工件保持夹具以及电镀装置的制作方法
1.本发明涉及一种用于对作为电镀处理的被处理物的矩形的板状工件进行保持的工件保持夹具以及包括该工件保持夹具的电镀装置。作为所述工件,例如列举有印刷基板、晶片、半导体基板(特别地,扇出型板级封装(fan
‑
out panel level package))。
背景技术:
2.用于对矩形的板状工件进行保持的工件保持夹具以及包括该工件保持夹具的电镀装置如专利文献1~9所示那样是公知的。现有技术文献专利文献
3.专利文献1:日本专利第5898540号公报专利文献2:日本专利特开2016
‑
180148号公报专利文献3:日本专利特开2016
‑
156084号公报专利文献4:日本专利特开平11
‑
172492号公报专利文献5:日本专利特开平11
‑
140694号公报专利文献6:日本专利特开平6
‑
108285号公报专利文献7:日本专利特开平5
‑
247692号公报专利文献8:日本专利特开平5
‑
222590号公报专利文献9:日本专利特开平5
‑
218048号公报
技术实现要素:
发明所要解决的技术问题
4.然而,在以往的电镀装置中,存在如下不良情况:镀液浸入到工件保持夹具中的工件与电接触端子的连接部,在连接部析出有金属,工件与电接触端子粘连,从而难以将工件从工件保持夹具拆卸。
5.此外,在以往的电镀装置中,为了对工件的整个面均匀地实施镀覆处理,采用使距所有电接触端子的配线的长度相等的结构等,从而存在装置结构复杂化的不良情况。
6.此外,在以往的电镀装置中,板状工件以挠曲的状态被工件保持夹具保持,因此,存在难以对板状工件实施均匀的电镀的不良情况。
7.本发明的目的在于提供一种工件保持夹具以及电镀装置,能消除上述不良情况中的至少一个。解决技术问题所采用的技术方案
8.本发明的第一方面是一种工件保持夹具,用于对电镀处理的被处理物、即板状工件进行保持,其特征是,包括第一构件和第二构件,将所述工件保持在两个所述构件之间,所述第一构件以在与所述第二构件之间对所述工件的周缘部进行保持的方式安装于所述第二构件,所述第一构件和所述第二构件中的至少一方是框体,所述框体具有:环状的主
体;导电构件;接触构件,所述接触构件设置成以能与所述工件的所述周缘部电接触的方式与所述导电构件电连接;以及内周密封构件,所述内周密封构件以遍及所述主体的整周的方式设置于比所述接触构件更靠内侧的位置,所述第一构件和所述第二构件在所述内周密封构件以及所述接触构件与所述工件的所述周缘部抵接的状态下构成对所述工件的所述周缘部、所述导电构件和所述接触构件进行收容的密封空间,所述内周密封构件具有接触凸部,所述接触凸部的内侧面向外倾斜。
9.本发明的第二方面是一种电镀装置,包括本发明的第一方面的工件保持夹具,通过所述工件保持夹具对所述工件进行保持,并对保持后的所述工件实施电镀处理,其特征是,包括:镀覆处理槽,所述镀覆处理槽对镀液进行收容,并对所述工件进行电镀处理;以及搬运机构,所述搬运机构将保持有所述工件的所述工件保持夹具相对于所述镀覆处理槽搬入搬出,在所述工件保持夹具的所述密封空间填充有不含金属盐的液体。发明效果
10.根据本发明的第一方面,由于能将板状工件以向外牵拉的状态保持,因此,能防止在对工件进行保持时工件发生挠曲。
11.根据本发明的第二方面,在对板状工件实施单面镀覆处理或双面镀覆处理时,能防止镀液侵入密封空间,因此,能防止由镀液引起的金属在工件的周缘部及接触构件析出的情况。其结果是,能防止在将镀覆处理后的工件从工件保持夹具拆卸时工件及接触构件发生损伤。
附图说明
12.图1是本发明第一实施方式的电镀装置的俯视图。图2是图1的ii
‑
ii剖视示意图。图3是第一实施方式的工件保持夹具以及工件的分解立体图。图4是图3的第一框体的iv向视图。图5是相当于图3的v
‑
v截面的局部立体图,其示出了第二框体安装于第一框体之前的状态。图6是相当于图3的v
‑
v截面的局部图,其示出了第二框体安装于第一框体之前的状态。图7是相当于图3的v
‑
v截面的局部图,其示出了第二框体安装于第一框体之后的状态。图8是沿viii方向观察图3的两个框体的图。图9是图6的局部放大分解图。图10是相当于图8的图,其示出了第二框体安装于第一框体的状态。图11是图2的xi
‑
xi的剖视简略图。图12是表示将液体注入到工件保持夹具的情况的图。图13是表示工件保持夹具对工件进行保持之前的状态的剖视图。图14是表示工件保持夹具将工件保持后的状态的剖视图。图15是相当于iv向视图的图,其示出了作为第一实施方式的一个变形例的第一框体。
