一种航空导光板自动喷涂生产线的制作方法
本发明涉及航空导光板,特别地是,一种航空导光板自动喷涂生产线。
背景技术:
1、航空导光板广泛应用于军用和民用飞机机中的夜视兼容照明、按键式导光操控面板组件led照明等方面。航空导光板包括:表面涂有漫反射涂层的有机玻璃板及嵌在有机玻璃板内部的光源。光源所提供的光束在有机玻璃板内部传递并且照亮有机玻璃板表面的标记。在研在制的航空导光板多达5000种,具有多品种、小批量生产的特点。目前在航空导光板的生产加工过程,需要对航空导光板表面进行多次喷漆处理,而目前主要的喷漆方式还是通过人工进行喷漆。缺点在于:1.效率低,造成产能不足;2.无法满足需量产的各型号导光板产品表面油漆厚度的要求;3.由于外界环境和人为因素的影响,导致喷漆的质量和漆膜的均一性受到一定影响。
技术实现思路
1、本发明目的是解决现有航空导光板因人工喷漆而造成生产效率较低及喷漆质量不稳定的技术问题,提供一种新型的航空导光板自动喷涂生产线。
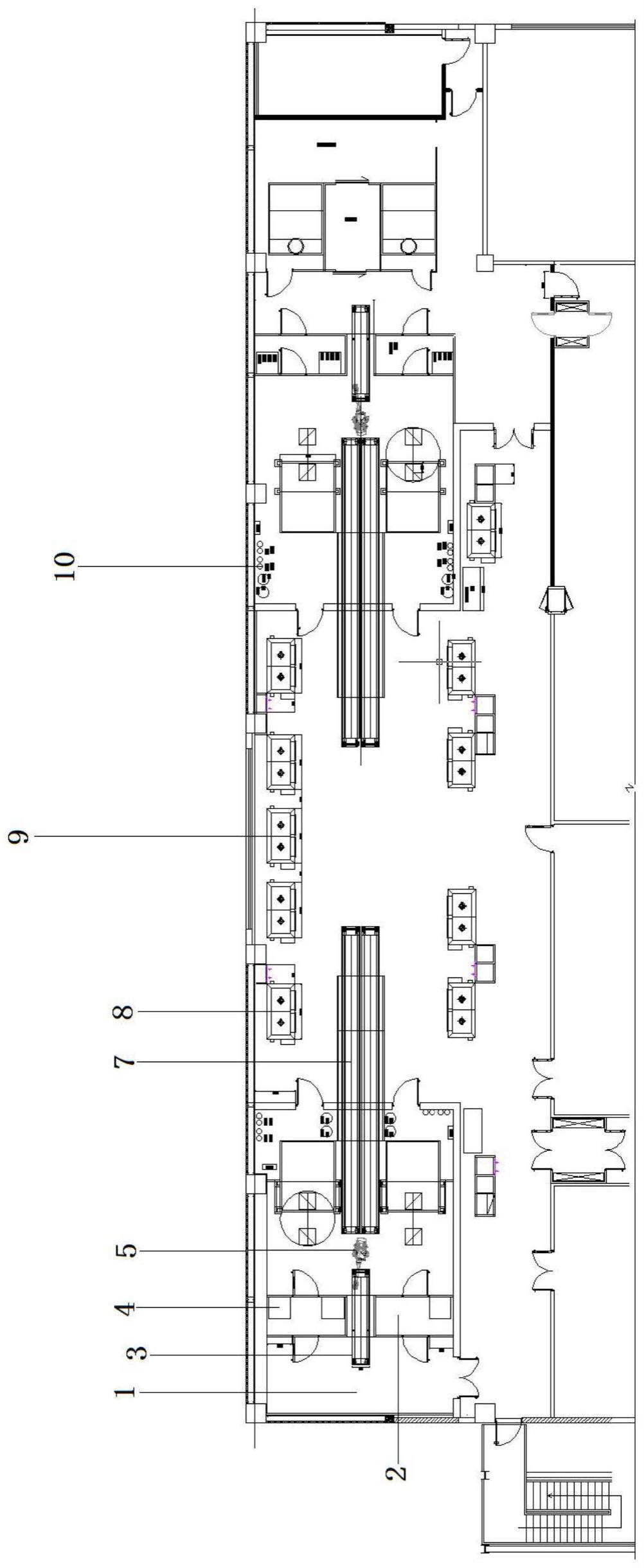
2、为了实现这一目的,本发明的技术方案如下:一种航空导光板自动喷涂生产线,包括:预处理工段、运输工段、自动喷漆工段及处理工段。
3、作为一种航空导光板自动喷涂生产线的优选方案,所述预处理工段具有静电除尘系统及检验室;较佳地,所述静电除尘系统包括:湿敏控制装置、内循环过滤装置、静电主机及静电除尘棒。
4、作为一种航空导光板自动喷涂生产线的优选方案,所述运输工段具有入料输送机、转运机器人及机器人控制柜;较佳地,所述入料输送机可选用单倍速的链输送线;较佳地,所述转运机器人是选用abb公司的irb4600工业机器人。
5、作为一种航空导光板自动喷涂生产线的优选方案,所述自动喷漆工段具有自动喷漆机器人、机器人plc站、连续式无尘烘烤炉、油漆回路系统、uv固化炉及双立门烘箱;较佳地,所述喷涂机器人是选用abb公司的1irb52机器人;较佳地,所述机器人plc站完成与机器人的通讯,将需要喷涂的工件型号、喷涂工位、温烘干温度和颜色发送给机器人,通过profinet界面和与安全相关信号的离散技术实现;较佳地,所述连续式无尘烘烤炉双边配有链条传动;较佳地,所述uv固化炉包括:送排风机及uv灯管;较佳地,所述双立门烘箱包括:室体、底部保温、送风系统、加热系统及电控系统。
6、作为一种航空导光板自动喷涂生产线的优选方案,所述处理工段具有水帘喷漆房、人货风淋室及喷房废气处理设备。
7、作为一种航空导光板自动喷涂生产线的优选方案,还包括:油漆回路系统,其具有单向阀、常闭气动阀、3d150隔膜阀、溶剂桶、色漆、废漆桶、换色阀及pd1k。
