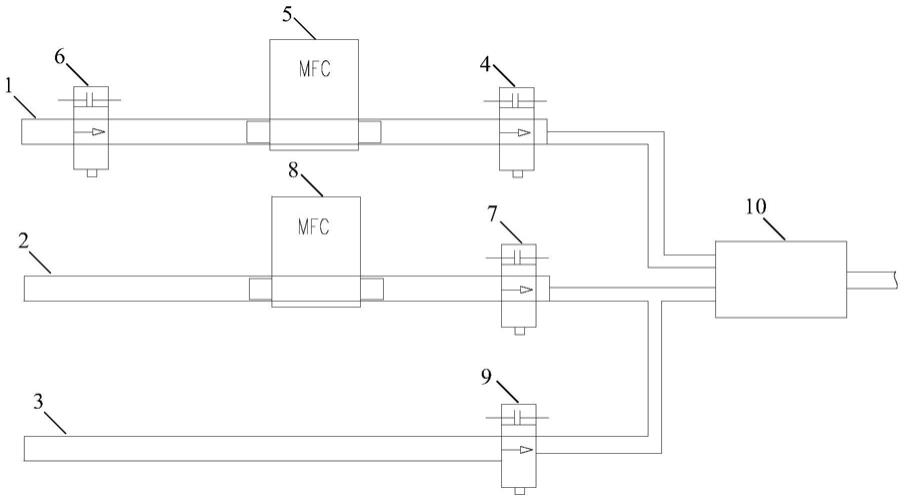
图1为实施例的火焰钎焊用气体流量控制装置结构示意图;
[0028]
图中:1-燃气控制管路,2-助燃气体控制管路,3-阻燃性气体控制管路,4-第一燃气电磁阀,5-第一质量流量控制器,6-第二燃气电磁阀,7-助燃气体电磁阀,8-第二质量流量控制器,9-阻燃性气体电磁阀,10-气体混合器。
具体实施方式
[0029]
下面结合附图及具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。下列实施例中未注明具体条件的操作方法,通常按照常规条件,或按照制造厂商所建议的条件。
[0030]
本实施例的火焰钎焊用气体流量控制装置,包括:燃气控制管路1、助燃气体控制管路2、阻燃性气体控制管路3、气体混合器10和控制系统(未画出)。
[0031]
燃气控制管路1上沿气流方向依次设有第二燃气电磁阀6、第一质量流量控制器5和第一燃气电磁阀4。第一燃气电磁阀4设于燃气控制管路1靠近出口端。燃气控制管路1的入口端可连接天然气、丙烷、液化气等燃气。
[0032]
助燃气体控制管路2上沿气流方向依次设有第二质量流量控制器8和助燃气体电磁阀7。助燃气体电磁阀7设于助燃气体控制管路2靠近出口端。助燃气体控制管路2的入口端可连接氧气或空气等助燃气体。
[0033]
阻燃性气体控制管路3上靠近出口端设有阻燃性气体电磁阀9。阻燃性气体控制管路3的入口端可连接氮气等不可燃气体(阻燃性气体)。阻燃性气体控制管路3主要用来设备关火时用阻燃性气体来进行灭火,确保不会发生回火的现象,当设备进行关火动作时,阻燃性气体电磁阀9会通电一定时间,使阻燃性气体替代助燃性气体进入气体混合器10,将火焰熄灭。
[0034]
气体混合器10上设有第一进气口和第二进气口,分别与燃气控制管路1和助燃气体控制管路2连接。阻燃性气体控制管路3的出口接入助燃气体控制管路2靠近出口处,且位于第二进气口和助燃气体电磁阀7之间。气体混合器10的出口可连接火排。
[0035]
控制系统与各质量流量控制器和电磁阀电性连接,用于控制各质量流量控制器和电磁阀。
[0036]
控制系统采用plc和控制电路板控制。控制电路板上设有具有电量储存功能的电容元件,用于断电时提供电量开启阻燃性气体电磁阀9。当外部输入电压断电后,电容元件储存的电量能使阻燃性气体电磁阀9通电1~2秒钟,使阻燃性气体进入气体混合器10中,确保工厂异常断电时,消除设备灭火时产生的回火。
[0037]
plc可控制各电磁阀的启闭。各质量流量控制器和电磁阀的接口也均设于控制电路板上。控制电路板上还设有用于放大控制回路的晶体管。控制电路板作为plc和外部控制元件连接的中间桥梁,大大提高接线的效率。晶体管用于提高plc输出带负载的能力,使plc可以直接与电磁阀连接,控制其通断,这种方式采用了无触点的开关通断,能够快速响应。
[0038]
本实施例的火焰钎焊用气体流量控制装置,控制系统通过控制第一质量流量控制器5、第一燃气电磁阀4以及第二燃气电磁阀6进而精确控制燃气控制管路1中的燃气流量,通过控制助燃气体电磁阀7和第二质量流量控制器8进而精确控制助燃气体控制管路2中的助燃气体流量,通过控制阻燃性气体电磁阀9进而控制阻燃性气体控制管路3中的阻燃性气体流量。灭火时,第一燃气电磁阀4、第二燃气电磁阀6和助燃气体电磁阀7关闭,同时阻燃性气体电磁阀会打开1~2秒,用阻燃性气体吹扫气体混合器10及其出口所连接的管路中的混合气,将火焰熄灭,避免回火的发生。
[0039]
此外应理解,在阅读了本实用新型的上述描述内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1