图16是表示作为第一实施方式的一个变形例的内周密封构件的局部剖视图。图17是表示作为第一实施方式的另一个变形例的内周密封构件的局部剖视图。图18是表示作为第一实施方式的一个变形例的、使用了配线的工件保持夹具对工件进行保持之前的状态的局部剖视图。图19是表示图18的工件保持夹具将工件保持后的状态的局部剖视图。图20是第二实施方式的工件保持夹具以及工件的分解立体图。图21是相当于图20的xxi
‑
xxi截面的局部图,其示出了第一框体安装于后面板之前的状态。图22是相当于图20的xxi
‑
xxi截面的局部图,其示出了第一框体安装于后面板之后的状态。图23是表示工件保持夹具对工件进行保持之前的状态的剖视图。图24是表示工件保持夹具将工件保持后的状态的剖视图。图25是表示作为第二实施方式的一个变形例的、使用了配线的工件保持夹具对工件进行保持之前的状态的局部剖视图。图26是本发明第三实施方式的电镀装置的俯视图。图27是图25的xxvii-xxvii剖视简略图。图28是第三实施方式的工件保持夹具的立体图。图29是图27的xxix-xxix剖视简略图。
具体实施方式
13.[第一实施方式](整体结构)图1是本发明第一实施方式的电镀装置的俯视图。图2是图1的ii
‑
ii剖面示意图。上述电镀装置9a包括工件保持夹具1a、镀覆处理槽2a和搬运机构3a。工件保持夹具1a构成为对矩形的板状工件10进行保持。镀覆处理槽2a构成为对保持于工件保持夹具1a的工件10实施镀覆处理。在本实施方式中,两台镀覆处理槽2a以排列成一列的方式配置。搬运机构3a构成为将保持工件10后的工件保持夹具1a从相对于镀覆处理槽2a从垂直的方向搬入或搬出。
[0014]
(工件保持夹具)图3是工件保持夹具1a的分解立体图。工件保持夹具1a包括矩形的第一框体(第一构件)11和第二框体(第二构件)12,并将板状的工件10保持在两者之间。第二框体12以与第一框体11之间对工件10的周缘部101进行保持的方式安装于第一框体11。第一框体11和第二框体12例如由氯乙烯树脂构成。
[0015]
图4是图3的第一框体11的iv向视图。图5是相当于图3的v
‑
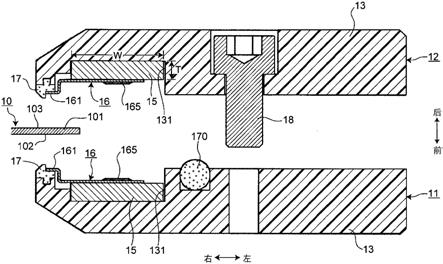
v截面的局部向视图,其示出了第二框体12安装于第一框体11之前的状态。图6是图5的vi向视图。图7示出了第二框体12安装于第一框体11之后的状态,其是相当于图6的图。即,图7示出了工件保持夹具1a将工件10保持后的状态。
[0016]
第一框体11具有:矩形环状的主体13;导电构件15,上述导电构件15遍及主体13的整周设置;接触构件16,上述接触构件16以能与工件10的周缘部101电接触的方式与导电构
件15电连接并沿导电构件15设置;以及内周密封构件17,上述内周密封构件17以遍及主体13的整周的方式设置于比接触构件16更靠内侧的位置。接触构件16沿主体13的各边设置。
[0017]
如图4所示,导电构件15位于遍及主体13的整周形成的凹部131内。如图6所示,导电构件15具有宽度w以及厚度t,具有与以往相比宽度更大且壁厚更厚的形态。因此,导电构件15具有在整周的任意点上均呈现大致相等的电阻值的特性。具体而言,导电构件15具有50~900mm2的截面积(w
×
t)在导电构件15小于50mm2的情况下,几乎无法呈现上述那样的特性,在大于900mm2的情况下因过重而难以处理。导电构件15例如构成为在铜或钛的表面涂覆氯乙烯树脂。导电构件15也称为“汇流条”。
[0018]
图8是沿viii方向观察图3的两个框体11、12的图。导电构件15具有朝外部突出的第一连接端子151和第二连接端子152。主体13在上边13a的左端具有上方延伸部13e。如图4所示,凹部131具有与外部相通的第一凹部1311和第二凹部1312。第一凹部1311形成于主体13的上边13a的右端。第二凹部1312沿上方延伸部13e形成。此外,连接端子151穿过第一凹部1311朝上方延伸,连接端子152穿过第二凹部1312朝上方延伸。
[0019]
接触构件16是具有许多并排设置的、用于与工件10的周缘部101电接触的板簧状接触端子161的梳齿状接触构件。在本实施方式中,梳齿状接触构件16设置成在主体13的各边中分割为六个。接触构件16通过螺栓165固定于导电构件15。螺栓165展现在第一框体10的一个面侧,因此,能容易地进行接触构件16的更换作业。另外,接触构件16在接触端子161的回复力变弱时被更换。接触端子161例如构成为在铜上涂覆金。
