一种生产喷气燃料的加氢裂化方法与流程
1.本发明涉及一种生产喷气燃料的加氢裂化方法,具体地说涉及一种生产优质喷气燃料的加氢裂化方法。
背景技术:
2.航煤作为航空飞行器的动力源,适于用作高速航空涡轮发动机燃料,具有较高的价值,是一种具有较高附加值的石油产品。根据最新的航煤市场调研报告,全球航煤的市场需求未来将一直持续缓慢增长态势,现有航煤生产并不能满足需求,炼油企业不断开发生产航煤的新技术,计划扩产或新建航煤装置。对于炼油企业而言,生产航煤不但可以生产高附加值产品、提升整体效益,而且通过新产品的开发可以提升市场竞争力。
3.喷气燃料由于其使用环境的特殊性,对于产品指标的要求也比较严格,由于其要求的严格,故对于航煤其生产途径以及方式提出了诸多的限制。
4.对于喷气燃料,目前主要有两种生产方式,直馏航煤加氢精制或者加氢裂化。但由于优质喷气燃料的生产,如果使用前者进行生产,那么对于原油的要求较高,必须使用环烷基或者中间基属的原油;如果使用后者进行生产,那么由于加氢裂化过程的反应特性,直接生产出的航煤产品中芳烃是难以达到合格标准的,且优质航煤的生产在我国是不允许进行产品的调和的,所以如果直接进行芳烃的补充既违反了规定也不利于优质航煤安定性的达标,所以如何利用加氢裂化装置合理生产优质航煤是技术先进的体现。
5.对于有芳烃要求的优质航煤生产,目前一般都是通过加氢裂化原料中掺炼加工催化柴油的方法来实现,但是这样一方面降低了加氢裂化装置蜡油的处理量,还增加了催化柴油在预处理段的无谓氢耗,且催化柴油饱和深度增加的话,产品中重石芳潜有所降低、造气率有所升高、航煤中芳烃的贡献有所分散,没有实现芳烃的最优配置,在技术上有缺陷,在经济上也不合理。
6.cn200610008417.8公开了一种劣质催化裂化柴油加氢裂化方法。所述方法将劣质催柴与重质加氢裂化原料混合后,首先进行加氢裂化,所得中间馏分油进行二段加氢裂化,得到高芳潜重石脑油和低bmci值的尾油。
7.cn200610008418.2公开了一种劣质催化裂化柴油加氢处理方法。所述方法采用两段加氢裂化法来处理劣质催柴,特别是催化氢转移过程得到的劣质催柴。所述劣质催20℃密度为0.90g/m3以上,芳烃大于60wt%,十六烷值小于30。所述方法利用催化裂化柴油氢含量低、芳烃含量高的特点,来生产高芳潜的重石脑油。
8.cn201811242206.x公开了一种提高航煤烟点的加氢裂化方法,包括如下内容:原料油与氢气混合后进入加氢精制反应器发生加氢精制反应,反应流出物进入加氢裂化反应器,加氢裂化生成油经过高、低压分离器进入分馏塔,得到干气、液化气、轻石脑油、重石脑油、轻航煤、重航煤、柴油以及尾油,所述轻航煤部分或全部循环回加氢裂化反应器。
9.cn201510578869.9公开了一种改善航煤质量的加氢裂化方法,该方法包将来自加氢裂化反应区的液相产物进行分馏,得到石脑油馏分、煤油馏分、柴油馏分和尾油馏分,将
煤油馏分引入煤油分馏塔进行分馏,得到轻质航煤馏分、中质航煤馏分和重质航煤馏分,抽出至少部分所述中质航煤馏分,以及将轻质航煤馏分、重质航煤馏分和任选的剩余部分的中质航煤馏分作为航煤产品出装置。
10.上述现有技术中,有在加氢裂化原料中掺炼催化柴油的,也有对加氢裂化航煤产品进行切割循环的。前者可以增加航煤中芳烃含量,但无谓的氢气消耗量势必较高,不具备经济型;后者对航煤切割的本质也是提升产品质量,但未提及如何对航煤中的芳烃进行优化,获得优质喷气燃料。
技术实现要素:
11.针对现有技术存在的不足,本发明公开一种生产优质喷气燃料的加氢裂化方法,所述方法通过将含有芳烃的组分合理引入,可以使其在反应过程中降低过度转化的副反应,使其通过短暂的加氢过程后集中富集于航煤组分之中,可以在增加优质航煤中的芳烃的同时,使其安定性提升,从而实现生产合格产品的目的。
12.一种生产喷气燃料的加氢裂化方法,所述方法中含有加氢裂化反应区,所述加氢裂化反应区设置1-n个催化剂床层,所述n为2以上的整数,优选n为6以下的整数,n具体可以为3、4或5;所述氢裂化反应区的第n个催化剂床层沿物流方向依次装填加氢裂化催化剂和加氢后处理催化剂,在第n个和n-1个催化剂床层间引入富含芳烃的物料。