8、与现有技术相比,本发明的有益效果至少在于:能够满足航空导光板军品多品种、小批量产品特点,解决航空导光板人工处理耗时费力和人工喷漆重复性差、漆膜厚度不均匀和调光效率低的问题。
技术特征:
1.一种航空导光板自动喷涂生产线,其特征在于,包括:预处理工段、运输工段、自动喷漆工段及处理工段。
2.根据权利要求1所述的一种航空导光板自动喷涂生产线,其特征在于,所述预处理工段具有静电除尘系统及检验室;较佳地,所述静电除尘系统包括:湿敏控制装置、内循环过滤装置、静电主机及静电除尘棒。
3.根据权利要求1所述的一种航空导光板自动喷涂生产线,其特征在于,所述运输工段具有入料输送机、转运机器人及机器人控制柜;较佳地,所述入料输送机可选用单倍速的链输送线;较佳地,所述转运机器人是选用abb公司的irb4600工业机器人。
4.根据权利要求1所述的一种航空导光板自动喷涂生产线,其特征在于,所述自动喷漆工段具有自动喷漆机器人、机器人plc站、连续式无尘烘烤炉、油漆回路系统、uv固化炉及双立门烘箱;较佳地,所述喷涂机器人是选用abb公司的1irb52机器人;较佳地,所述机器人plc站完成与机器人的通讯,将需要喷涂的工件型号、喷涂工位、温烘干温度和颜色发送给机器人,通过profinet界面和与安全相关信号的离散技术实现;较佳地,所述连续式无尘烘烤炉双边配有链条传动;较佳地,所述uv固化炉包括:送排风机及uv灯管;较佳地,所述双立门烘箱包括:室体、底部保温、送风系统、加热系统及电控系统。
5.根据权利要求1所述的一种航空导光板自动喷涂生产线,其特征在于,所述处理工段具有水帘喷漆房、人货风淋室及喷房废气处理设备。
6.根据权利要求1所述的一种航空导光板自动喷涂生产线,其特征在于,还包括:油漆回路系统,其具有单向阀、常闭气动阀、3d150隔膜阀、溶剂桶、色漆、废漆桶、换色阀及pd1k。
技术总结
本发明公开一种航空导光板自动喷涂生产线,包括:预处理工段、运输工段、自动喷漆工段及处理工段。所述运输工段具有入料输送机、转运机器人及机器人控制柜。所述预处理工段具有静电除尘系统及检验室。所述处理工段具有水帘喷漆房、人货风淋室及喷房废气处理设备。本发明的有益效果:能够满足航空导光板军品多品种、小批量产品特点,解决航空导光板人工处理耗时费力和人工喷漆重复性差、漆膜厚度不均匀和调光效率低的问题。
技术研发人员:吴小佳,张冉
受保护的技术使用者:上海航空电器有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!