[0020]
图9是图6的局部放大分解图。内周密封构件17例如由海绵橡胶构成。内周密封构件17具有接触凸部171、插入凸部172和平面部173。插入部132被插入到形成于主体13的槽部132。平面部173被接触构件16的接触端子161朝向主体13按压。接触凸部171在比接触构件16的接触端子161更靠内侧的位置处以与插入凸部172相反的方向且越过平面部173的方式突出。此外,接触凸部171的内侧面1711向外倾斜。内周密封构件17相对于主体13自由装拆。
[0021]
第二框体12具有与上述第一框体11相同的结构,并具有与第一框体11成镜像关系的结构。然而,第一框体11具有与第二框体12不同的以下结构(a)~(c)。(a)在主体13的上边13a的上表面具有朝上方延伸的两根把手122。(b)在主体13的右边13b的侧面具有横向突出且沿右边13b延伸的右引导杆126,在主体13的左边13c的侧面具有横向突出且沿左边13c延伸的左引导杆127。(c)在比导电构件15更靠外侧的位置以遍及主体13的整周的方式具有外周垫圈170。
[0022]
由此,如图7所示,第一框体11和第二框体12在内周密封构件17以及接触构件16的接触端子161与工件10的周缘部101抵接的状态下,构成对周缘部101、导电构件15和接触构件16进行收容的密封空间5。密封空间5包括凹部131。另外,内周密封构件17被压缩并紧贴于工件10的周缘部101。第二框体12通过被螺栓18固定而被安装于第一框体11。
[0023]
此外,当第二框体12安装于第一框体11时,如图10所示,构成液体注入口124和排气口125,上述液体注入口124用于将液体填充到密封空间5,上述排气口125用于将密封空间5内的空气排气。液体注入口124由第一框体11的第一凹部1311和第二框体12的第一凹部1311对齐而构成。排气口125由第一框体11的第二凹部1312和第二框体12的第二凹部1312
对齐而构成。从图3以及图4可知,排气口125构成于上方延伸部13e,因此,在使液体注入口124朝向上方的状态下存在于比液体注入口124更高的位置处。
[0024]
(镀覆处理槽)图11是图2的xi
‑
xi的剖视示意图。镀覆处理槽2a被镀液20填满,在槽内的前侧包括第一阳极211和第一喷流机构221,在槽内的后侧包括第二阳极212和第二喷流机构222。镀覆处理槽2a通过使电从第一阳极211流过工件10以对工件10的前表面102实施镀覆处理,此外,通过使电从第二阳极212流过工件10以对工件10的后表面103实施镀覆处理。即,镀覆处理槽2a不仅能执行单面镀覆处理,还能执行双面镀覆处理。另外,在镀覆处理槽2a中,在镀覆处理时,镀液20通过第一喷流机构221被吹向工件10的前表面102,因此,新鲜的镀液10始终与前表面102接触,从而有效地实施对前表面102的镀覆处理,和/或镀液20通过第二喷流机构22被吹向工件10的后表面103,因此,新鲜的镀液20始终与后表面103接触,从而有效地实施对后表面103的镀覆处理。
[0025]
此外,如图2所示,镀覆处理槽2a包括引导构件,上述引导构件在工件保持夹具1a被搬入到槽内时对工件保持夹具1a进行引导。具体而言,引导构件具有:右导轨231,上述右导轨231对工件保持夹具1a的右引导杆126进行导向;以及左导轨232,上述左导轨232对左引导杆127进行导向。导轨由供引导杆沿垂直方向滑动的纵槽构成。另外,上述引导构件还起到将工件保持夹具1a支承成垂直状态的支承构件的作用。
[0026]
(搬运机构)搬运机构3a具有:垂直搬运机构31,上述垂直搬运机构31从与镀覆处理槽2a垂直的方向搬入或搬出工件保持夹具1a;以及第一搬运机构32,上述第一搬运机构32将工件保持夹具1a搬运至相对于镀覆处理槽2a的搬入搬出位置。
[0027]
垂直搬运机构31包括承载杆311、升降杆312和左右一对升降轨道313。承载杆311经由两个抓持部315抓持于升降杆312。在承载杆311的中央处,工件保持夹具1a经由两根把手122被钩挂。此外,垂直搬运机构31通过使将钩挂有工件保持夹具1a的承载杆311抓持后的升降杆312沿升降轨道313升降,以将工件保持夹具1a相对于镀覆处理槽2a搬入或搬出。
[0028]