13.上述方法中,所述加氢裂化反应区的第n-1个催化剂床层装填加氢裂化催化剂,所述第n个催化剂床层装填的加氢裂化催化剂同第n-1个催化剂床层装填的加氢裂化催化剂可以相同也可以不同。
14.上述方法中,第n个催化剂床层中装填的加氢裂化催化剂和加氢后处理催化剂为1~5,优选1.3~3。
15.上述方法中,所述加氢裂化催化剂含有加氢活性金属、酸性分子筛组分,所述加氢裂化催化剂可选择现有的各种商业催化剂。加氢裂化催化剂按重量含量计含有12%~32%,优选为15%~30%加氢活性金属氧化物,小于20%的分子筛,所述的加氢活性金属包括wo、mo、co、ni中的一种或几种,所述分子筛包括但不限于y型或usy分子筛。例如抚顺石油化工研究院(fripp)研制开发的fc-14、fc-50、fc-60、zhc-01等加氢裂化催化剂;也可以根据实际需要按本领域的常识进行制备。
16.上述方法中,所述加氢裂化反应区的反应条件为操作压力12.0~16.5 mpa,氢油体积比700∶1~1200∶1,体积空速为0.8~7.0 h-1
;优选操作压力13.0~16.0 mpa,氢油体积比800∶1~1100∶1。
17.上述方法中,所述的富含芳烃物料可以是催化轻柴油或者重整重芳烃等芳烃含量较高的易获取原料,其馏程范围180~250℃,密度0.84 g/cm3以上,芳烃含量80%以上,优选85%以上,其加入量视其芳烃含量以及反应过程航煤收率而定,一般为原料油进料重量的0.5%~5.5%,优选1%~5%,加入后产品航煤满足芳烃的合格标准要求即可。
18.上述方法中,所述的加氢后处理催化剂包括载体和所负载的加氢活性金属。以催化剂的重量为基准,通常包括元素周期表中的第ⅵb族金属组分,如钨和/或钼以氧化物计量为10%~35%,优选为15%~30%;第
ⅷ
族金属如镍和/或钴以氧化物计量为1%~7%,优选为1.5%~6%。载体可为无机耐熔氧化物,可以选自氧化铝、无定型硅铝、二氧化硅、氧化钛等。其中加
氢裂化后处理催化剂可以选择现有各种常规商业催化剂,例如抚顺石油化工研究院(fripp)研制开发的ff-46、ff-56、ff-66等加氢裂化预处理催化剂;也可以根据实际发明方法需要按本领域的常识进行制备。
19.本发明一个或多个实施例中,所述n为4,具体地说加氢裂化反应区设置4个催化剂床层,第四个催化剂床层沿物流方向依次装填加氢裂化催化剂和加氢后处理催化剂,其余床层装填加氢裂化催化剂。
20.上述方法中,加氢裂化反应区流出物经分离及分馏单元后获得干气、液化气、轻重石脑油,航煤、柴油、尾油,所述分离及分馏单元为本领域技术,不进行详细描述。
21.上述方法中,加氢裂化反应区前设置加氢预处理反应区,原料油通过加氢预处理催化剂后,精制油氮含量控制在《50μg/g,优选《40μg/g,精制油通过加氢裂化反应区。
22.上述方法中,所述的原料油可为蜡油或者柴油组分,优选为蜡油,所述蜡油终馏点一般为450~550℃,优选480~540℃,密度一般在0.93g/cm3以下,优选0.92g/cm3以下,氮含量一般在0.20wt%以下优选为0.15%以下,硫含量无特殊要求。所述的蜡油组分可以为加工环烷基原油、中间基原油或石蜡基原油得到的各种直馏蜡油或者二次加工蜡油等,也可以是上述各种蜡油混合后得到的油品,只要是适合作为加氢裂化装置原料的液相油品均在本发明的适用范围内。
23.上述方法中,所述加氢预处理反应区的操作条件如下:操作压力12.0~16.5mpa,氢油体积比600∶1~1100∶1,体积空速为0.5~6.0 h-1
;优选操作压力13.0~16.0 mpa,氢油体积比700∶1~1000∶1。
24.上述方法中,所述的加氢预处理催化剂可以同加氢后处理催化剂相同,也可以不同,优选相同。所述加氢预处理催化剂包括载体和所负载的加氢活性金属。以催化剂的重量为基准,通常包括元素周期表中的第ⅵb族金属组分,如钨和/或钼以氧化物计量为10%~35%,优选为15%~30%;第
ⅷ