第一搬运机构32具有左右一对的水平轨道321,将对升降杆312进行支承的升降轨道313在排成一列的两台镀覆处理槽2a的上方沿水平轨道321水平移动至相对于镀覆处理槽2a的搬入搬出位置。由此,第一搬运机构32能将钩挂在被升降杆312抓持的承载杆311上的工件保持夹具1a搬运到相对于镀覆处理槽2a的任意的搬入搬出位置。
[0029]
(工作)上述构成的电镀装置9a以如下方式工作。(1)工件保持首先,将第一框体11水平放置于地面。接着,将工件10载置于第一框体11上。接着,从上方将第二框体12重叠于第一框体11并能通过螺栓18固定。由此,工件10被工件保持夹具1a保持,并在工件10的周缘部101构成图7所示的密封空间5。
[0030]
(2)液体注入将保持了工件10的工件保持夹具1a抬起成垂直状态。接着,如图12所示,将工件保持夹具1a浸渍在容器200的液体201中。此时,在工件保持夹具1a中,由于排气口125存在于比液体注入口124更高的位置,因此,能在使液体注入口124位于比液体201的液面202更下
方的位置且使排气口125位于比液面202更上方的位置的状态下发生倾斜。其结果是,密封空间5内的空气如箭头所示那样流动并可靠地从排气口125排气,液体201从液体注入口124可靠地填充到密封空间5内。
[0031]
另外,作为向密封空间5注入的液体201,使用不含金属盐的液体。“不含金属盐”是指“所含的所有金属盐的浓度为5g/l以下”。作为这种液体,具体地使用自来水、天然水或纯净水。作为纯净水,使用去离子水、蒸馏水、净化水或ro纯水。
[0032]
(3)搬运使第一搬运机构32工作,并将工件保持夹具1a搬运至相对于镀覆处理装置2a的搬入搬出位置。在图1中,搬运至里侧的镀覆处理槽2a。
[0033]
(4)搬入使垂直搬运机构31工作,并将工件保持夹具1a向镀覆处理槽2a搬入。然而,在镀覆处理槽2a的两侧配置有搬运机构3a的支承台30,在支承台30上设置有杆载置台318。垂直搬运机构31使升降杆312下降至承载杆311载置于罩载置台318的位置,当载置杆311载置于罩载置台318时,解除抓持部315使载置杆311脱离,并使升降杆312上升。由此,工件保持夹具1a在钩挂于载置杆311的状态下向镀覆处理槽2a搬入。另外,此时,由于左引导杆126、右引导杆127被左导轨231、右导轨232引导,因此,工件保持夹具1a在维持垂直的状态下被顺畅地搬入。
[0034]
(5)镀覆处理将电源开关(未图示)接通,对工件10进行通电。由此,对工件10进行单面镀覆处理或双面镀覆处理。对工件10的通电是通过从电源(未图示)经由通电路径(未图示)、杆载置台318、载置杆311、第一连接端子151、导电构件15以及接触构件16而进行的。此时,在密封空间5填充有液体201,因此,能可靠地防止镀液20向密封空间5的侵入。
[0035]
(6)搬出使垂直搬运机构31工作并使升降杆312下降,使抓持部315工作来抓持载置杆311,并使升降杆312上升。由此,工件保持夹具1a与载置杆311一起上升,工件保持夹具1a从镀覆处理槽2a向上方被搬出。
[0036]
(效果)(a)根据上述构成的工件保持夹具1a,能构成对工件10的周缘部101、导电构件15以及接触构件16进行收容的密封空间5,能将液体从液体注入口124注入到密封空间5。因此,通过将液体注入到密封空间5,能发挥以下的效果。
[0037]
(a1)在对工件10实施镀覆处理时,能防止镀液20侵入密封空间5,因此,能防止由镀液20引起的金属在工件10的周缘部101及接触构件16析出的情况。其结果是,能防止在将镀覆处理后的工件10从工件保持夹具1a拆卸时工件10及接触构件16发生损伤。
[0038]
(a2)能通过密封空间5的液体使在工件10的周缘部101与接触构件16之间因通电产生的发热冷却,因此,能防止两者的损伤、固接。
[0039]
(b)根据上述构成的工件保持夹具1a,导电构件15具有与以往相比宽度更大且壁厚更厚的形态,因此,能在整周的任意点呈现大致相等的电阻值,因此,能遍及工件10的整周进行均匀的通电,因此,能对工件10的仅前表面102、仅后表面103或遍及两个表面102、103的整个面实施均匀的镀覆处理。
[0040]
(c)根据上述构成的工件保持夹具1a,接触构件16是梳齿状接触构件,因此,即使导电构件15具有宽度大且壁厚大的形态,也能对工件进行良好的通电。
[0041]