族金属如镍和/或钴以氧化物计量为1%~7%,优选为1.5%~6%。载体可为无机耐熔氧化物,可以选自氧化铝、无定型硅铝、二氧化硅、氧化钛等。其中加氢裂化预处理催化剂可以选择现有各种常规商业催化剂,例如抚顺石油化工研究院(fripp)研制开发的ff-46、ff-56、ff-66等加氢裂化预处理催化剂;也可以根据实际发明方法需要按本领域的常识进行制备。
25.一种生产喷气燃料的加氢裂化方法,具体包括如下步骤:(1)原料油通过加氢预处理反应区后获得加氢预处理精制油;(2)加氢预处理精制油进入加氢裂化反应区,所述加氢裂化反应区设置1-n个催化剂床层,所述n为2以上的整数,优选n为6以下的整数,n具体可以为3、4或5;所述氢裂化反应区的第n个催化剂床层沿物流方向依次装填加氢裂化催化剂和加氢后处理催化剂,在第n个和n-1个催化剂床层间引入富含芳烃的物料;(3)加氢裂化反应区流出物经分离后获得干气、液化气、轻重石脑油、航煤、柴油、尾油。
26.上述方法,步骤(1)中,所述的原料油可为蜡油或者柴油组分,优选为蜡油,所述蜡油终馏点一般为450~550℃,优选480~540℃,密度一般在0.93g/cm3以下,优选0.92g/cm3以下,氮含量一般在0.20wt%以下优选为0.15%以下,硫含量无特殊要求。所述的蜡油组分可以为加工环烷基原油、中间基原油或石蜡基原油得到的各种直馏蜡油或者二次加工蜡油等,也可以是上述各种蜡油混合后得到的油品,只要是适合作为加氢裂化装置原料的液相
油品均在本发明的适用范围内。
27.上述方法步骤(1)中,精制油氮含量控制在《50μg/g,优选《40μg/g。
28.上述方法步骤(1)中,所述加氢预处理反应区的操作条件如下:操作压力12.0~16.5mpa,氢油体积比600∶1~1100∶1,体积空速为0.5~6.0 h-1
;优选操作压力13.0~16.0 mpa,氢油体积比700∶1~1000∶1。
29.上述方法步骤(1)中,所述的加氢预处理催化剂可以同加氢后处理催化剂相同,也可以不同,优选相同。所述加氢预处理催化剂包括载体和所负载的加氢活性金属。以催化剂的重量为基准,通常包括元素周期表中的第ⅵb族金属组分,如钨和/或钼以氧化物计量为10%~35%,优选为15%~30%;第
ⅷ
族金属如镍和/或钴以氧化物计量为1%~7%,优选为1.5%~6%。载体可为无机耐熔氧化物,可以选自氧化铝、无定型硅铝、二氧化硅、氧化钛等。其中加氢裂化预处理催化剂可以选择现有各种常规商业催化剂,例如抚顺石油化工研究院(fripp)研制开发的ff-46、ff-56、ff-66等加氢裂化预处理催化剂;也可以根据实际发明方法需要按本领域的常识进行制备。
30.上述方法步骤(2)中,所述加氢裂化反应区的第n-1个催化剂床层装填加氢裂化催化剂,所述第n个催化剂床层装填的加氢裂化催化剂同第n-1个催化剂床层装填的加氢裂化催化剂可以相同也可以不同。
31.上述方法步骤(2)中,第n个催化剂床层中装填的加氢裂化催化剂和加氢后处理催化剂为1~5,优选1.3~3。
32.上述方法步骤(2)中,所述加氢裂化催化剂含有加氢活性金属、酸性分子筛组分,所述加氢裂化催化剂可选择现有的各种商业催化剂。加氢裂化催化剂按重量含量计含有12%~32%,优选为15%~30%加氢活性金属氧化物,小于20%的分子筛,所述的加氢活性金属包括wo、mo、co、ni中的一种或几种,所述分子筛包括但不限于y型或usy分子筛。例如抚顺石油化工研究院(fripp)研制开发的fc-14、fc-50、fc-60、zhc-01等加氢裂化催化剂;也可以根据实际需要按本领域的常识进行制备。
33.上述方法步骤(2)中,所述加氢裂化反应区的反应条件为操作压力12.0~16.5 mpa,氢油体积比700∶1~1200∶1,体积空速为0.8~7.0 h-1
;优选操作压力13.0~16.0 mpa,氢油体积比800∶1~1100∶1。
34.上述方法步骤(2)中,所述的富含芳烃物料可以是催化轻柴油或者重整重芳烃等芳烃含量较高的易获取原料,其馏程范围180~250℃,密度0.84 g/cm3以上,芳烃含量80%以上,优选85%以上,其加入量视其芳烃含量以及反应过程航煤收率而定,一般为原料油进料重量的0.5%~5.5%,优选1%~5%,加入后产品航煤满足芳烃的合格标准要求即可。
35.上述方法步骤(2)中,所述的加氢后处理催化剂包括载体和所负载的加氢活性金属。以催化剂的重量为基准,通常包括元素周期表中的第ⅵb族金属组分,如钨和/或钼以氧化物计量为10%~35%,优选为15%~30%;第
ⅷ
族金属如镍和/或钴以氧化物计量为1%~7%,优选为1.5%~6%。载体可为无机耐熔氧化物,可以选自氧化铝、无定型硅铝、二氧化硅、氧化钛等。其中加氢裂化后处理催化剂可以选择现有各种常规商业催化剂,例如抚顺石油化工研究院(fripp)研制开发的ff-46、ff-56、ff-66等加氢裂化预处理催化剂;也可以根据实际发明方法需要按本领域的常识进行制备。
36.本发明一个或多个实施例中,所述n为4,具体地说加氢裂化反应区设置4个催化剂
床层,第四个催化剂床层沿物流方向依次装填加氢裂化催化剂和加氢后处理催化剂,其余床层装填加氢裂化催化剂。
37.上述方法步骤(2)中,加氢裂化反应区流出物经分离及分馏单元后获得干气、液化气、轻重石脑油、航煤、柴油、尾油,所述分离及分馏单元为本领域技术,不进行详细描述。
38.本方法通过含芳组分的合理优化引入提高了炼油企业优质喷气燃料的芳烃,在解决产品安定性的同时,使加氢裂化装置可以直接生产高品质的喷气燃料产品,利用了芳烃富集的特点,达到了生产目的。具体来说,不需要复杂的流程改动,仅通过引入点的合理选择,达到了优化效果。
39.在优质航煤的生产过程中,由于考虑对于发动机的密封要求,对于产品中的芳烃有一定的要求,而加氢裂化装置由于在高压下进行加氢反应,产品中芳烃含量较低,难以直接达到标准。本方法通过挑选合适的芳烃组分,确定精确的加入位置,在较高的空速下可以避免芳烃的过度反应,使其从分子角度完全富集于航煤之中,同时通过加氢后处理床层可以提高芳烃加入后产品的安定性,最终实现了优质航煤的生产。与常规在原料中掺炼芳烃组分相比,可以实现芳烃的最优配置,提高其对于航煤组分混入的选择性,降低无谓的氢气消耗,达到了“宜芳则芳”的目的,技术上具备极大优势,经济上也十分合理。与在产品中掺炼芳烃组分相比,先不提及政策的允许性,单从产品质量上来说,本发明也提高了航煤的安定性,具有很强的实用优势。本发明不需要额外的流程改动,仅通过芳烃组分的选择及加入,可以实现加氢裂化装置直接生产优质喷气燃料的目的,在为炼油企业完成生产任务的同时可以为航空领域贡献一份力量,具有较强的应用价值。
附图说明
40.图1是本发明方法一种实施方式的流程示意图。
41.其中,1为原料油,2为加氢处理反应区,3为处理反应流出物,4为加氢裂化反应区,5为注入的芳烃组分,6为裂化反应流出物,7为分离系统,8为酸性水,9为分离后烃类液相,10为循环氢气(分离后气相),11为分馏系统,12为气相产品,13为石脑油,14为航煤,15为柴油,16为尾油。
具体实施方式
42.下面结合附图对本发明的生产航煤的工艺方法进行详细说明,图中简化整合了一些常规且必要的组成部分,如注水系统、循环氢系统、冷氢系统等。
43.如图1所示,本发明的工艺流程如下:原料油1与氢气10混合后进入加氢预处理反应区2中进行反应,底部排出的反应流出物3进入加氢裂化反应区4中进行反应,最后一床层之上注入含芳组分5,反应流出物6进入后续分离系统7,顶部排出气相10,底部排出水8,中间产出流出物9进入后续分馏系统11,顶部排出气相产品12,中上部排出石脑油13,中部排出航煤14,中下部排出柴油15,底部排出尾油16。
44.下面结合实施例和比较例对本发明方法的作用和效果进行进一步说明。本发明上下文中,如果没有特殊说明,%均为质量百分比,转化率设定温度为350℃,实施例均使用本发明方法。原料油的性质见表1,催化剂主要物化性质见表2,操作条件见表3,不同条件效果差异见表4。实施例使用了催化轻柴油以及重整重芳烃两种物料。
45.实施例1加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
46.实施例2加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的重芳烃,引入量为进料量的2.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为130~270℃。