(d)根据上述构成的工件保持夹具1a,梳齿状接触构件16在主体13的各边中分割为六个,因此,能容易地仅对故障后的构件16进行更换。
[0042]
(e)根据上述构成的工件保持夹具1a,内周密封构件17具有接触凸部171、插入凸部172和平面部173,另外,接触凸部171的内侧面1711向外倾斜,因此,能发挥以下效果。
[0043]
(e
‑
1)由于内侧面1711向外倾斜,因此,在通过工件保持夹具1a对工件10进行保持时,如图13所示,接触凸部171向箭头方向(外侧)被压扁。其结果是,工件10如图14所示那样以被向外牵拉的状态保持。因此,能防止在通过工件保持夹具1a对工件10进行保持时工件10发生挠曲。
[0044]
(e
‑
2)在将插入凸部172插入到主体13的槽部132、并通过螺栓165将接触构件16固定于导电构件15时,通过利用接触端子161按压平面部173,能将内周密封构件17安装于主体13。此外,相反,通过松开螺栓165以将接触构件16从导电构件15拆卸,并将插入凸部172从槽部132拉出,能将内周密封构件17从主体13拆卸。因此,能简单地装拆内周密封构件17,由此,能容易地进行内周密封构件17的更换。顺带一提的是,内周密封构件17因重复使用而容易劣化或变形,因此,能容易地交换是很大的优点。
[0045]
(e
‑
3)接触端子161兼备通电的作用和对内周密封构件17进行固定的作用这两个作用,因此,能实现部件个数的削减。
[0046]
(f)根据上述构成的工件保持夹具1a,由于排气口125存在于比液体注入口124更高的位置,因此,在将工件保持夹具1a浸渍在容器200的液体201中时,能在使液体注入口124位于比液体201的液面202更下方的位置且使排气口125位于比液面202更上方的位置的状态下发生倾斜。其结果是,能将密封空间5内的空气可靠地从排气口125排出,同时能将液体201从液体注入口124可靠地填充到密封空间5内。
[0047]
(g)根据上述构成的工件保持夹具1a,第一框体11和第二框体12分别具有导电构件15、第一连接端子151、第二连接端子152和接触构件16,因此,能在工件10的前表面102和后表面103设定不同的通电量,因此,能精密地控制双面镀覆处理。
[0048]
(h)根据上述构成的电镀装置9a,在工件保持夹具1a的密封空间5填充有液体,因此,能发挥以下这样的效果。
[0049]
(h1)在对工件10实施镀覆处理时,能防止镀液20侵入密封空间5,因此,能防止由镀液20引起的金属在工件10的周缘部101及接触构件16析出的情况。其结果是,能防止在将镀覆处理后的工件10从工件保持夹具1a拆卸时工件10及接触构件16损伤。
[0050]
(h2)能通过密封空间5的液体使在工件10的周缘部101与接触构件16之间因通电产生的发热冷却,因此,能防止两者的损伤、固接。
[0051]
(i)根据上述构成的电镀装置9a,将工件保持夹具1a相对于镀覆处理槽2a从垂直的方向搬入搬出,因此,能减小装置的设置面积。
[0052]
(j)根据上述构成的电镀装置9a,在将工件保持夹具1a相对于镀覆处理槽2a搬入时,左引导杆126、右引导杆127被左导轨231、右导轨232导向,因此,能在维持垂直状态下就此顺畅地搬入工件保持夹具1a。
[0053]
[第一实施方式的变形例]
上述第一实施方式也可以采用以下结构(1)~(10)中的任意一个以上。
[0054]
(1)如图15所示,梳齿状接触构件16设置成在主体13的各边中遍及各边的全长连续。根据上述结构,能简化两个框体11、12的组装作业。
[0055]
(2)接触构件16具有梳齿状以外的形状,例如简单的平板状。此外,在上述情况下,接触构件16既可以设置成在主体13的各边中分割,或者也可以设置成遍及各边的全长连续。
[0056]
(3)不包括排气口125。在上述情况下,将液体从液体注入口124注入密封构件5,同时将密封空间5内的空气从液体注入口124排出。即,液体注入口124具有与液体的注入一起进行空气抽取的结构。由此,能省略空气抽取口125,因此,能简化装置结构。
[0057]
(4)不包括液体注入口124以及排气口125。由此,在密封空间5并未填充液体。根据上述结构,能发挥第一实施方式(a)以及(g)以外的效果。
[0058]
(5)如图16所示,内周密封构件17仅具有接触凸部171。另外,内侧面1711向外倾斜。在上述情况下,内周密封构件17通过粘接剂或螺钉紧固件而被接合于主体13。根据上述结构,能发挥第一实施方式的(e)以外的效果。