47.实施例3加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为13.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
48.实施例4加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量25μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
49.实施例5加工表1中的原料,催化剂级配使用ff-66/fc-60/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
50.实施例6加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:2,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
51.实施例7加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在其上引入表1中的催化轻柴油,引入量为进料量的2.0%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
52.比较例1加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为1:3,在其上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤
产品馏程为170~230℃。
53.比较例2加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,在第三床层之上引入表1中的重芳烃,引入量为进料量的1.5%,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
54.比较例3加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,新鲜进料中掺炼5%的催化柴油,控制精制油氮含量35μg/g,裂化段第四床层fc-50与ff-66的装填体积比为3:1,控制反应压力为15.0mpa,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃。
55.比较例4加工表1中的原料,催化剂级配使用ff-66/fc-50/ff-66,控制精制油氮含量35μg/g,控制反应压力为15.0mpa,裂化段第四床层fc-50与ff-66的装填体积比为3:1,产出的液体组分进入分离及分馏系统,切割的航煤产品馏程为170~230℃,在航煤中加入进料量的1.3%的重芳烃。
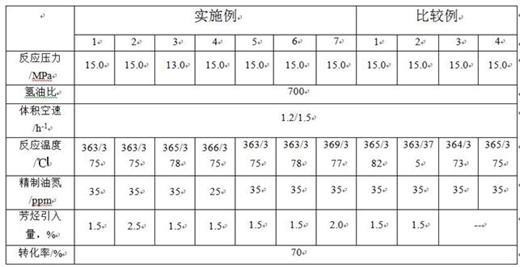
56.表1 原料油性质表表2 催化剂主要物性表3 加氢反应条件
表4 不同条件效果对比由上述实例及比较例可以看出,采用本发明方法可以通过芳烃的合理定点引用实现芳烃合格的优质航煤的生产,随着航煤馏程的调整、压力的变化、精制油氮含量的不同以及催化剂级配比例的优选,只需要对应调整芳烃引入量既可以实现生产目的,与比较例可以生产的情况相比,还具备芳烃富集准确、副反应发生少以及氢耗低等明显优势。从效果上看,可以解决炼油企业生产优质航煤时遇到的困难,最大化实现低投入高回报的生产目的,进一步满足炼化企业对于优质航空燃料的旺盛需求以及任务布置,在技术上具有较强的优势。
57.在工艺流程上通过增设合理芳烃组分引入点,并辅助于掺入量等控制手段,进一步提高了芳烃进入航煤组分的概率,可以获得理想的综合加工效果。在应用时具有操作费用低、投资较少、流程简单等优点,具有十分广阔的前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1