[0059]
(6)如图17所示,内周密封构件17仅具有内侧面1711向外倾斜的接触凸部171以及平面部173。在上述情况下,内周密封构件17的平面部173被接触构件16的接触端子161向主体13按压,因此,能在不使用粘接剂或螺纹紧固件的情况下接合于主体13。根据上述结构,也能发挥与第一实施方式相同的效果。
[0060]
(7)如图18以及图19所示,接触构件16与配线19电连接,而非与导电构件15电连接。配线19设置有多个,在各接触构件16分别连接有相同长度的配线19。另外,导电构件15遍及主体13的整周设置,但只要配线19能使所有的接触构件16通电,则不遍及主体13的整周设置亦可。根据上述结构,能遍及工件10的整周进行均匀的通电,因此,能遍及工件10的前表面102和/或后表面103的整个面实施均匀的镀覆处理。另外,在图18和图19所示的例子中,内周密封构件17具有图16所示的结构,但也可以具有图9所示的结构。
[0061]
(8)排气口125在使液体注入口124朝向上方的状态下并未存在于比液体注入口124更高的位置。例如,排气口125在使液体注入口124朝向上方的状态下存在于与液体注入口124相同高度的位置。根据上述结构,由于无需在主体13形成上方延伸部13e,因此,能简化主体13的结构,由此,能提高主体13的生产性。
[0062]
(9)设定成同时对第一连接端子151和第二连接端子152通电。由此,能将朝向工件10的右边105的通电路径的电阻值与朝向左边106的通电路径的电阻值设为大致相同,因此,能遍及工件10的前表面102和/或后表面103的整个面实施均匀的镀覆处理。
[0063]
(10)在电镀装置9a设置四处用于对第一框体11的第一连接端子151和第二连接端子152以及第二框体12的第一连接端子151和第二连接端子152通电的通电部。由此,能将朝向工件10的右边105的通电路径的电阻值与朝向左边106的通电路径的电阻值设为大致相同,并实施均匀的镀覆处理,此外,能在工件10的前表面102和后表面10设定不同的通电量,能紧密地控制双面镀覆处理。
[0064]
[第二实施方式]本发明第二实施方式涉及与第一实施方式的工件保持夹具1a不同的工件保持夹具1b。如图20所示,工件保持夹具1b相对于工件保持夹具1a在使用背面板(第二构件)12a来
代替第二框体12这一点上不同。即,工件保持夹具1b包括矩形的第一框体11和矩形的背面板12a,将板状的工件10保持在两者之间,并执行单面镀覆处理而非执行双面镀覆处理。
[0065]
在背面板12a重叠有工件10。第一框体11以与背面板12a之间将工件10的周缘部101保持的方式安装于背面板12a。背面板12a也例如由氯乙烯树脂构成。
[0066]
图21以及图22是相对于图20的xxi
‑
xxi截面的局部图,图21示出了第一框体11安装于背面板12a之前的状态,图22示出了第一框体11安装于背面板12a之后的状态。即,图22示出了工件保持夹具1a将工件10保持后的状态。背面板12a具有嵌入到主体13的后侧开口130的凸部111,工件10嵌入到在凸部111的端面112形成的浅的凹部113。此外,第一框体11在图22的状态、即密封构件17以及接触构件16的接触端子161与工件10的周缘部101抵接的状态下构成对周缘部101、导电构件15以及接触端子16进行收容的密封空间5。另外,第一框体11通过被螺栓18固定于背面板12a的周缘部119以安装于背面板12a。
[0067]
根据上述结构,能发挥与第一实施方式的工件保持夹具1a相同的效果。例如,内周密封构件17的内侧面1711向外倾斜,因此,在通过工件保持夹具1a对工件10进行保持时,如图23所示,接触凸部171向箭头方向(外侧)被压扁,其结果是,工件10如图24所示以向外牵拉的状态被保持。因此,能防止在通过工件保持夹具1a对工件10进行保持时工件10发生挠曲。
[0068]
(第二实施方式的变形例)也可以采用任意一个以上的、与第一实施方式的情况相同的变形结构(1)~(5)以及变形结构(11)。例如,在图25所示的变形例中,第一框体11示出了与图16相同结构的内周密封构件17,此外,具有与图17相同结构的配线19,具有螺栓18的通孔,背面板12a具有外周垫圈170。
[0069]
(11)液体注入口124和/或排气口125设置于背面板12a。
[0070]
[第三实施方式](整体结构)图26是本发明第三实施方式的电镀装置9b的俯视图。图27是图26的xxvii-xxvii剖视简略图。上述电镀装置9b包括工件保持夹具1b、镀覆处理槽2b、涨落槽4以及搬运机构3b。工件保持夹具1b构成为对矩形的板状工件进行保持。镀覆处理槽2b构成为对被工件保持夹具1b保持的工件实施镀覆处理。在本实施方式中,三台镀覆处理槽2b配置成排列成一列,在各镀覆处理槽2b前置有涨落槽4。搬运机构3b构成为将保持了工件的工件保持夹具1b相对于镀覆处理槽2b从水平方向搬入搬出。
[0071]
(工件保持夹具)图28是工件保持夹具1b的分解立体图。工件保持夹具1b与第一实施方式的工件保持夹具1a相比在以下这些点上不同,其它结构即液体注入口124、空气排出口125、主体13、导电构件15以及接触构件16等结构相同。
[0072]
(i)在第一框体11的主体13的上边13a具有抓持部123来代替把手122。
[0073]
(ii)具有上引导杆128、下引导杆129来代替左引导杆126、右引导杆127。上引导杆128沿主体13的上边13a设置,并具有:上前引导杆1281,上述上前引导杆1281在第一框体11的上边13a的前表面朝前方突出;以及上后引导杆1282,上述上后引导杆1282在第二框体12的上边13a的后表面朝后方突出。下引导杆129沿第一框体11的主体13的下边13d设置,在下
边13d的下表面朝下方突出。
[0074]
(镀覆处理槽)图29是图27的xxix-xxix剖视简略图。镀覆处理槽2b与第一实施方式的镀覆处理槽2a相比在以下这些点上不同,其它结构即镀液20、第一阳极211、第二阳极212、第一喷流机构221以及第二喷流机构222等结构相同。
[0075]
(i)具有通电部24。通电部24设置成在工件保持夹具1b被搬入到镀覆处理槽2b时与第一连接端子151抵接。
[0076]
(ii)具有在工件保持夹具1b相对于镀覆处理槽2b从水平方向搬入搬出时对上引导杆128、下引导杆129进行导向的上导轨251、下导轨252来代替左导轨231、右导轨232。上导轨251具有:上前导轨2511,上述上前导轨2511对上前引导杆281进行导向;以及上后导轨2512,上述上后导轨2512对上后引导杆1282进行导向。另外,导轨具有能供引导杆沿水平方向滑动的横槽。
[0077]
(iii)在前层设置涨落槽4。即,在镀覆处理槽2b前置有涨落槽4,两个槽之间被第一开闭闸门41分隔开。涨落槽4具有上导轨421、下导轨422,上述上导轨421、上述下导轨422在工件保持夹具1b相对于涨落槽4从水平方向搬入搬出时对上引导杆128、下引导杆129进行导向。上导轨421、下导轨422具有与镀覆处理槽2b的上导轨215、下导轨252相同的结构。另外,涨落槽4在与第一开闭闸门41相对的一侧具有第二开闭闸门43。两个开闭闸门41、43在左右方向上开闭。
[0078]
(搬运机构)搬运机构3b具有:水平搬运机构34,上述水平搬运机构34将工件保持夹具1b相对于镀覆处理槽2b从水平方向搬入搬出;以及第二搬运机构35,上述第二搬运机构35将工件保持夹具1b搬运至相对于镀覆处理槽2b的搬入搬出位置。
[0079]
水平搬运机构34包括搬运轨道341和搬运部342。搬运轨道341设置成在涨落槽4以及镀覆处理槽2b的上方横穿两个槽并延伸。搬运部342设置成经由抓持部123抓持垂直状态的工件保持夹具1b并随着工件保持夹具1b而沿搬运轨道341移动。
[0080]
第二搬运机构35具有左右一对水平轨道351和搬运台352。水平轨道351沿以排列成一列的方式配置的三台涨落槽4延伸。在搬运台352上设置有上导轨353和下导轨354,上述上导轨353与镀覆处理槽2b的上导轨251以及涨落槽4的上导轨421相同,上述下导轨354与镀覆处理槽2b的下导轨252以及涨落槽4的下导轨422相同。搬运台352将被搬运部342抓持且支承于上导轨353以及下导轨353的工件保持夹具1b与搬运轨道341一起沿水平轨道351搬运。由此,第二搬运机构35能将被搬运部342抓持的工件保持夹具1b搬运至相对于镀覆处理槽2b的任意的搬入搬出位置。
[0081]
(工作)上述构成的电镀装置9b以如下方式工作。(1)工件保持通过与第一实施方式同样的方式进行,以通过工件保持夹具1b对工件10进行保持。由此,在工件10的周缘部101构成有图7所示的密封空间5。
[0082]
(2)液体注入通过与第一实施方式相同的方式进行,以将液体从液体注入口214向密封空间5注
入。此时,密封空间5内的空气从空气排出口125可靠地排出,因此,顺利地进行液体的注入。
[0083]
(3)搬运使第二搬运机构35工作,并将工件保持夹具1b搬运至相对于镀覆处理装置2b的搬入搬出位置。在图26中,搬运至最里侧的镀覆处理槽2b。
[0084]
(4)搬入首先,将第二开闭闸门43打开。此时,第一开闭闸门41关闭,在镀覆处理槽2b充满有镀液20。接着,使水平搬运机构34工作,使搬运部342与工件保持夹具1b一起沿搬运轨道341移动,而将工件保持夹具1b向涨落槽4搬入。接着,将第二开闭闸门43关闭。接着,向涨落槽4注入镀液20并通过镀液20填满涨落槽4。接着,将第一开闭闸门41打开。接着,使水平搬运机构34工作,使搬运部342与工件保持夹具1b一起沿搬运轨道341移动,而将工件保持夹具1b从涨落槽4向镀覆处理槽2b搬入。接着,将第一开闭闸门41关闭。由此,工件保持夹具1b向镀覆处理槽2b搬入。另外,此时,由于下引导杆129被搬运台352的下导轨354、涨落槽4的下导轨422以及镀覆处理槽2b的下导轨252导向,上引导杆128被涨落槽4的上导轨421以及镀覆处理槽2b的上导轨251导向,因此,工件保持夹具1b在维持垂直状态下被顺畅地搬入到涨落槽4并接着被顺畅地搬入到镀覆处理槽2b。
[0085]
(5)镀覆处理将电源开关(未图示)接通,对工件10进行通电。由此,对工件10进行单面镀覆处理或双面镀覆处理。对工件10的通电是通过从电源(未图示)经由通电路径(未图示)、通电部24、第一连接端子151、导电构件15以及接触构件16而进行的。此时,在密封空间5填充有液体,因此,能可靠地防止镀液20向密封空间5的侵入。
[0086]
(6)搬出首先,将第一开闭闸门41打开。接着,使水平搬运机构34工作,使搬运部342与工件保持夹具1b一起沿搬运轨道341移动,而将工件保持夹具1b从镀覆处理槽2b向涨落槽4搬出。接着,将第一开闭闸门41关闭。接着,将涨落槽4内的镀液20从涨落槽4排出。接着,将第二开闭闸门43打开。接着,使水平搬运机构34工作,使搬运部342与工件保持夹具1b一起沿搬运轨道341移动,而将工件保持夹具1b从涨落槽4搬出。
[0087]
(效果)根据上述构成的工件保持夹具1b以及镀覆处理装置9b,能发挥与第一实施方式相同的(a)~(j)的效果。此外,能发挥以下效果。
[0088]
(k)根据上述构成的电镀装置9b,将工件保持夹具1b相对于镀覆处理槽2b从水平方向搬入搬出,因此,能减小装置的设置空间。
[0089]
(l)根据上述构成的电镀装置9b,在将工件保持夹具1b相对于镀覆处理槽2b搬入时,上引导杆128、下引导杆129被上导轨251、421、下导轨252、422导向,因此,能将工件保持夹具1b在维持垂直状态下顺畅地搬入。
[0090]
[第三实施方式的变形例]上述第三实施方式也采用与第一实施方式相同的变形结构。
[0091]
[另一实施方式]本发明也可以采用下述的另一结构。
[0092]
(i)工件保持夹具并非垂直地保持工件10,而是倾斜或水平地保持工件10。
[0093]
(ii)第一框体11和第二框体12(或背面板12a)并非使用螺栓18,而是使用弹簧锁(日文:
パッチン
錠)、例如拨动式闩(日文:
トグルラッチ
)而被固定。
[0094]
(iii)板状工件10并非呈矩形,而是呈圆形、多边形或其它形状。此外,对应地,第一框体11和第二框体12(或背面板12a)也并非呈矩形,而是呈圆形、多边形或其它形状。
[0095]
(iv)液体注入口214和/或排气口125仅设置于第一框体11或仅设置于第二框体12。工业上的可利用性
[0096]
本发明的工件保持夹具能防止在将镀覆处理后的工件从工件保持夹具拆卸时工件及接触构件受到损伤,工业上的利用价值高。(符号说明)
[0097]
1a、1b工件保持夹具;10工件;101周缘部;11第一框体(第一构件);12第二框体(第二构件);124液体注入口;125排气口;13主体;132槽部;15导电构件;16接触构件;161接触端子(前端部);17内周密封构件;171接触凸部;1711内侧面;172插入凸部;173平面部;2a、2b镀覆处理槽;3a、3b搬运机构;20镀液;5密封空间;9a、9b电镀装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1